Clear Sky Science · fr
Un modèle de détection efficace basé sur YOLO pour les défauts de porosité en fabrication additive
Pourquoi les petits trous comptent dans le métal imprimé en 3D
Les pièces métalliques produites par impression 3D trouvent leur place dans l’aéronautique, l’automobile et les implants médicaux. Mais à l’intérieur de ces composants brillants peuvent se cacher des défauts invisibles : de minuscules bulles et cavités, appelées pores, qui affaiblissent le métal et peuvent conduire à des fissures ou des ruptures. Aujourd’hui, vérifier la présence de tels défauts implique souvent une inspection manuelle et lente d’images au microscope. Cette étude présente une méthode automatisée pour repérer et mesurer ces pores microscopiques et pour relier directement leur apparition aux paramètres d’impression, ouvrant la voie à des pièces métalliques imprimées en 3D plus sûres et plus fiables.
Fabriquer des pièces métalliques couche par couche
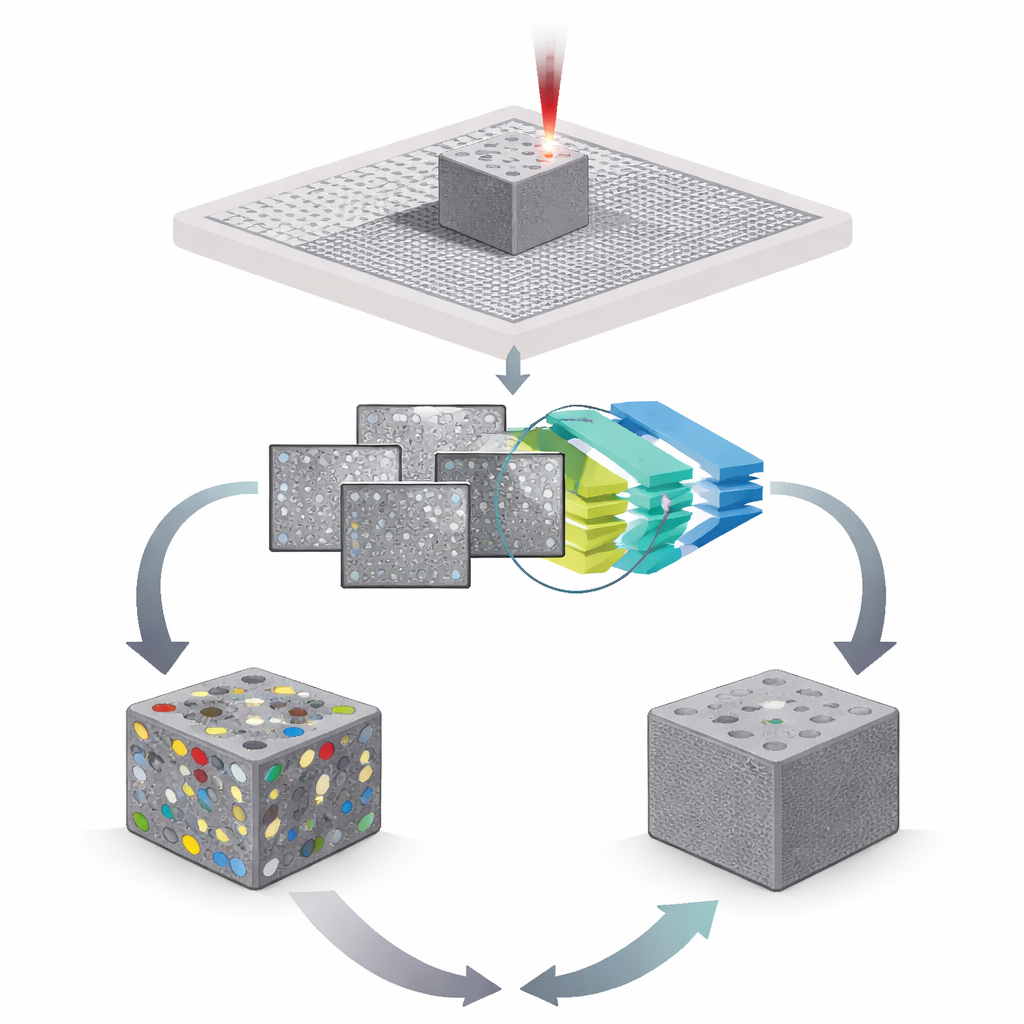
Le travail porte sur une méthode d’impression métallique 3D répandue, la fusion sélective par laser, où un laser balaie une fine couche de poudre métallique en la faisant fondre pour former chaque nouvelle tranche d’une pièce solide. Cette approche permet des géométries complexes et une utilisation efficace du matériau, d’où son attrait pour des usages exigeants comme l’aérospatial et le médical. Cependant, les cycles de chauffage et de refroidissement intenses peuvent piéger des gaz, laisser des régions partiellement fondues ou créer des « keyholes » profonds dans le bain de fusion. Tous ces mécanismes forment des pores : des vides microscopiques répartis dans le matériau qui concentrent les contraintes et réduisent la résistance et la durée de vie en fatigue. Maîtriser la porosité est donc essentiel pour fabriquer des composants imprimés fiables.
