Clear Sky Science · es
Un modelo de detección eficaz basado en YOLO para defectos de porosidad en fabricación aditiva
Por qué importan los agujeritos en el metal impreso en 3D
Las piezas metálicas fabricadas por impresión 3D están entrando en aviones, coches e implantes médicos. Pero en el interior de estos componentes brillantes pueden esconderse fallos invisibles: pequeñas burbujas y huecos, llamados poros, que debilitan el metal y pueden provocar grietas o fallos. Hoy en día, la comprobación de tales defectos suele implicar una inspección manual y lenta de imágenes de microscopio. Este estudio presenta una forma automatizada de detectar y medir estos poros microscópicos y de vincularlos directamente con cómo se imprimió la pieza, ofreciendo una vía hacia piezas metálicas impresas en 3D más seguras y fiables.
Fabricar piezas metálicas capa a capa
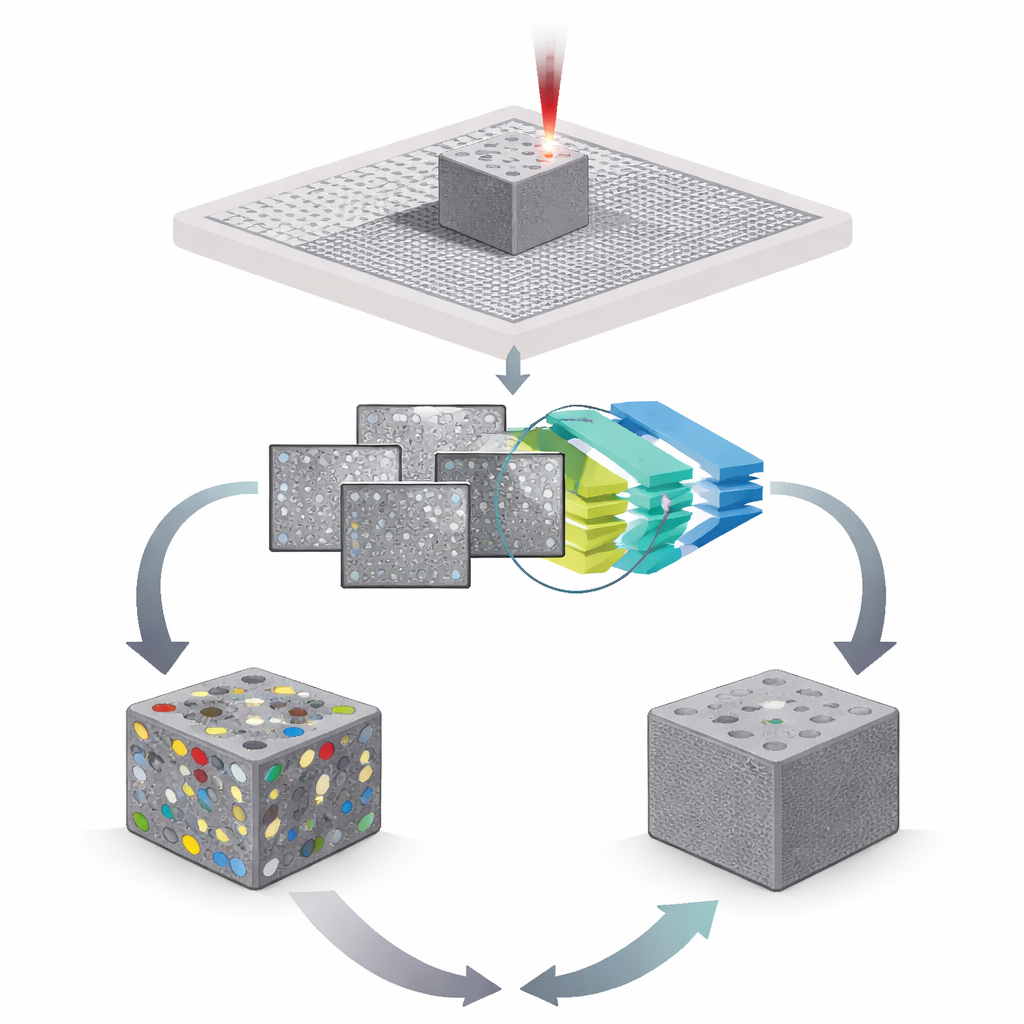
