Clear Sky Science · zh
基于 YOLO 的增材制造孔隙缺陷高效检测模型
为什么微小孔洞在金属 3D 打印中很重要
通过 3D 打印制造的金属零件正进入飞机、汽车和医疗植入物等领域。但在这些光亮的构件内部可能潜伏着看不见的缺陷:称为孔隙的微小气泡和空洞,会削弱金属并可能导致裂纹或失效。如今,检查此类缺陷通常需要人工缓慢地查看显微镜图像。本研究提出了一种自动化方法,用于识别和测量这些微观孔隙,并将其直接关联到打印工艺参数,为制造更安全、更可靠的 3D 打印金属零件提供了途径。
逐层构建金属零件
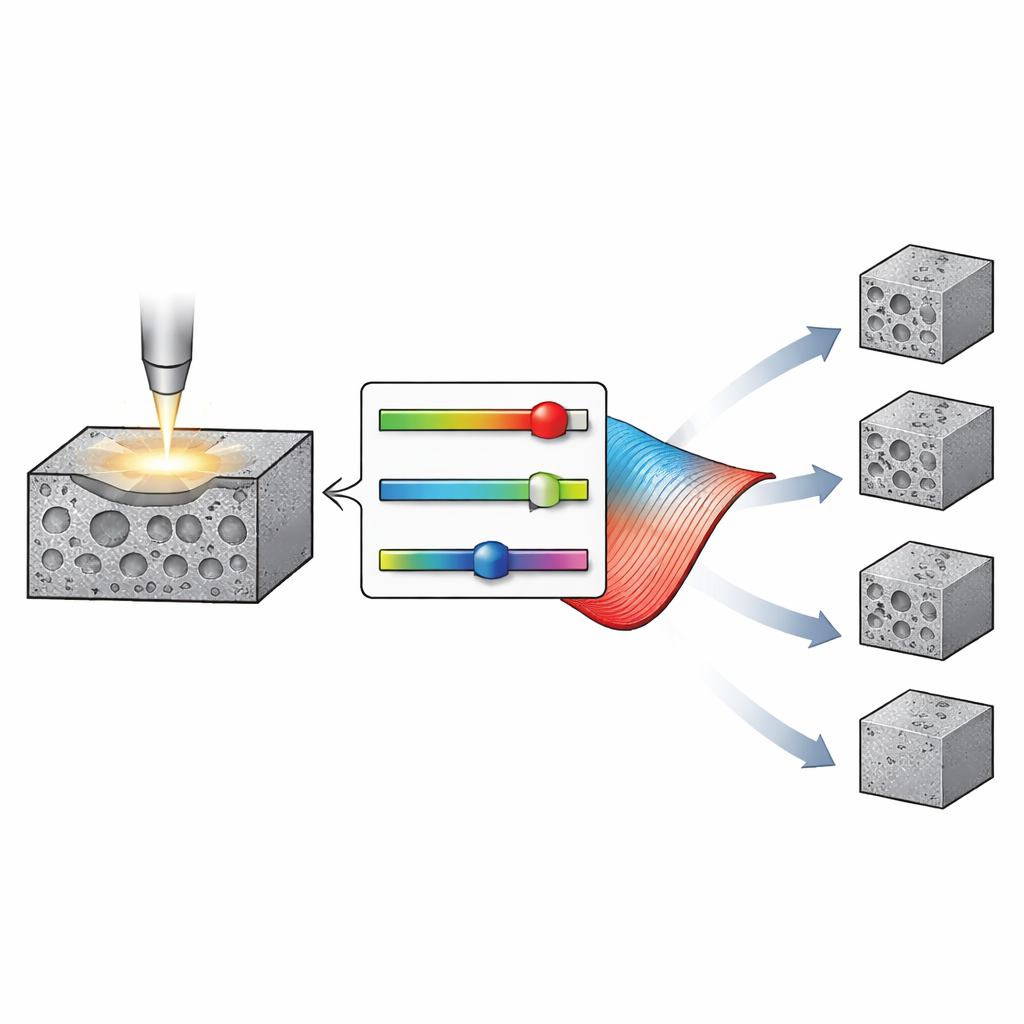
该工作聚焦于一种流行的金属 3D 打印方法——选择性激光熔化(SLM),在该方法中,激光在一层薄薄的金属粉末上扫描熔化,形成固体零件的每一层截面。这种方式能实现复杂的形状并高效利用材料,因此在航空航天和医疗器械等高要求应用中颇具吸引力。然而,剧烈的加热和冷却可能导致气体被困、区域部分熔化,或在熔池中形成深而不稳定的“键合孔”。这些情况都会产生分散在材料中的微观空洞——孔隙,它们会集中应力并降低强度和疲劳寿命。因此,控制孔隙率对于制造可靠的打印部件至关重要。
教计算机识别隐藏的缺陷
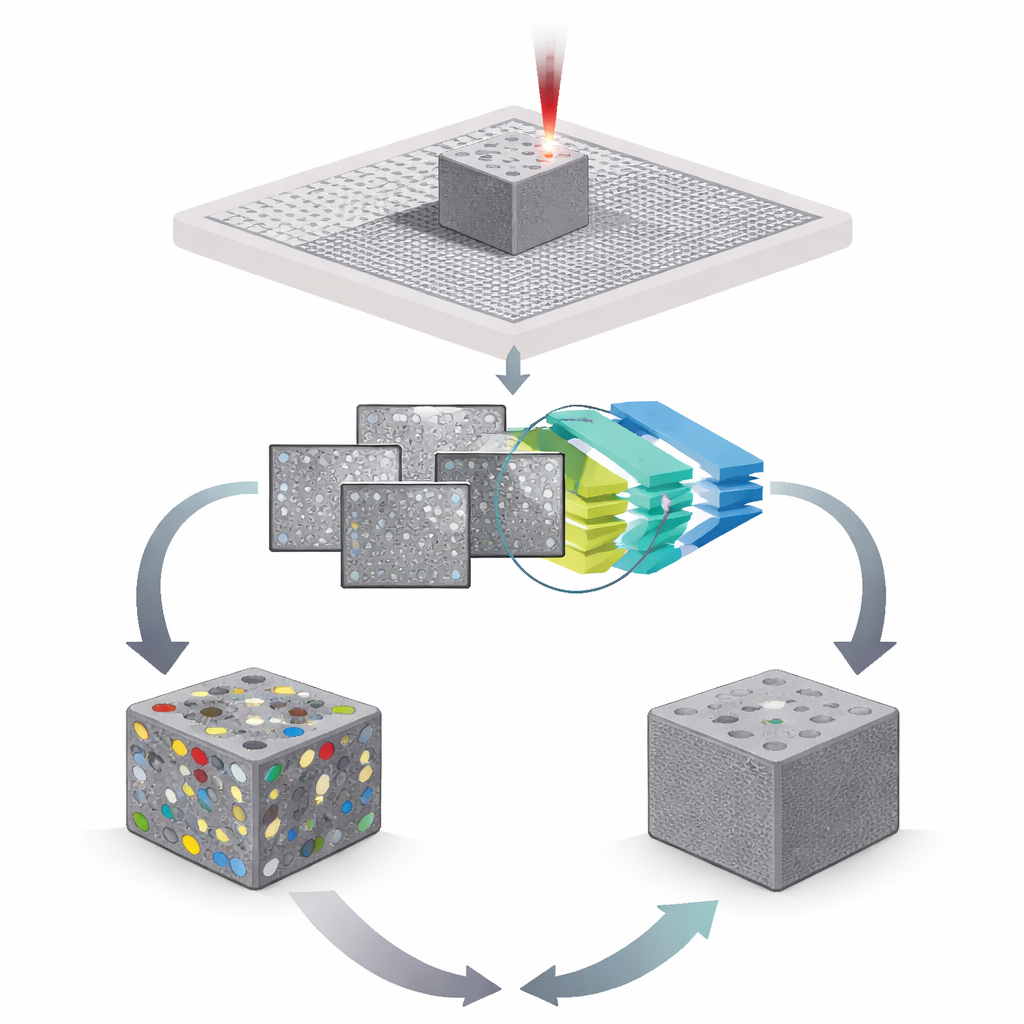
作者没有要求专家逐幅人工察看显微镜图像,而是构建了一个基于被广泛用于快速目标检测的 YOLO 系列人工智能模型的自动图像分析系统。他们收集了 49 个铝合金样本在不同激光功率和扫描速度下打印所得的高分辨率光学显微镜图像,构建了包含 980 幅图像的数据集。每个图像中的孔隙都由人工精心描绘作为真实标签。在标准 YOLOv5 结构之上,团队加入了若干改进:更智能的学习率调度以优化训练过程、帮助网络聚焦孔隙样式而非背景纹理的“注意力”模块,以及一种轻量级的特征融合方案,在保持模型紧凑的同时跨尺度整合信息。
从图像到精确的孔隙统计
