Clear Sky Science · de
Thermo-mechanische Modellierung und experimentelle Fertigung eines kreisförmigen Aluminiumdetails unter Verwendung eines dreistufigen hierarchischen WAAM-Modells
Große Metallteile drucken mit weniger unangenehmen Überraschungen
Große, maßgeschneiderte Metallteile sind für Flugzeuge, Schiffe, Autos und Industriemaschinen unverzichtbar, bringen aber meist hohe Kosten und lange Fertigungszeiten mit sich. Die Draht-Lichtbogen-Additive-Fertigung (WAAM) verspricht, solche Teile aus Schweißdraht schichtweise aufzubauen. Zu viel Hitze kann das Metall jedoch verziehen, Risse erzeugen oder die Form zerstören. Diese Arbeit zeigt, wie Computersimulationen in drei durchdachten Stufen solche Probleme vorhersagen und das sichere Drucken einer kreisförmigen Aluminiumwand steuern können — ein Schritt, der großvolumigen Metalldruck zuverlässiger für den Alltagsbetrieb macht.
Warum Metall-3D-Druck bessere Planung braucht
Im Gegensatz zu Kunststoff-3D-Druckern nutzt WAAM einen Lichtbogen, um Draht zu schmelzen und ihn in dicken Linien oder Perlen abzulegen. Das macht das Verfahren attraktiv für große Bauteile wie zylindrische Gehäuse, Stäbe und tragende Ringe, bei denen traditionelle Zerspanung Material und Zeit verschwendet. Dieselbe starke Wärmequelle, die den Draht schmilzt, kann aber das Bauteil überhitzen. Lagen können nacherweichen oder teilweise erneut schmelzen und so versteckte Spannungen aufbauen, die später Verzug oder Risse verursachen. Bisher untersuchten viele Studien jeweils nur eine Skala — eine einzelne Perle, eine Lage oder das gesamte Bauteil —, wodurch es schwierig ist, Erkenntnisse aus dem Modell auf einen industriellen Druck zu übertragen.
Drei Schritte: von der Einzelspur zur vollständigen Wand
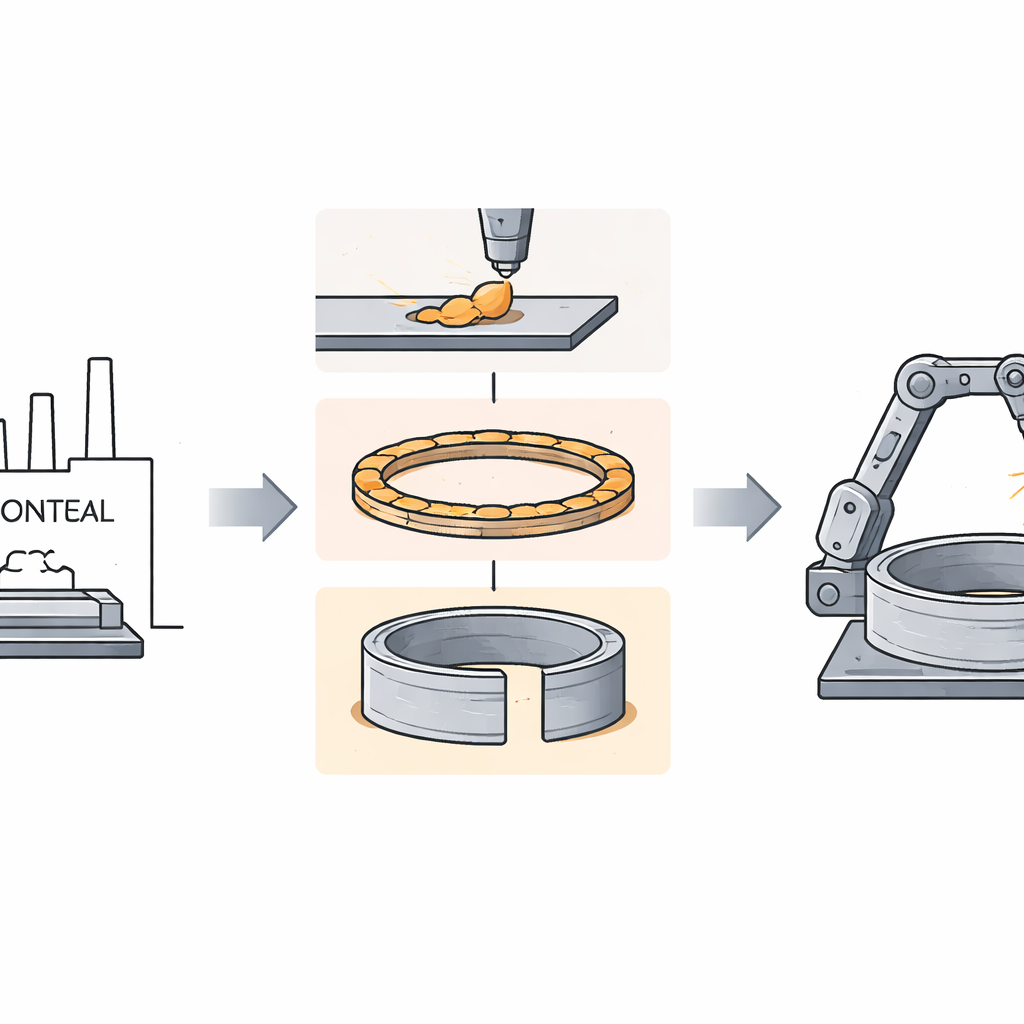
