Clear Sky Science · nl
Een effectief detectiemodel gebaseerd op YOLO voor poriëndefecten in additive manufacturing
Waarom kleine gaatjes ertoe doen in 3D‑geprint metaal
Metalen onderdelen die met 3D‑printen worden gemaakt, vinden hun weg naar vliegtuigen, auto’s en medische implantaten. Maar in deze glimmende componenten kunnen onzichtbare gebreken schuilen: kleine belletjes en gaatjes, pores genoemd, die het metaal verzwakken en tot scheuren of falen kunnen leiden. Tegenwoordig betekent controle op zulke defecten vaak een trage, handmatige inspectie van microscoopbeelden. Deze studie introduceert een geautomatiseerde manier om deze microscopische poriën te ontdekken en te meten en ze direct te koppelen aan hoe het onderdeel is geprint, wat een route biedt naar veiligere, betrouwbaardere 3D‑geprinte metalen onderdelen.
Metalen onderdelen laag voor laag maken
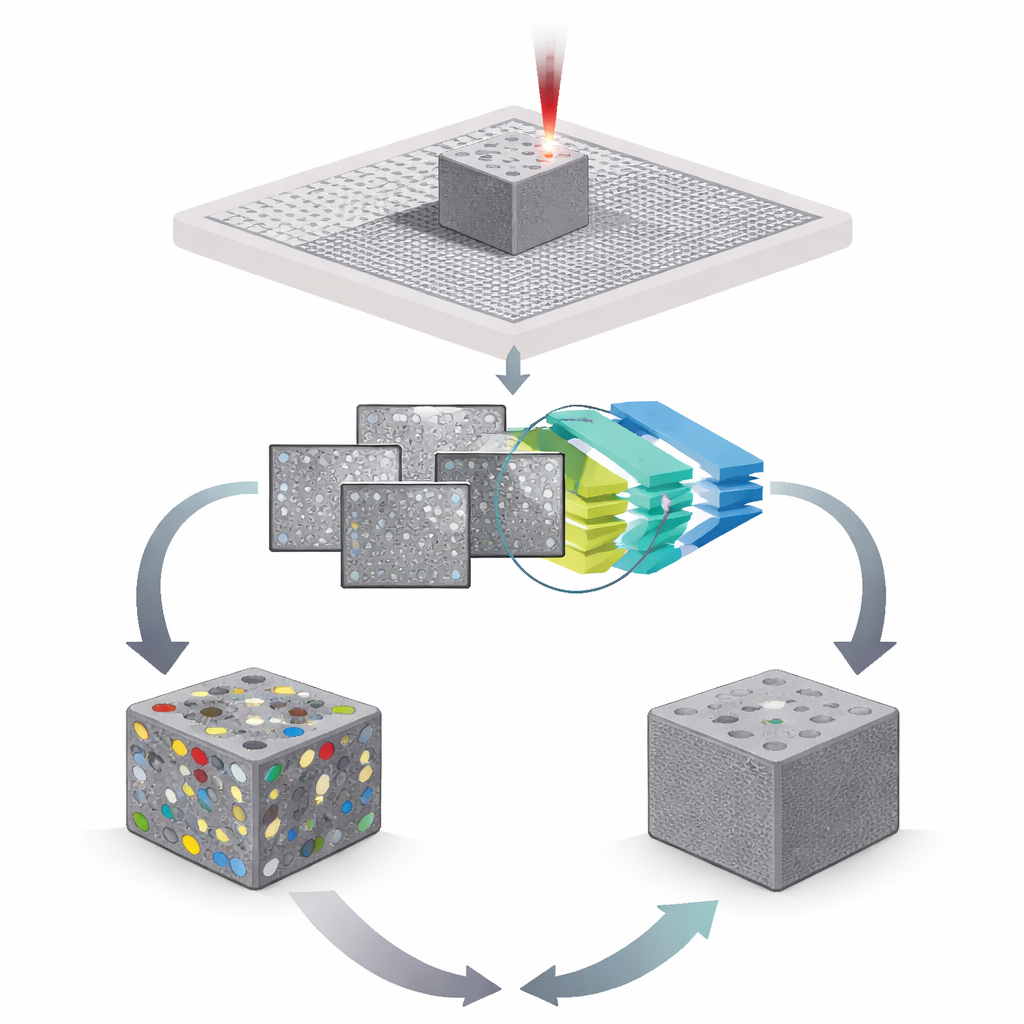
Het werk richt zich op een populaire metalen 3D‑printmethode genaamd selective laser melting, waarbij een laser over een dunne laag metaalpoeder scant en deze smelt om elke nieuwe plak van een solide onderdeel te vormen. Deze aanpak maakt complexe vormen mogelijk en gebruikt materiaal efficiënt, waardoor het aantrekkelijk is voor veeleisende toepassingen zoals de luchtvaart en medische apparaten. De intense verwarming en afkoeling kan echter gas insluiten, gebieden deels ongesmolten achterlaten of diepe “keyholes” in het smeltbad creëren. Al deze routes vormen poriën—microscopische holtes verspreid door het materiaal—die spanning concentreren en de sterkte en vermoeiingslevensduur verminderen. Het beheersen van porositeit is daarom essentieel om betrouwbare geprinte componenten te maken.