Apprendre à un ordinateur à voir les défauts cachés
Plutôt que de demander à des experts d’inspecter chaque image au microscope à l’œil nu, les auteurs ont développé un système d’analyse d’images automatisé basé sur une famille de modèles d’intelligence artificielle connus sous le nom de YOLO, largement utilisés pour la détection d’objets rapide. Ils ont collecté des images optiques à haute résolution provenant de 49 échantillons en alliage d’aluminium imprimés avec différentes puissances laser et vitesses de balayage, constituant un jeu de données de 980 images. Chaque pore de ces images a été minutieusement tracé à la main pour servir de vérité terrain. Par-dessus la conception standard de YOLOv5, l’équipe a ajouté plusieurs améliorations : un plan d’apprentissage plus intelligent pour la vitesse d’entraînement, un module d’« attention » qui aide le réseau à se concentrer sur les motifs de type pore plutôt que sur la texture de fond, et un schéma léger de fusion de caractéristiques qui maintient le modèle compact tout en combinant des informations à différentes échelles.
Des images aux statistiques précises sur la porosité
Une fois entraîné, le modèle amélioré peut à la fois localiser chaque pore et en tracer le contour dans de nouvelles images microscopiques. Le logiciel compte alors automatiquement le nombre de pixels appartenant aux pores et le compare au nombre total de pixels de la région métallique, fournissant une valeur de porosité globale pour chaque surface d’échantillon. Des tests comparatifs avec d’autres variantes modernes de YOLO ont montré que la nouvelle architecture atteignait une plus grande précision pour identifier les pores tout en gardant des besoins de calcul modestes, la rendant adaptée à du matériel industriel courant. Quand ses mesures d’aire de pore ont été comparées à des estimations manuelles soigneuses, les différences étaient de l’ordre de cinq pour cent environ, indiquant que la méthode automatisée est suffisamment fiable pour une analyse quantitative de routine.
Relier les paramètres d’impression à la formation des pores
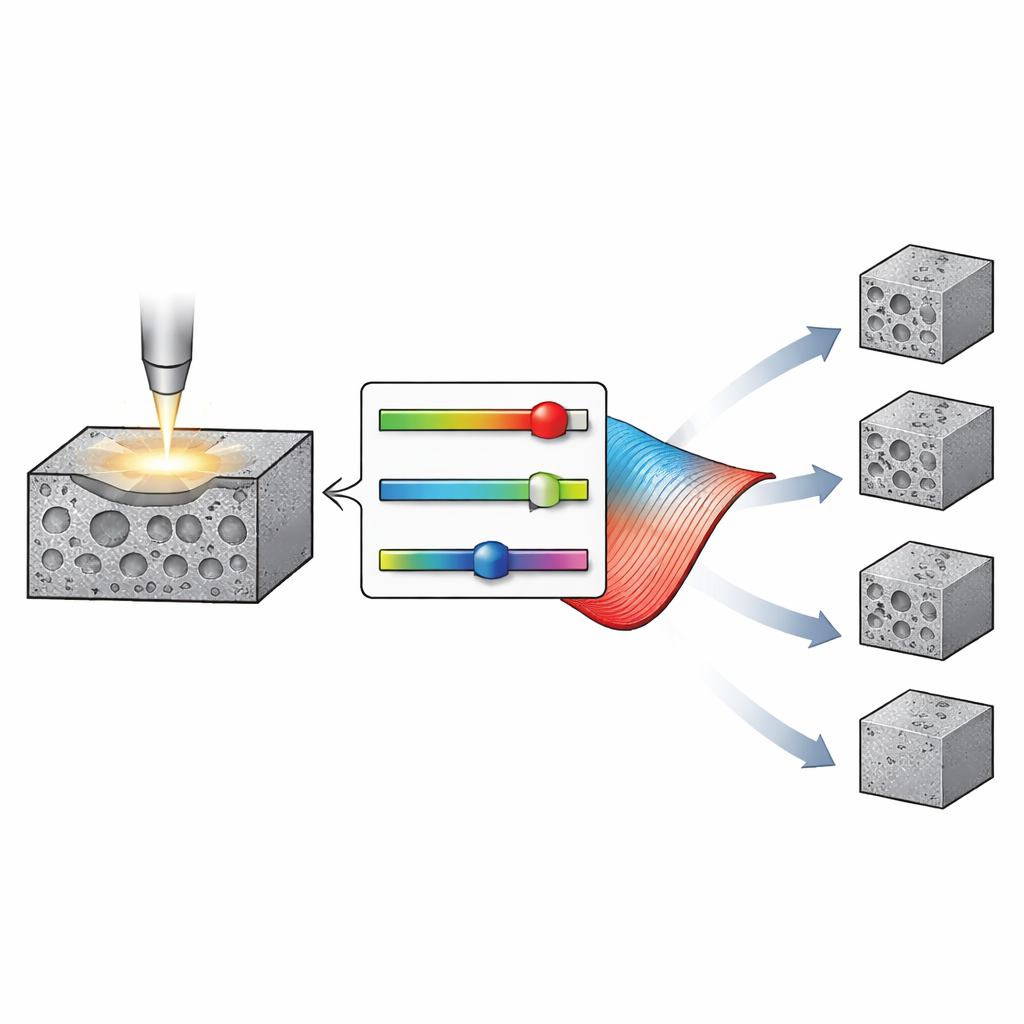
