Clear Sky Science · pt
Um modelo de detecção eficaz baseado em YOLO para defeitos de poros na manufatura aditiva
Por que pequenos furos importam em metal impresso em 3D
Peças metálicas produzidas por impressão 3D estão sendo adotadas em aviões, carros e implantes médicos. Mas no interior desses componentes polidos podem existir falhas invisíveis: bolhas e cavidades minúsculas, chamadas poros, que enfraquecem o metal e podem levar a trincas ou falhas. Hoje, a verificação desses defeitos costuma ser lenta e manual, feita a partir de imagens de microscópio. Este estudo apresenta um método automatizado para detectar e medir esses poros microscópicos e relacioná‑los diretamente ao modo como a peça foi impressa, oferecendo um caminho para peças metálicas impressas em 3D mais seguras e confiáveis.
Fabricando peças metálicas camada a camada
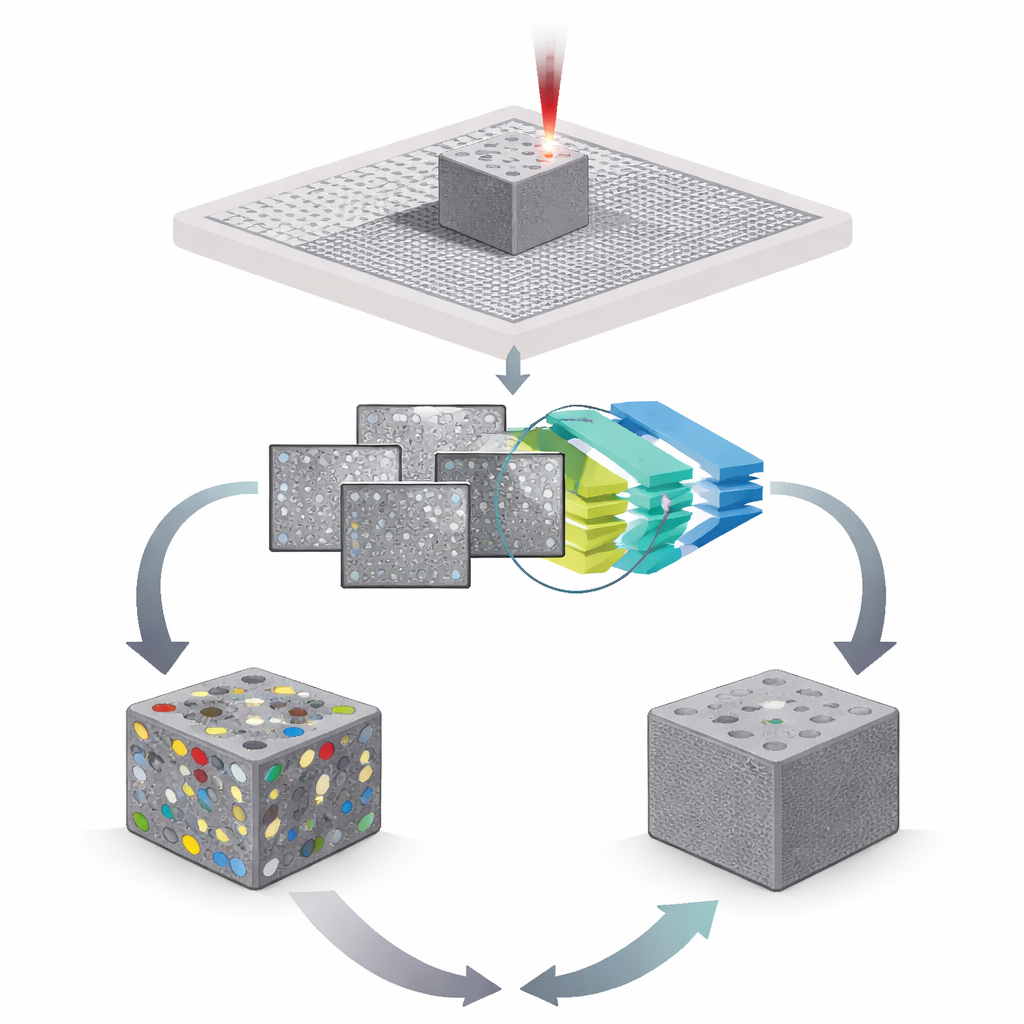
O trabalho foca em um método popular de impressão metálica 3D chamado fusão seletiva a laser, no qual um laser varre uma camada fina de pó metálico, fundindo‑o para formar cada nova fatia da peça sólida. Essa abordagem permite geometrias complexas e uso eficiente do material, por isso é atraente para aplicações exigentes como aeroespacial e dispositivos médicos. Contudo, o aquecimento e resfriamento intensos podem prender gás, deixar regiões parcialmente fundidas ou criar cavidades profundas (“keyholes”) na poça de fusão. Todas essas vias geram poros—vazios microscópicos dispersos pelo material—that concentram tensão e reduzem resistência e vida à fadiga. Controlar a porosidade é, portanto, essencial para produzir componentes impressos confiáveis.