Een computer leren verborgen gebreken te zien
In plaats van experts elk microscoopbeeld met het blote oog te laten inspecteren, bouwden de auteurs een geautomatiseerd beeldanalysetool gebaseerd op een familie van kunstmatige‑intelligentiemodellen bekend als YOLO, veelgebruikt voor snelle objectdetectie. Ze verzamelden hoge‑resolutie optische microscoopbeelden van 49 aluminiumlegering‑monsters geprint met verschillende laservermogens en scantsnelheden, en creëerden een dataset van 980 beelden. Elke porie in deze beelden werd arbeidsintensief met de hand omlijnd als grondwaarheid. Bovenop het standaard YOLOv5‑ontwerp voegde het team verschillende verbeteringen toe: een slimmer schema voor hoe snel het model leert tijdens training, een “attention”-module die het netwerk helpt zich te concentreren op porie‑achtige patronen in plaats van achtergrondtextuur, en een lichtgewicht feature‑fusieschema dat het model compact houdt terwijl informatie over meerdere schalen wordt gecombineerd.
Van beelden naar precieze poriënberekeningen
Eenmaal getraind kan het verbeterde model zowel elke porie lokaliseren als de vorm ervan omlijnen in nieuwe microscoopbeelden. De software telt vervolgens automatisch hoeveel pixels tot poriën behoren en vergelijkt dat met het totale aantal pixels in het metalen gebied, wat een totale porositeitswaarde oplevert voor elk proefoppervlak. Tests tegenover andere moderne YOLO‑varianten toonden aan dat het nieuwe ontwerp hogere nauwkeurigheid behaalde bij het identificeren van poriën terwijl de rekeneisen bescheiden bleven, waardoor het geschikt is voor gebruik op typische industriële hardware. Wanneer de porieoppervlaktemetingen werden vergeleken met zorgvuldige handmatige schattingen, lagen de verschillen binnen ongeveer vijf procent, wat aangeeft dat de geautomatiseerde methode betrouwbaar genoeg is voor routinematige kwantitatieve analyse.
Printerinstellingen koppelen aan porievorming
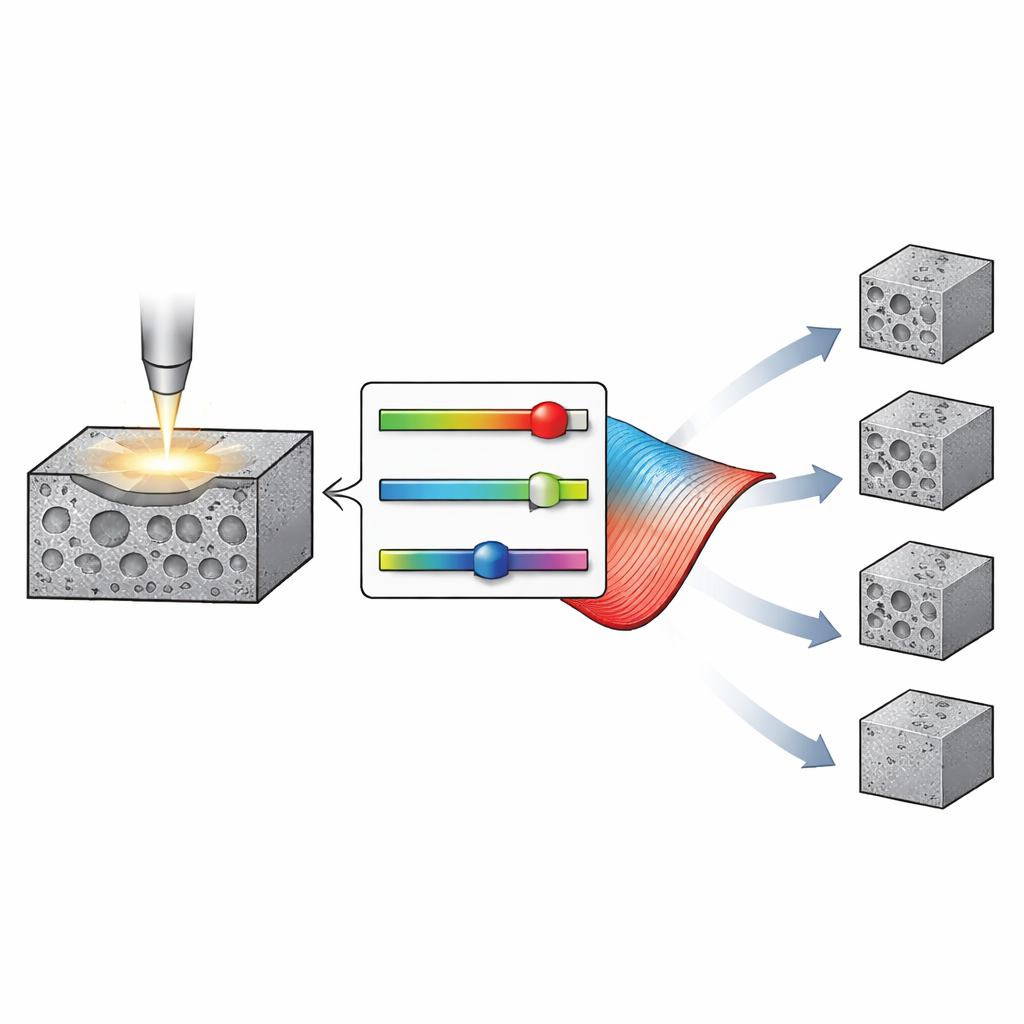
