Clear Sky Science · pl
Efektywny model detekcji oparty na YOLO dla defektów porowatości w wytwarzaniu addytywnym
Dlaczego drobne dziury mają znaczenie w drukowanych metalach
Metalowe części drukowane w technologii 3D trafiają do samolotów, samochodów i implantów medycznych. Jednak wewnątrz tych lśniących elementów mogą kryć się niewidoczne wady: maleńkie pęcherzyki i otwory, zwane porami, które osłabiają metal i mogą prowadzić do pęknięć lub awarii. Obecnie kontrola takich defektów często oznacza powolną, ręczną inspekcję obrazów mikroskopowych. W tym badaniu zaproponowano zautomatyzowany sposób wykrywania i pomiaru tych mikroskopijnych porów oraz powiązania ich bezpośrednio ze sposobem druku, co otwiera drogę do bezpieczniejszych i bardziej niezawodnych metalowych elementów drukowanych w 3D.
Tworzenie metalowych części warstwa po warstwie
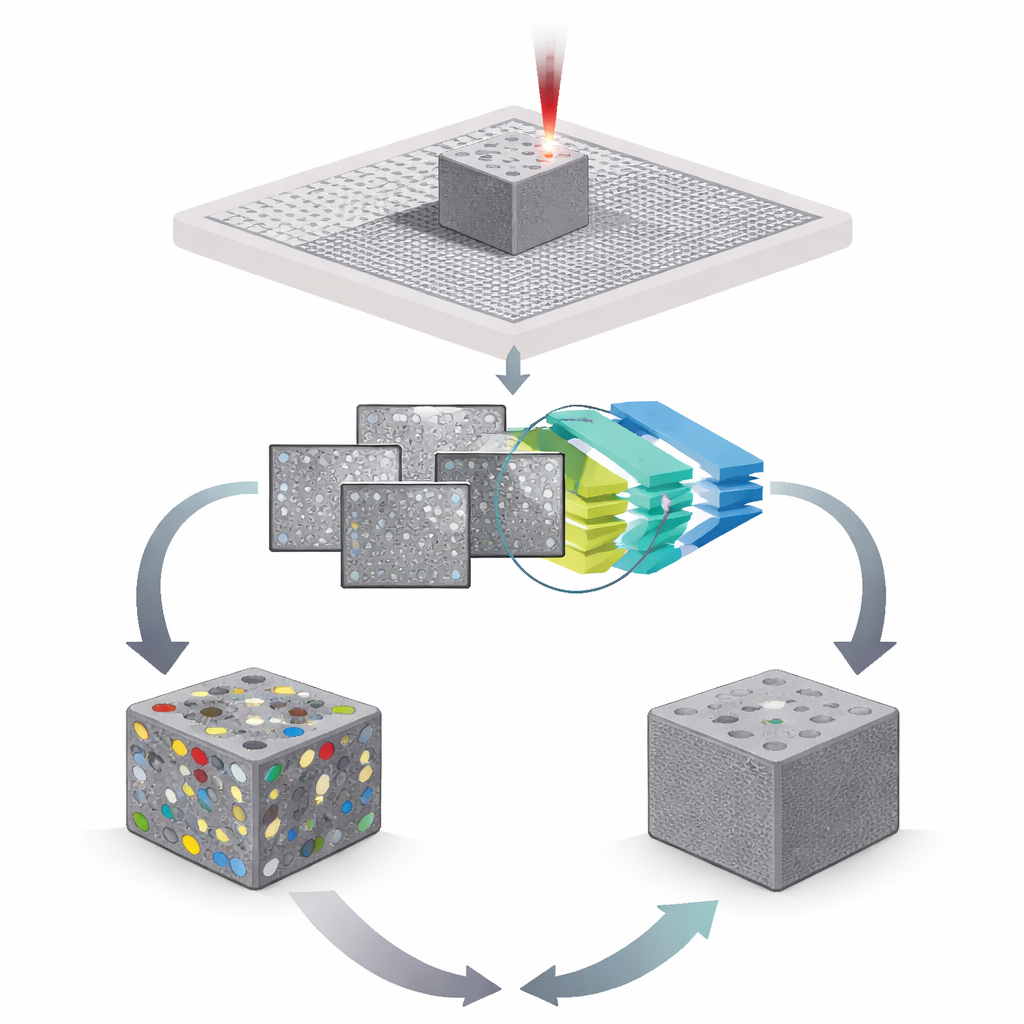
Praca koncentruje się na popularnej metodzie druku metalu zwanej selektywnym topieniem laserowym, w której laser skanuje cienką warstwę proszku metalicznego, topiąc ją, aby utworzyć kolejne przekroje części. Podejście to pozwala na złożone kształty i efektywne wykorzystanie materiału, dlatego jest atrakcyjne dla zastosowań wymagających, takich jak lotnictwo i urządzenia medyczne. Jednak intensywne nagrzewanie i chłodzenie może uwięzić gaz, pozostawić obszary częściowo stopione lub wytworzyć głębokie „keyhole” w basenie topiącym. Wszystkie te mechanizmy prowadzą do powstawania porów — mikroskopijnych pustek rozproszonych w materiale — które koncentrują naprężenia i obniżają wytrzymałość oraz trwałość zmęczeniową. Kontrola porowatości jest zatem kluczowa dla wytwarzania zaufanych elementów drukowanych.
