Clear Sky Science · ru
Эффективная модель обнаружения на основе YOLO для поровых дефектов в аддитивном производстве
Почему микропоры важны в металлах, напечатанных 3D‑печатью
Металлические детали, изготовленные методом 3D‑печати, всё чаще применяют в авиации, автомобилестроении и медицинских имплантах. Но внутри этих блестящих компонентов могут скрываться невидимые дефекты: крошечные пузыри и отверстия, называемые порами, которые ослабляют металл и могут привести к трещинам или отказу детали. Сегодня проверка таких дефектов часто сводится к медленному ручному просмотру изображений с микроскопа. В этом исследовании предложен автоматизированный подход для обнаружения и измерения этих микроскопических пор и для прямой связи их наличия с параметрами печати — путь к более безопасным и надёжным металлическим изделиям, напечатанным аддитивно.
Создание металлических деталей послойно
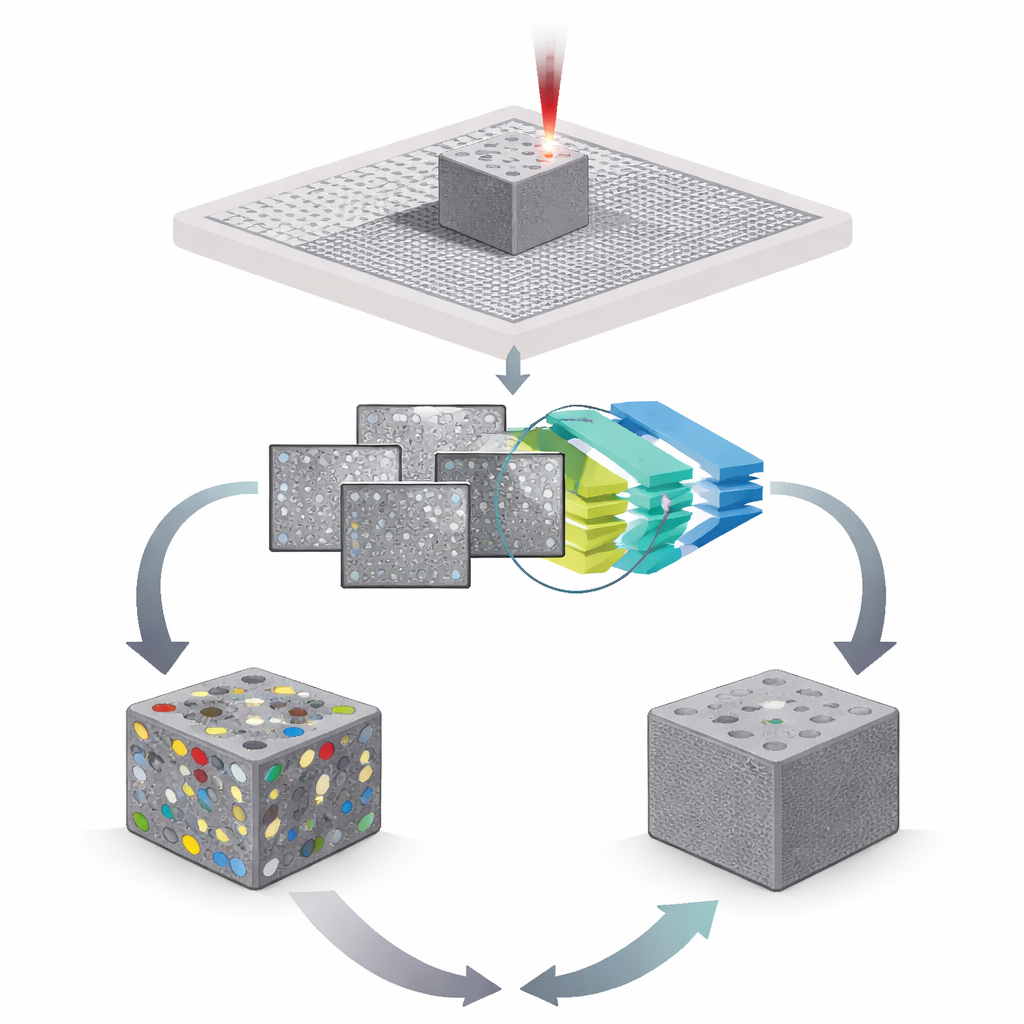
Работа сосредоточена на популярном методе металлической 3D‑печати — селективном лазерном плавлении, при котором лазер сканирует тонкий слой металлического порошка, расплавляя его для образования каждого нового среза детали. Этот подход позволяет получать сложные формы и экономно расходовать материал, поэтому он привлекателен для ответственных применений, таких как аэрокосмическая и медицинская отрасли. Однако интенсивный нагрев и охлаждение могут задерживать газ, оставлять участки частично неплавленными или формировать глубокие «ключевые отверстия» в зоне расплава. Все эти механизмы приводят к образованию пор — микроскопических пустот в материале, которые концентрируют напряжения и уменьшают прочность и усталостную долговечность. Контроль пористости поэтому критически важен для изготовления надёжных напечатанных деталей.