Ensinando um computador a ver falhas escondidas
Em vez de pedir a especialistas que inspecionem manualmente cada imagem de microscópio, os autores construíram um sistema automatizado de análise de imagens baseado em uma família de modelos de inteligência artificial conhecida como YOLO, amplamente usada para detecção rápida de objetos. Eles coletaram imagens de microscópio óptico de alta resolução de 49 amostras de liga de alumínio impressas com diferentes potências de laser e velocidades de varredura, criando um conjunto de dados com 980 imagens. Cada poro nessas imagens foi cuidadosamente contornado à mão para servir como verdade de referência. Sobre o desenho padrão do YOLOv5, a equipe adicionou várias melhorias: um agendamento mais inteligente de aprendizado durante o treinamento, um módulo de “atenção” que ajuda a rede a focar em padrões semelhantes a poros em vez da textura de fundo, e um esquema leve de fusão de características que mantém o modelo compacto enquanto combina informações em várias escalas.
Das imagens a estatísticas precisas de poros
Uma vez treinado, o modelo aprimorado pode localizar cada poro e delinear sua forma em novas imagens de microscópio. O software então conta automaticamente quantos pixels pertencem aos poros e compara isso com o número total de pixels na região metálica, gerando um valor de porosidade global para cada superfície de amostra. Testes contra outras variantes modernas do YOLO mostraram que o novo desenho alcançou maior precisão na identificação de poros mantendo demandas computacionais modestas, tornando‑o adequado para uso em hardware industrial típico. Quando suas medidas de área de poro foram comparadas com estimativas manuais cuidadosas, as diferenças ficaram em torno de cinco por cento, indicando que o método automatizado é confiável o suficiente para análises quantitativas rotineiras.
Conectando parâmetros de impressão à formação de poros
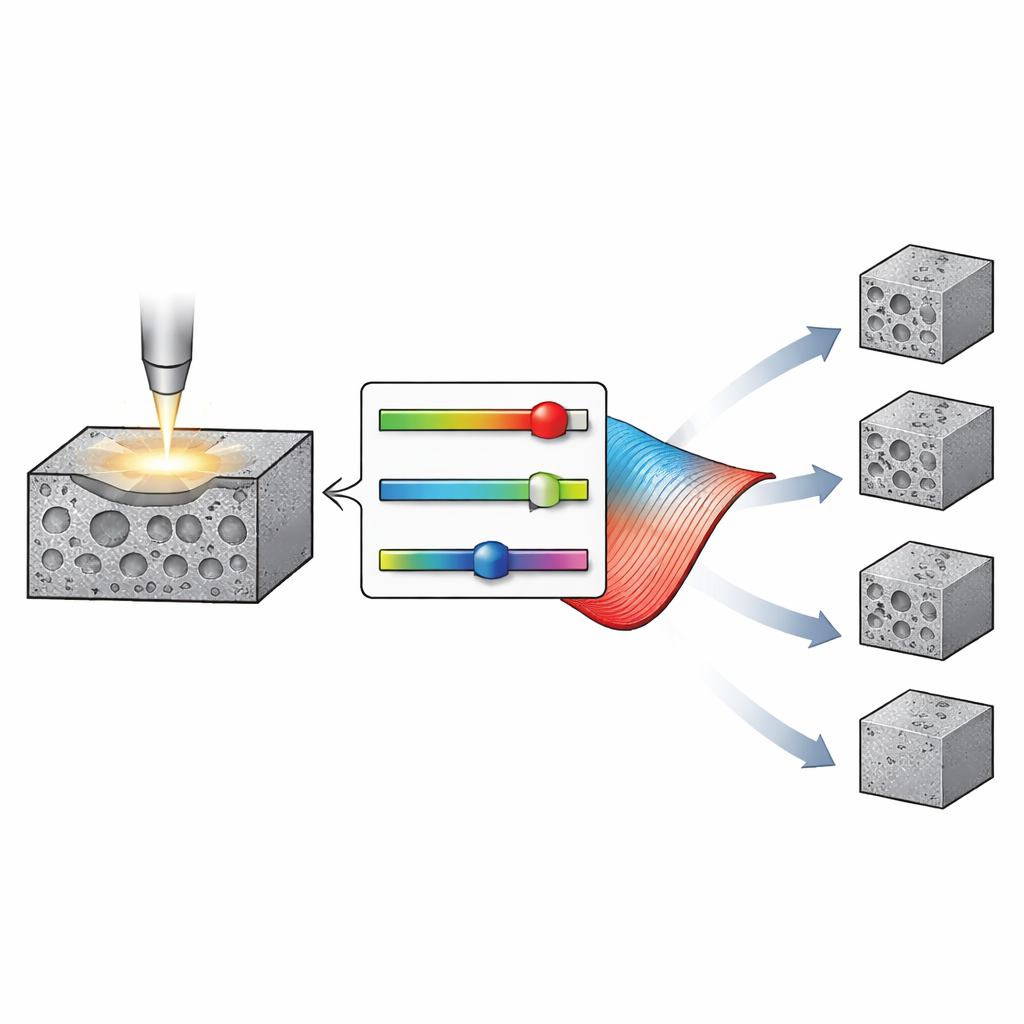