训练完成后,改进后的模型既可以定位每个孔隙,又可以在新的显微镜图像中描出其形状。软件随后自动统计属于孔隙的像素数,并将其与金属区域的总像素数比较,从而得出每个样本表面的总体孔隙率。与其他现代 YOLO 变体的测试表明,新设计在识别孔隙方面达到了更高的准确性,同时保持了适度的算力需求,使其适合在典型工业硬件上运行。当其孔隙面积测量与人工精确估算相比时,差异约在 5% 范围内,表明该自动方法足够可靠,可用于常规定量分析。
将打印参数与孔隙形成联系起来
借助自动孔隙测量,研究者考察了两个关键打印参数——激光功率和扫描速度——如何影响孔隙率。他们发现,从很低功率开始提高激光功率会迅速减少孔隙,因为粉末更完全熔化,困 trapped 气体有更多时间逸出。但超过某个临界点,继续增大功率会导致熔池不稳定并剧烈振荡,反而产生新的缺陷。扫描速度呈现类似权衡:激光移动过慢会使材料过热,而过快则无法完全熔化并困住气体。为捕捉这些复杂关系,团队使用切比雪夫多项式构建了一个平滑曲面,将功率和速度与孔隙率联系起来,并与实验数据获得了很好的拟合。
迈向更智能、更安全的 3D 打印金属
对非专业读者来说,核心信息是该研究把显微镜图像转化为自动化且可靠的“无孔”度度量,并将这些度量反馈到工程师可调节的打印参数上。该方法不仅能检测并描出孔隙,还能量化其总体数量并绘制出哪些激光功率与扫描速度组合能保持低孔隙率。尽管当前工作基于抛光的实验室样本和光学显微镜,但相同思路可扩展到工厂车间的在线监控和工艺优化。从长远看,这类自动化、数据驱动的工具将有助于使金属 3D 打印更可预测、减少浪费,并在关键应用中更安全。}
引用: Ni, R., Xu, S., Chen, H. et al. An effective detection model based on YOLO for pore defects in additive manufacturing. Sci Rep 16, 14379 (2026). https://doi.org/10.1038/s41598-026-43970-2
关键词: 增材制造, 选择性激光熔化, 缺陷检测, 深度学习, 孔隙率分析