Nauczanie komputera rozpoznawania ukrytych wad
Zamiast prosić ekspertów o przeglądanie każdego obrazu mikroskopowego wzrokiem, autorzy zbudowali zautomatyzowany system analizy obrazu oparty na rodzinie modeli sztucznej inteligencji znanej jako YOLO, powszechnie stosowanej do szybkiego wykrywania obiektów. Zebrali obrazy mikroskopowe o wysokiej rozdzielczości z 49 próbek ze stopu aluminium wydrukowanych przy różnych mocach lasera i prędkościach skanowania, tworząc zestaw danych obejmujący 980 obrazów. Każdą porę na tych obrazach ręcznie obrysowano jako dane odniesienia. Ponadto w standardową architekturę YOLOv5 wprowadzono kilka ulepszeń: inteligentniejszy harmonogram uczenia podczas treningu, moduł „uwagi” pomagający sieci koncentrować się na wzorcach przypominających pory zamiast na teksturze tła oraz lekki schemat łączenia cech, który utrzymuje model kompaktowym przy łączeniu informacji wieloskalowych.
Z obrazów do precyzyjnych statystyk porów
Po przeszkoleniu ulepszony model potrafi zarówno zlokalizować każdą porę, jak i obrysować jej kształt na nowych obrazach mikroskopowych. Oprogramowanie automatycznie zlicza, ile pikseli przypada na pory, i porównuje to z całkowitą liczbą pikseli w obszarze metalu, co daje wartość porowatości dla powierzchni każdej próbki. Testy wobec innych nowoczesnych wariantów YOLO wykazały, że nowa konstrukcja osiągnęła wyższą dokładność w identyfikacji porów przy umiarkowanych wymaganiach obliczeniowych, co czyni ją odpowiednią do użycia na typowym sprzęcie przemysłowym. Gdy pomiary pola porów porównano ze starannymi oszacowaniami ręcznymi, różnice mieściły się w granicach około pięciu procent, co wskazuje, że metoda zautomatyzowana jest wystarczająco wiarygodna do rutynowych analiz ilościowych.
Łączenie parametrów druku z powstawaniem porów
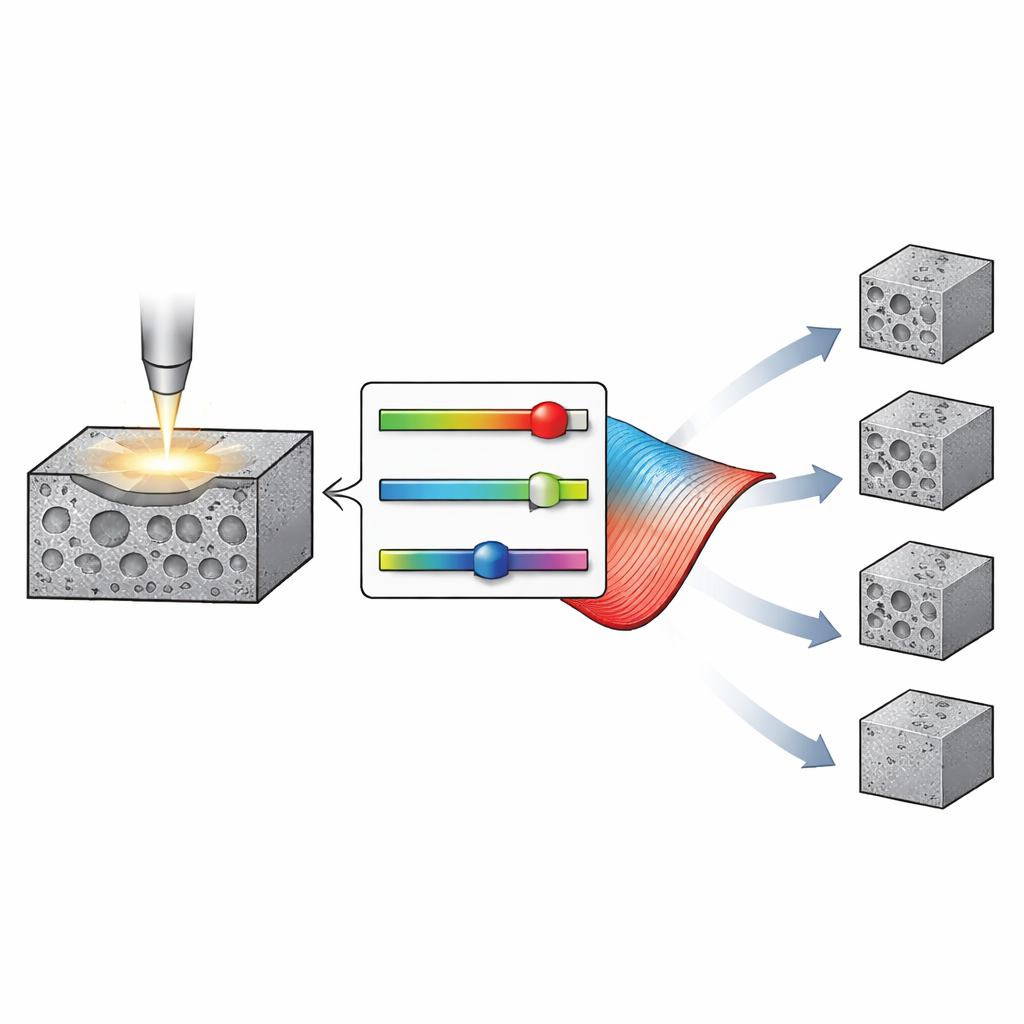