Com medidas automáticas de poros em mãos, os pesquisadores examinaram como dois parâmetros de impressão chave—potência do laser e velocidade de varredura—afetam a porosidade. Eles descobriram que aumentar a potência do laser a partir de níveis muito baixos reduz rapidamente os poros, porque o pó funde‑se mais completamente e o gás preso tem mais tempo para escapar. Mas além de um certo ponto, aumentos adicionais de potência causam poças de fusão instáveis, com oscilações violentas, que na verdade geram novos defeitos. A velocidade de varredura mostra um compromisso semelhante: mover o laser muito devagar pode superaquecer o material, enquanto movê‑lo rápido demais impede o completo derretimento e aprisiona gás. Para captar essas tendências complexas, a equipe usou uma ferramenta matemática chamada polinômios de Chebyshev para construir uma superfície suave que liga potência e velocidade à porosidade, obtendo excelente ajuste aos dados experimentais.
Rumo a metais impressos em 3D mais inteligentes e seguros
Para não especialistas, a mensagem chave é que o estudo transforma imagens de microscópio em medições automáticas e confiáveis de quão “livre de furos” uma peça metálica impressa é, e então vincula essas medições aos controles de impressão que os engenheiros realmente podem ajustar. O método não apenas detecta e delineia poros, mas também quantifica sua quantidade total e mapeia quais combinações de potência do laser e velocidade de varredura mantêm a porosidade baixa. Embora o trabalho atual dependa de amostras polidas de laboratório e microscópios ópticos, as mesmas ideias poderiam ser estendidas para monitoramento em linha de fábrica e otimização de processo. A longo prazo, tais ferramentas automatizadas e orientadas por dados ajudarão a tornar a impressão metálica 3D mais previsível, menos desperdiçadora e mais segura para aplicações críticas.
Citação: Ni, R., Xu, S., Chen, H. et al. An effective detection model based on YOLO for pore defects in additive manufacturing. Sci Rep 16, 14379 (2026). https://doi.org/10.1038/s41598-026-43970-2
Palavras-chave: manufatura aditiva, fusão seletiva a laser, detecção de defeitos, aprendizado profundo, análise de porosidade