Научить компьютер видеть скрытые дефекты
Вместо того, чтобы просить специалистов проверять каждое микроскопическое изображение вручную, авторы создали автоматизированную систему анализа изображений на базе семейства моделей искусственного интеллекта YOLO, широко используемых для быстрого обнаружения объектов. Они собрали высокоразрешённые оптические микроскопические изображения 49 образцов алюминиевого сплава, напечатанных при разных мощностях лазера и скоростях сканирования, создав набор данных из 980 изображений. Каждая пора на этих изображениях была кропотливо очерчена вручную в качестве эталона. Поверх стандартной архитектуры YOLOv5 команда добавила несколько улучшений: более интеллектуальный график скорости обучения, модуль «внимания», помогающий сети сосредоточиться на характерных признаках пор, а не на текстуре фона, и лёгкую схему объединения признаков, сохраняющую компактность модели при объединении информации на разных масштабах.
От изображений к точной статистике пор
После обучения улучшенная модель может как обнаруживать каждую пору, так и контурно выделять её форму на новых микроскопических изображениях. Программа затем автоматически подсчитывает, сколько пикселей занимают поры, и сравнивает это с общим числом пикселей в области металла, получая значение пористости для поверхности каждого образца. Тесты в сравнении с другими современными вариантами YOLO показали, что новая архитектура достигает более высокой точности в идентификации пор при умеренных вычислительных требованиях, что делает её пригодной для типичного промышленного оборудования. При сравнении измерений площади пор с тщательными ручными оценками расхождения составили примерно до пяти процентов, что указывает на достаточную надёжность автоматизированного метода для рутинного количественного анализа.
Связь параметров печати с образованием пор
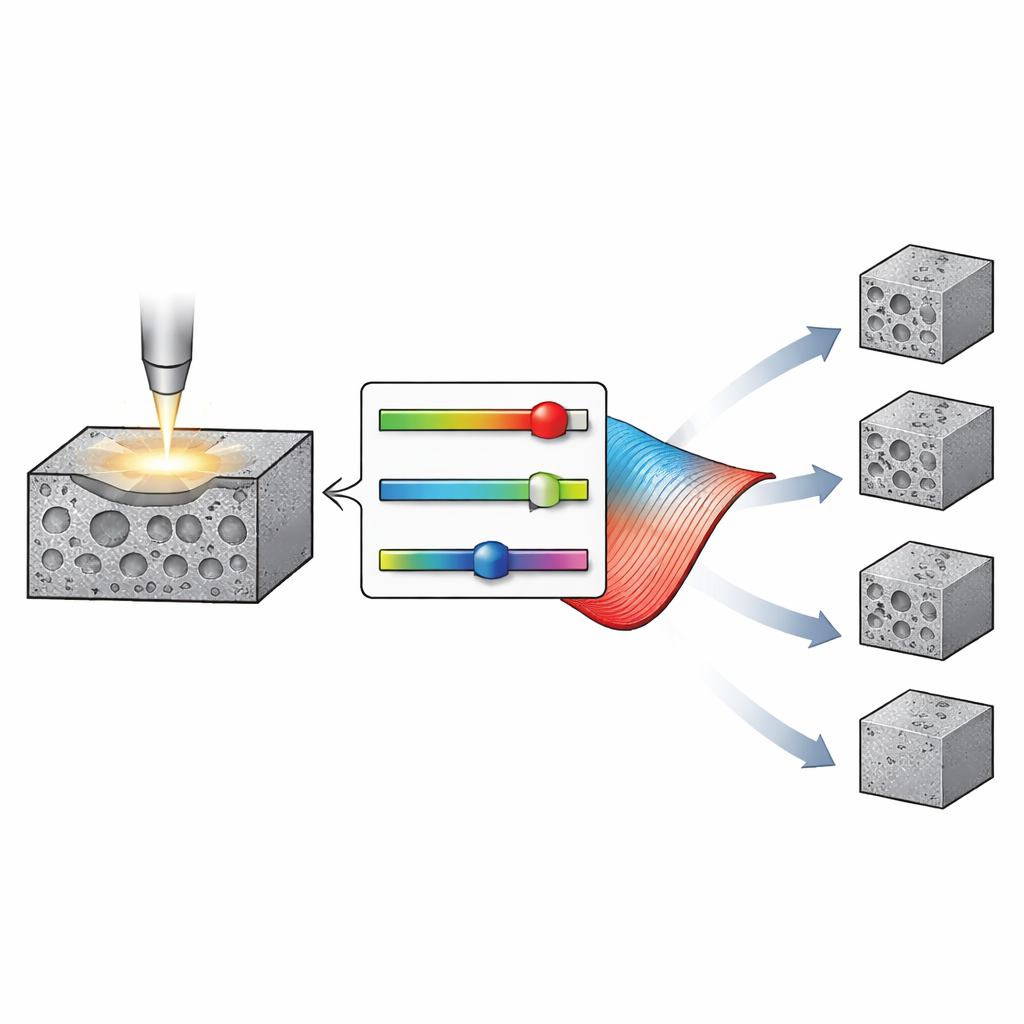