Die Autoren schlagen ein dreistufiges „hierarchisches" Modell vor, das das tatsächliche Wachstum eines Drucks widerspiegelt: zuerst eine einzelne Perle, dann eine komplette Lage und schließlich die gesamte Wand. Auf jeder Ebene nutzen sie dieselben physikalischen Grundlagen — wie Wärme fließt und wie das Metall sich ausdehnt und zusammenzieht —, stellen jedoch unterschiedliche Fragen. Auf Perlen-Ebene prüfen sie, ob Spannung, Strom und Fahrgeschwindigkeit eine realistische Schmelzzone und sichere Spannungswerte in der Grundplatte liefern. Auf Lage-Ebene ordnen sie viele Perlen entlang eines kreisförmigen Pfads an und verfolgen, wie die Temperatur an einem Schlüsselpunkte ansteigt und wieder fällt, wenn die Fackel vorbeiführt. Auf Wand-Ebene stapeln sie zehn solche Lagen zu einer 30 Millimeter hohen, 60 Millimeter breiten Kreiswand mit einer bewusst eingeplanten 3‑Millimeter‑Öffnung, um echte Öffnungen für Sensoren oder Zugänge zu simulieren, die den Wärmefluss stören.
Versteckte Wärmeanhäufung erkennen und beheben
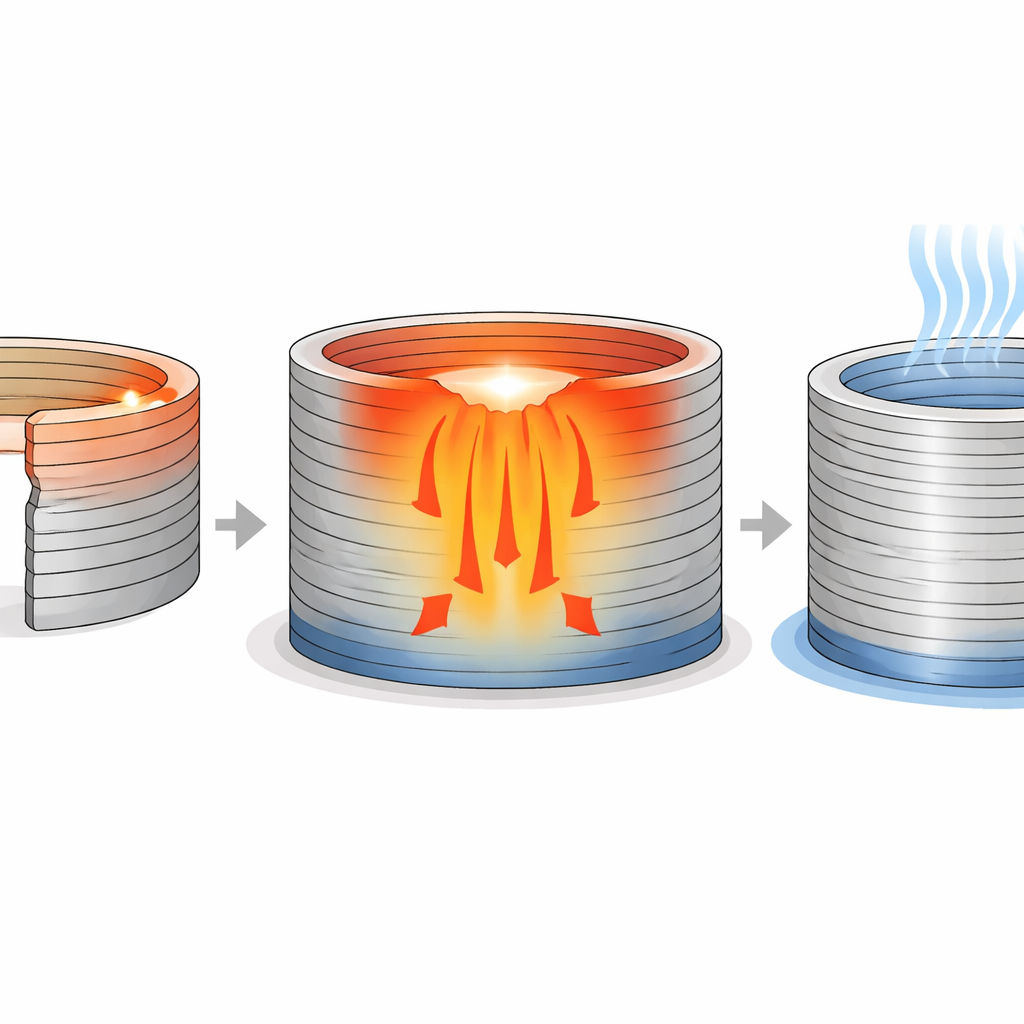
Durch detaillierte Simulationen in kommerzieller Finite-Elemente-Software fand das Team heraus, dass die ersten beiden Ebenen unproblematisch waren: Temperaturen stiegen und fielen kontrolliert und verbleibende Spannungen blieben in sicheren Grenzen. Probleme traten erst auf der Vollwand-Ebene auf. Mit zunehmender Anzahl an Lagen hatte die Wärme nicht mehr genügend Zeit zu entweichen; die Temperaturen in unteren Lagen krochen nach oben, bis sie nahe an den Schmelzpunkt kamen, was partielles Nacherweichen verursachte und die Wand zu verziehen drohte. Weil dies im virtuellen Modell erkennbar war, konnten die Forschenden verschiedene Kühlstrategien am Computer testen. Sie probierten Pausen nach jeder Lage und ließen das gesamte Bauteil auf verschiedene Zieltemperaturen abkühlen. Auf sehr niedrige Temperaturen zu kühlen war sicher, aber unpraktisch, während höhere Zielwerte das Überhitzen nicht verhinderten. Ein mittlerer Wert — Abkühlung auf etwa 60 Grad Celsius — bot die beste Balance, stoppte die kumulative Wärmeanhäufung, ohne den Prozess unzumutbar zu verlangsamen.
Vom Bildschirm in die Werkstatt