Dysponując automatycznymi pomiarami porów, badacze zbadali, jak dwa kluczowe ustawienia druku — moc lasera i prędkość skanowania — wpływają na porowatość. Stwierdzili, że zwiększanie mocy lasera od bardzo niskich wartości szybko zmniejsza liczbę porów, ponieważ proszek topi się bardziej całkowicie, a uwięziony gaz ma więcej czasu na ucieczkę. Jednak powyżej pewnego progu dalsze zwiększanie mocy powoduje niestabilne, gwałtownie oscylujące baseny topiące, które faktycznie tworzą nowe defekty. Prędkość skanowania wykazuje podobny kompromis: zbyt wolne przesuwanie lasera może przegrzewać materiał, podczas gdy zbyt szybkie zapobiega pełnemu stopieniu i uwięzi gaz. Aby uchwycić te złożone zależności, zespół użył narzędzia matematycznego zwanego wielomianami Czebyszewa do skonstruowania gładkiej powierzchni łączącej moc i prędkość z porowatością, osiągając doskonałe dopasowanie do danych eksperymentalnych.
W kierunku inteligentniejszych, bezpieczniejszych metali z druku 3D
Dla osób niezaznajomionych z tematem kluczowa wiadomość jest taka, że badanie zamienia obrazy mikroskopowe w automatyczne, wiarygodne pomiary tego, jak „bezotworowa” jest wydrukowana część metalowa, a następnie odsyła te pomiary do pokręteł drukowania, które inżynierowie faktycznie mogą regulować. Metoda nie tylko wykrywa i obrysowuje pory, ale także ilościowo ocenia ich całkowitą zawartość i wskazuje, które kombinacje mocy lasera i prędkości skanowania utrzymują niską porowatość. Chociaż obecna praca opiera się na wypolerowanych próbkach laboratoryjnych i mikroskopach optycznych, te same pomysły można rozwinąć w kierunku monitorowania na hali produkcyjnej i optymalizacji procesu. W dłuższej perspektywie takie zautomatyzowane, oparte na danych narzędzia pomogą uczynić druk metalu w 3D bardziej przewidywalnym, mniej marnotrawnym i bezpieczniejszym dla krytycznych zastosowań.
Cytowanie: Ni, R., Xu, S., Chen, H. et al. An effective detection model based on YOLO for pore defects in additive manufacturing. Sci Rep 16, 14379 (2026). https://doi.org/10.1038/s41598-026-43970-2
Słowa kluczowe: wytwarzanie addytywne, selektywne topienie laserowe, wykrywanie defektów, uczenie głębokie, analiza porowatości