Clear Sky Science · it
Un modello di rilevamento efficace basato su YOLO per i difetti di porosità nella manifattura additiva
Perché i piccoli fori contano nei metalli stampati in 3D
I componenti metallici prodotti con la stampa 3D stanno entrando in aeromobili, automobili e impianti medicali. Ma all’interno di questi elementi lucidi possono annidarsi difetti invisibili: piccole bolle e cavità, chiamate pori, che indeboliscono il metallo e possono portare a cricche o cedimenti. Oggi, il controllo di tali difetti spesso richiede ispezioni lente e manuali di immagini microscopiche. Questo studio introduce un metodo automatizzato per individuare e misurare questi pori microscopici e per collegarli direttamente alle condizioni di stampa, offrendo una via per parti metalliche stampate in 3D più sicure e affidabili.
Fabbricare pezzi metallici strato dopo strato
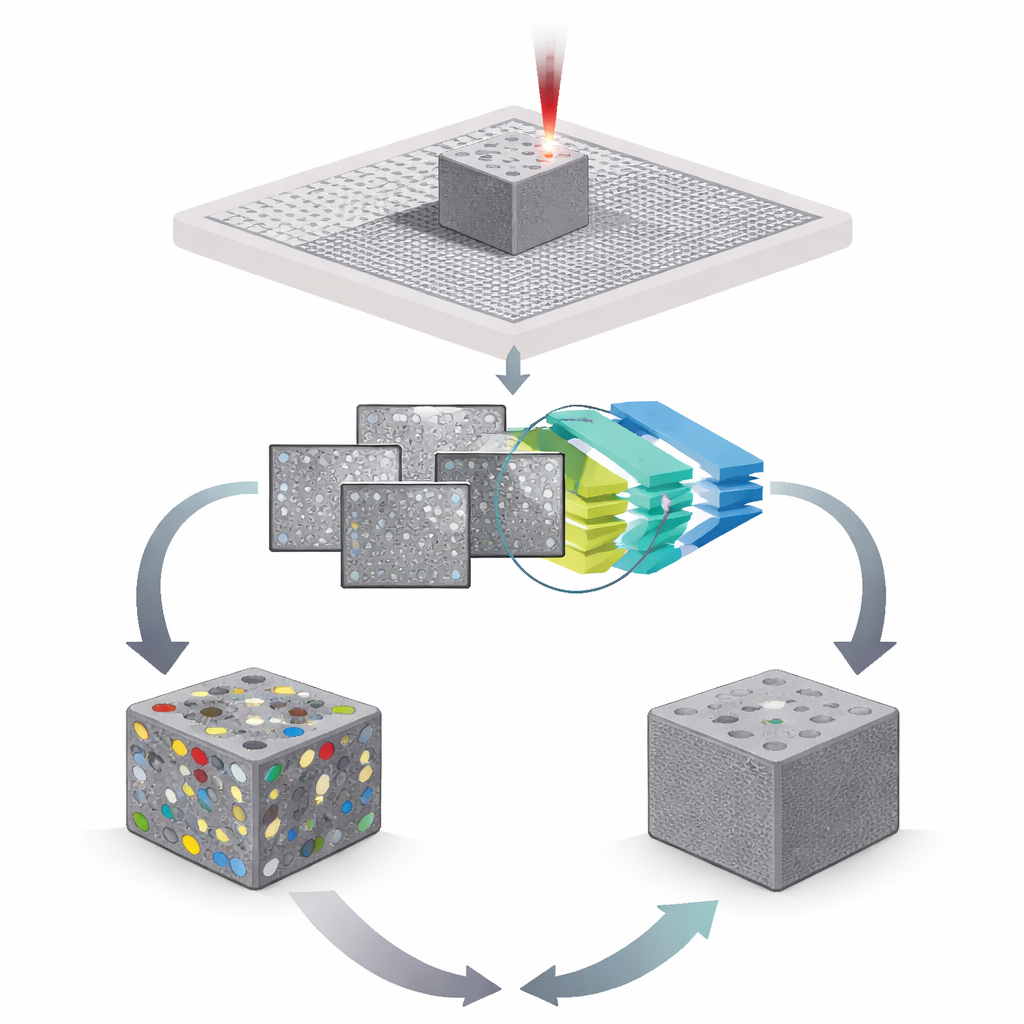
Il lavoro si concentra su un metodo popolare di stampa 3D dei metalli chiamato fusione selettiva a laser, in cui un laser scansiona uno strato sottile di polvere metallica, fondendola per creare ciascuna sezione del pezzo solido. Questo approccio permette geometrie complesse e un uso efficiente del materiale, perciò è apprezzato in applicazioni esigenti come l’aerospaziale e il medicale. Tuttavia il riscaldamento e il raffreddamento intensi possono intrappolare gas, lasciare regioni parzialmente fuse o creare profondi “keyhole” nel bacino di fusione. Tutte queste vie conducono alla formazione di pori — vuoti microscopici distribuiti nel materiale — che concentrano le sollecitazioni e riducono resistenza e vita a fatica. Controllare la porosità è quindi essenziale per ottenere componenti stampati affidabili.