Имея автоматические измерения пор, исследователи проанализировали, как два ключевых параметра печати — мощность лазера и скорость сканирования — влияют на пористость. Они обнаружили, что повышение мощности лазера с очень низких значений быстро уменьшает число пор, поскольку порошок плавится полнее и заключённый газ успевает выйти. Но после определённого порога дальнейшее увеличение мощности вызывает нестабильность и сильные колебания зоны расплава, что фактически создаёт новые дефекты. Скорость сканирования демонстрирует аналогичную компромисса: слишком медленное движение лазера может перегревать материал, а слишком быстрое — не обеспечивать полного плавления и захватывать газ. Чтобы описать эти сложные зависимости, команда использовала математический инструмент — многочлены Чебышева — для построения гладкой поверхности, связывающей мощность и скорость с пористостью, добившись отличного соответствия экспериментальным данным.
К более умным и безопасным металлическим 3D‑изделиям
Для неспециалистов основная мысль такова: исследование превращает микроскопические изображения в автоматические и надёжные измерения того, насколько «безотверстна» напечатанная металлическая деталь, а затем соотносит эти измерения с параметрами печати, которыми инженеры действительно могут управлять. Метод не только обнаруживает и очерчивает поры, но и количественно оценивает их суммарное содержание и показывает, какие сочетания мощности лазера и скорости сканирования обеспечивают низкую пористость. Хотя в настоящей работе использовались отполированные лабораторные образцы и оптические микроскопы, те же идеи можно расширить для контроля на заводской линии и оптимизации процесса. В долгосрочной перспективе такие автоматизированные, основанные на данных инструменты помогут сделать металлическую 3D‑печать более предсказуемой, менее расточительной и безопаснее для критически важных применений.
Цитирование: Ni, R., Xu, S., Chen, H. et al. An effective detection model based on YOLO for pore defects in additive manufacturing. Sci Rep 16, 14379 (2026). https://doi.org/10.1038/s41598-026-43970-2
Ключевые слова: аддитивное производство, селективное лазерное плавление, обнаружение дефектов, глубокое обучение, анализ пористости