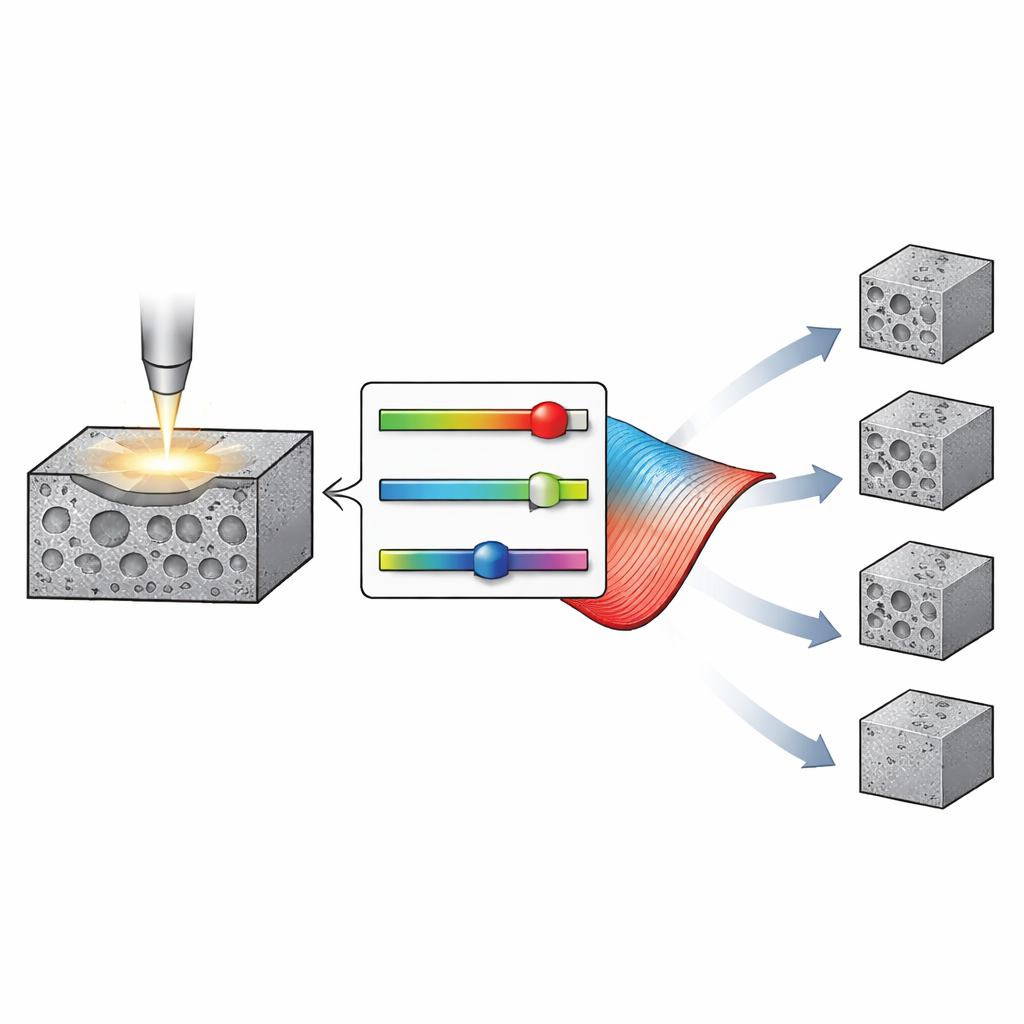
El trabajo se centra en un método popular de impresión 3D de metales llamado fusión selectiva por láser, en el que un láser barre una fina capa de polvo metálico, fundiéndola para formar cada nueva lámina de la pieza sólida. Este enfoque permite formas complejas y un uso eficiente del material, por eso resulta atractivo para aplicaciones exigentes como la aeroespacial y los dispositivos médicos. Sin embargo, el calentamiento y enfriamiento intensos pueden atrapar gas, dejar regiones sólo parcialmente fundidas o crear “keyholes” profundos en la piscina de fusión. Todas estas vías generan poros —vacíos microscópicos repartidos por el material— que concentran esfuerzos y reducen la resistencia y la vida a fatiga. Controlar la porosidad es por tanto esencial para fabricar componentes impresos en los que se pueda confiar.