Insegnare a un computer a vedere i difetti nascosti
Invece di chiedere agli esperti di esaminare ad occhio ogni immagine al microscopio, gli autori hanno costruito un sistema automatizzato di analisi delle immagini basato su una famiglia di modelli di intelligenza artificiale noti come YOLO, largamente usati per il rilevamento rapido degli oggetti. Hanno raccolto immagini ottiche ad alta risoluzione di 49 campioni in lega di alluminio stampati con diverse potenze laser e velocità di scansione, creando un dataset di 980 immagini. Ogni poro in queste immagini è stato minuziosamente delineato a mano per fungere da verità di riferimento. Sulla base del design standard di YOLOv5, il gruppo ha aggiunto diversi miglioramenti: una strategia più intelligente per la velocità di apprendimento durante l’allenamento, un modulo di “attenzione” che aiuta la rete a concentrarsi sui pattern tipici dei pori invece che sulla texture di sfondo, e uno schema leggero di fusione delle caratteristiche che mantiene il modello compatto pur combinando informazioni a diverse scale.
Dalle immagini a statistiche precise sulla porosità
Una volta addestrato, il modello migliorato può sia individuare ogni poro sia delinearne la forma in nuove immagini microscopiche. Il software quindi conta automaticamente quanti pixel appartengono ai pori e li confronta con il numero totale di pixel nella regione metallica, fornendo un valore complessivo di porosità per ciascuna superficie campione. I test rispetto ad altre varianti moderne di YOLO hanno mostrato che il nuovo progetto ottiene una maggiore accuratezza nell’identificazione dei pori mantenendo richieste computazionali modeste, rendendolo adatto all’uso su hardware industriale tipico. Quando le misure di area dei pori sono state confrontate con stime manuali accurate, le differenze sono risultate entro circa il cinque percento, indicando che il metodo automatizzato è sufficientemente affidabile per analisi quantitative di routine.
Collegare le impostazioni di stampa alla formazione dei pori
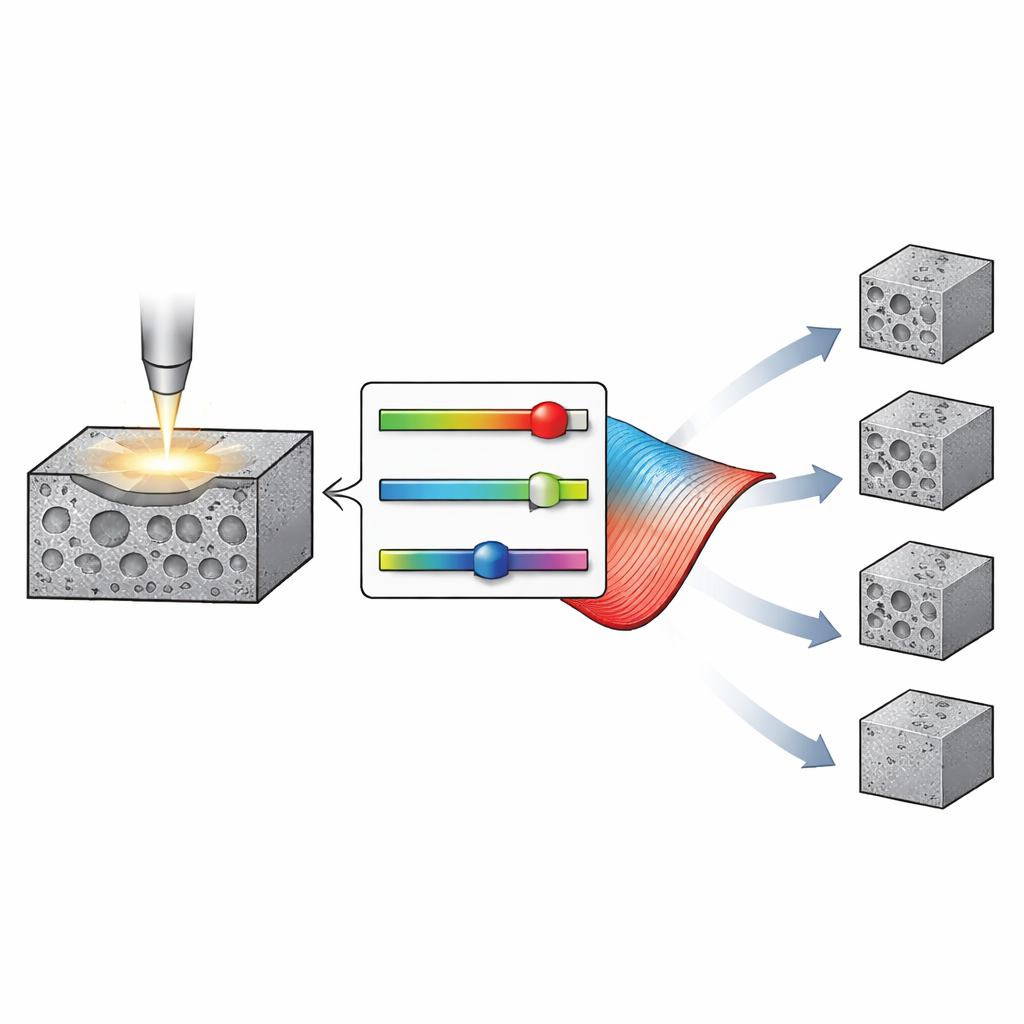