Avec des mesures automatiques de porosité en main, les chercheurs ont examiné comment deux réglages clés d’impression — la puissance laser et la vitesse de balayage — influencent la porosité. Ils ont constaté qu’augmenter la puissance laser depuis des niveaux très faibles réduit rapidement les pores, car la poudre fond plus complètement et le gaz piégé dispose de davantage de temps pour s’échapper. Mais au‑delà d’un certain seuil, des augmentations supplémentaires de puissance provoquent des bains de fusion instables et fortement oscillants qui créent en réalité de nouveaux défauts. La vitesse de balayage présente un compromis similaire : déplacer le laser trop lentement peut surchauffer le matériau, tandis que le déplacer trop rapidement empêche une fusion complète et piège le gaz. Pour capturer ces tendances complexes, l’équipe a utilisé un outil mathématique appelé polynômes de Chebyshev afin de construire une surface lisse liant la puissance et la vitesse à la porosité, obtenant un excellent ajustement aux données expérimentales.
Vers des métaux imprimés 3D plus intelligents et plus sûrs
Pour le grand public, le message clé est que l’étude transforme des images au microscope en mesures automatiques et fiables du degré de « sans‑trous » d’une pièce métallique imprimée, puis relie ces mesures aux commandes d’impression que les ingénieurs peuvent effectivement modifier. La méthode non seulement repère et trace les pores, mais quantifie aussi leur quantité globale et cartographie les combinaisons de puissance laser et de vitesse de balayage qui maintiennent la porosité faible. Bien que le travail actuel repose sur des échantillons polis en laboratoire et des microscopes optiques, les mêmes idées pourraient être étendues à la surveillance en atelier et à l’optimisation des procédés. À terme, de tels outils automatisés et pilotés par les données contribueront à rendre l’impression métallique 3D plus prévisible, moins gaspilleuse et plus sûre pour les applications critiques.
Citation: Ni, R., Xu, S., Chen, H. et al. An effective detection model based on YOLO for pore defects in additive manufacturing. Sci Rep 16, 14379 (2026). https://doi.org/10.1038/s41598-026-43970-2
Mots-clés: fabrication additive, fusion sélective par laser, détection de défauts, apprentissage profond, analyse de porosité