Enseñar a un ordenador a ver fallos ocultos
En lugar de pedir a expertos que inspeccionen cada imagen de microscopio a simple vista, los autores construyeron un sistema automatizado de análisis de imágenes basado en una familia de modelos de inteligencia artificial conocida como YOLO, ampliamente utilizada para la detección de objetos rápida. Reunieron imágenes de microscopio óptico de alta resolución de 49 muestras de aleación de aluminio impresas con diferentes potencias láser y velocidades de escaneo, creando un conjunto de datos de 980 imágenes. Cada poro en estas imágenes fue delineado a mano con gran detalle para servir como verdad de referencia. Sobre el diseño estándar de YOLOv5, el equipo añadió varias mejoras: una programación más inteligente de la tasa de aprendizaje durante el entrenamiento, un módulo de “atención” que ayuda a la red a centrarse en patrones parecidos a poros en lugar de en la textura de fondo, y un esquema ligero de fusión de características que mantiene el modelo compacto mientras combina información a distintas escalas.
De las imágenes a estadísticas precisas de poros
Una vez entrenado, el modelo mejorado puede tanto localizar cada poro como delinear su forma en nuevas imágenes de microscopio. El software cuenta automáticamente cuántos píxeles pertenecen a poros y lo compara con el número total de píxeles en la región metálica, obteniendo un valor de porosidad global para cada superficie de muestra. Pruebas frente a otras variantes modernas de YOLO demostraron que el nuevo diseño logró mayor precisión en la identificación de poros manteniendo demandas de cálculo modestas, lo que lo hace adecuado para usarse en hardware industrial típico. Cuando sus mediciones del área de poros se compararon con estimaciones manuales cuidadosas, las diferencias quedaron en torno al cinco por ciento, lo que indica que el método automatizado es lo bastante fiable para análisis cuantitativos de rutina.
Vincular los ajustes de impresión con la formación de poros
Con las mediciones automáticas de poros en mano, los investigadores examinaron cómo dos parámetros clave de impresión —potencia del láser y velocidad de escaneo— influyen en la porosidad. Encontraron que aumentar la potencia láser desde niveles muy bajos reduce rápidamente los poros, porque el polvo se funde más completamente y el gas atrapado tiene más tiempo para escapar. Pero más allá de cierto punto, aumentar aún más la potencia provoca piscinas de fusión inestables y oscilantes que en realidad crean nuevos defectos. La velocidad de escaneo muestra un compromiso similar: mover el láser demasiado despacio puede sobrecalentar el material, mientras que moverlo demasiado rápido impide la fusión completa y atrapa gas. Para capturar estas tendencias complejas, el equipo usó una herramienta matemática llamada polinomios de Chebyshev para construir una superficie suave que vincula potencia y velocidad con la porosidad, logrando un ajuste excelente con los datos experimentales.
Hacia metales impresos en 3D más inteligentes y seguros
Para no especialistas, el mensaje clave es que el estudio convierte imágenes de microscopio en mediciones automáticas y fiables de cuán «libre de agujeros» está una pieza metálica impresa, y luego relaciona esas mediciones con los mandos de impresión que los ingenieros pueden ajustar. El método no solo detecta y delimita poros sino que también cuantifica su cantidad global y mapea qué combinaciones de potencia láser y velocidad de escaneo mantienen baja la porosidad. Aunque el trabajo actual se basa en muestras pulidas de laboratorio y microscopios ópticos, las mismas ideas podrían ampliarse hacia el control en planta y la optimización de procesos. A la larga, estas herramientas automatizadas y basadas en datos ayudarán a que la impresión 3D de metales sea más predecible, menos derrochadora y más segura para aplicaciones críticas.
Cita: Ni, R., Xu, S., Chen, H. et al. An effective detection model based on YOLO for pore defects in additive manufacturing. Sci Rep 16, 14379 (2026). https://doi.org/10.1038/s41598-026-43970-2
Palabras clave: fabricación aditiva, fusión selectiva por láser, detección de defectos, aprendizaje profundo, análisis de porosidad