Con misure automatiche dei pori a disposizione, i ricercatori hanno esaminato come due impostazioni chiave di stampa — potenza laser e velocità di scansione — influenzano la porosità. Hanno scoperto che aumentare la potenza laser da livelli molto bassi riduce rapidamente i pori, perché la polvere fonde più completamente e il gas intrappolato ha più tempo per fuggire. Ma oltre un certo punto, ulteriori incrementi di potenza causano bacini di fusione instabili e oscillanti che in realtà generano nuovi difetti. La velocità di scansione mostra un compromesso simile: muovere il laser troppo lentamente può surriscaldare il materiale, mentre muoverlo troppo velocemente impedisce una fusione completa e intrappola gas. Per catturare queste tendenze complesse, il team ha utilizzato uno strumento matematico chiamato polinomi di Chebyshev per costruire una superficie liscia che collega potenza e velocità alla porosità, ottenendo un eccellente accordo con i dati sperimentali.
Verso metalli stampati in 3D più intelligenti e sicuri
Per i non specialisti, il messaggio chiave è che lo studio trasforma immagini al microscopio in misure automatiche e affidabili di quanto un pezzo metallico stampato sia privo di fori, e poi riporta queste misure alle manopole di stampa che gli ingegneri possono realmente regolare. Il metodo non solo individua e delinea i pori, ma quantifica anche la loro quantità complessiva e mappa quali combinazioni di potenza laser e velocità di scansione mantengono bassa la porosità. Sebbene il lavoro attuale si basi su campioni lucidati in laboratorio e microscopi ottici, le stesse idee potrebbero essere estese al monitoraggio in linea in fabbrica e all’ottimizzazione dei processi. A lungo termine, strumenti automatizzati e guidati dai dati come questo contribuiranno a rendere la stampa 3D dei metalli più prevedibile, meno sprecona e più sicura per applicazioni critiche.
Citazione: Ni, R., Xu, S., Chen, H. et al. An effective detection model based on YOLO for pore defects in additive manufacturing. Sci Rep 16, 14379 (2026). https://doi.org/10.1038/s41598-026-43970-2
Parole chiave: manifattura additiva, fusione selettiva a laser, rilevamento difetti, apprendimento profondo, analisi della porosità