Mit den simulierten Parametern druckte das Team die tatsächliche Aluminiumwand mit einem robotergestützten Schweißsystem und Infrarot-Temperaturüberwachung. Sie hielten dieselben elektrischen und Bewegungsparameter wie im Modell ein und wendeten die Lage-für-Lage-Kühlregel an. Messungen zeigten, dass Spitzentemperaturen und Zwischentemperaturen den Vorhersagen sehr nahe kamen, und die fertige Wand stimmte in Höhe, Durchmesser, Perlenbreite und Lagenstärke bis auf wenige Prozent mit der geplanten Form überein. Es traten keine Risse oder schwerwiegende Verformungen auf, wenngleich ein kleiner Fehler am Ende einer Perle reale Effekte hervorhob, die das idealisierte Modell noch nicht vollständig erfasst, etwa leichte Schwankungen in der Drahtzufuhr oder der Roboterbewegung beim Starten und Stoppen.
Was das für den zukünftigen Metalldruck bedeutet
Kurz gesagt zeigt die Studie, dass sorgfältig gestufte Computersimulationen als Generalprobe für komplexe Metall-3D-Drucke dienen können. Indem man von Perle zu Lage zu Wand vorrückt und auf jeder Stufe die Stabilität prüft, können Ingenieure gefährliche Wärmeanhäufungen früh erkennen, praktikable Kühlregeln wählen und vermeiden, Zeit und Material an misslungene Teile zu verschwenden. Der Ansatz reduziert zudem Rechenzeit und Datenspeicherbedarf im Vergleich zur Simulation des vollständigen Bauteils in einem Schritt. Wenn diese dreistufige Strategie auf neue Formen, Materialien und automatisierte Steuerungssoftware ausgeweitet wird, könnte sie dazu beitragen, großvolumigen Metalldruck berechenbarer, effizienter und alltagstauglich für die Industrie zu machen.
Zitation: Anikin, P., Bastos, F. & Shilo, G. Thermo-mechanical modelling and experimental production of aluminium circular form detail using three-level hierarchical WAAM model. Sci Rep 16, 12561 (2026). https://doi.org/10.1038/s41598-026-42149-z
Schlüsselwörter: Draht-Lichtbogen-Additive-Fertigung, Metall-3D-Druck, thermische Simulation, Prozesskühlung, Restspannungen