Met automatische poriemetingen in handen onderzochten de onderzoekers hoe twee sleutelinstellingen bij het printen—laservermogen en scantsnelheid—de porositeit beïnvloeden. Ze vonden dat het verhogen van het laservermogen vanaf zeer lage niveaus snel poriën vermindert, omdat het poeder vollediger smelt en ingesloten gas meer tijd heeft om te ontsnappen. Maar voorbij een bepaald punt veroorzaken verdere vermogensverhogingen onstabiele, heftig oscillerende smeltbaden die juist nieuwe defecten creëren. Scantsnelheid vertoont een vergelijkbare afweging: de laser te langzaam laten bewegen kan het materiaal oververhitten, terwijl te snel bewegen volledig smelten verhindert en gas insluit. Om deze complexe trends te vangen, gebruikte het team een wiskundig hulpmiddel genaamd Chebyshev‑polynomen om een glad oppervlak te bouwen dat vermogen en snelheid verbindt met porositeit, en zo een uitstekende overeenkomst met de experimentele gegevens bereikte.
Op weg naar slimmer, veiliger 3D‑geprint metaal
Voor niet‑specialisten is de kernboodschap dat de studie microscoopbeelden omzet in automatische, betrouwbare metingen van hoe “gat‑vrij” een geprint metalen onderdeel is, en die metingen vervolgens terugkoppelt naar de instelknoppen die ingenieurs daadwerkelijk kunnen bedienen. De methode detecteert en omlijnt niet alleen poriën, maar kwantificeert ook hun totale hoeveelheid en kaart welke combinaties van laservermogen en scantsnelheid de porositeit laag houden. Hoewel het huidige werk afhankelijk is van gepolijste labmonsters en optische microscopen, kunnen dezelfde ideeën worden uitgebreid naar monitoring op de fabriekvloer en procesoptimalisatie. Op de lange termijn zullen dergelijke geautomatiseerde, datagedreven hulpmiddelen helpen om metalen 3D‑printen voorspelbaarder, minder verspillinggevend en veiliger te maken voor kritieke toepassingen.
Bronvermelding: Ni, R., Xu, S., Chen, H. et al. An effective detection model based on YOLO for pore defects in additive manufacturing. Sci Rep 16, 14379 (2026). https://doi.org/10.1038/s41598-026-43970-2
Trefwoorden: additive manufacturing, selective laser melting, defectdetectie, deep learning, porositeitsanalyse