Clear Sky Science · zh
用于基于传感器的车削数据集以实现数据驱动的表面粗糙度估计
金属光洁度为何重要
从喷气发动机到发电厂,许多关键设备依赖表面足够光滑以抵抗磨损、腐蚀和裂纹的金属零件。然而,对表面光洁度的检查通常只在切削结束后进行——如果结果达不到要求,就可能导致材料、时间和金钱的浪费。本文介绍了一个丰富的新数据集,帮助科学家和工程师训练计算机在切削过程中实时估计表面光洁度,特别针对一种在航空航天中广泛使用且难以加工的合金Inconel-625。
一种难以切削的顽固合金
Inconel-625是一种镍基合金,以其强度及耐高温和耐腐蚀性能著称,因而广泛用于要求苛刻的航空航天和工程应用。但这些特性也使其在车床上难以获得良好的切削质量。在车削过程中,刀具刮削材料时可能发生振颤、过热和磨损,导致工件表面不均匀。由于传统的表面粗糙度检测只在加工后进行,任何不合格的零件都必须报废或返工。对于像Inconel这样昂贵的材料,这会造成高额成本。
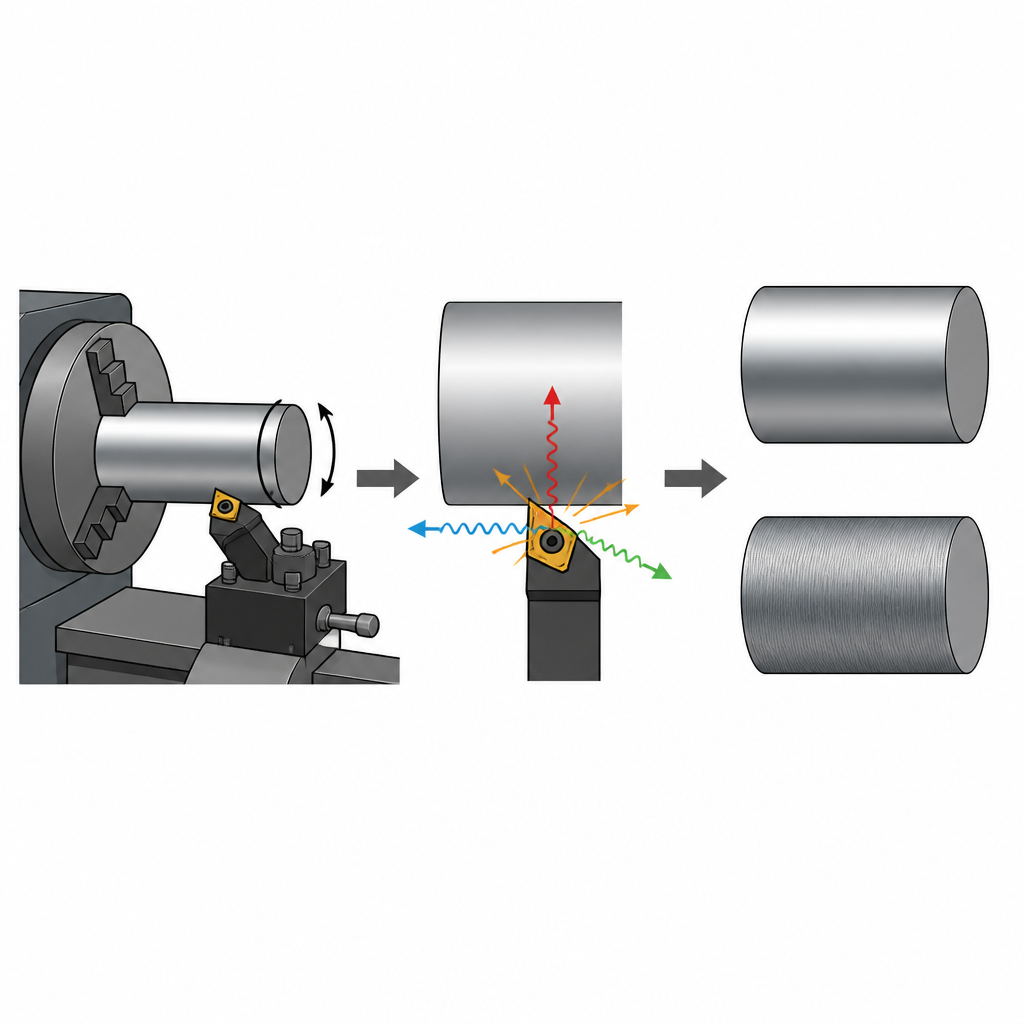
用传感器“倾听”切削过程
作者在一台常规的非数控车床上布置了两个关键传感器,靠近切削区域。一个三轴加速度计记录刀具及其周围在工件旋转时的振动情况;一个安装在刀架下方的动力计测量沿三个方向的力以及扭矩。每次切削后,使用单独的手持测量仪器对表面进行轻触扫描,记录三项标准粗糙度指标,反映完成圆柱表面的平均高度变化和峰谷差值。通过这些测量,可以把机器在切削时“感知到”的信号与最终表面的光滑度联系起来。
构建大规模且灵活的数据集
为使数据集具有广泛适用性,研究团队系统性地改变了三个基本切削参数:工件的转速、刀具沿圆柱前进的进给速度和切入深度。每个参数选取了三个水平,总共产生了27种组合。对于每种组合,传感器以每秒一万次的高采样率记录振动和力信号,合计超过3.82亿个数据点。由于两套传感器系统的启动和停止时刻略有差异,作者随后采用一种变化检测方法对记录进行对齐,以找出实际切削开始和结束的位置,裁剪掉空闲部分的信号。
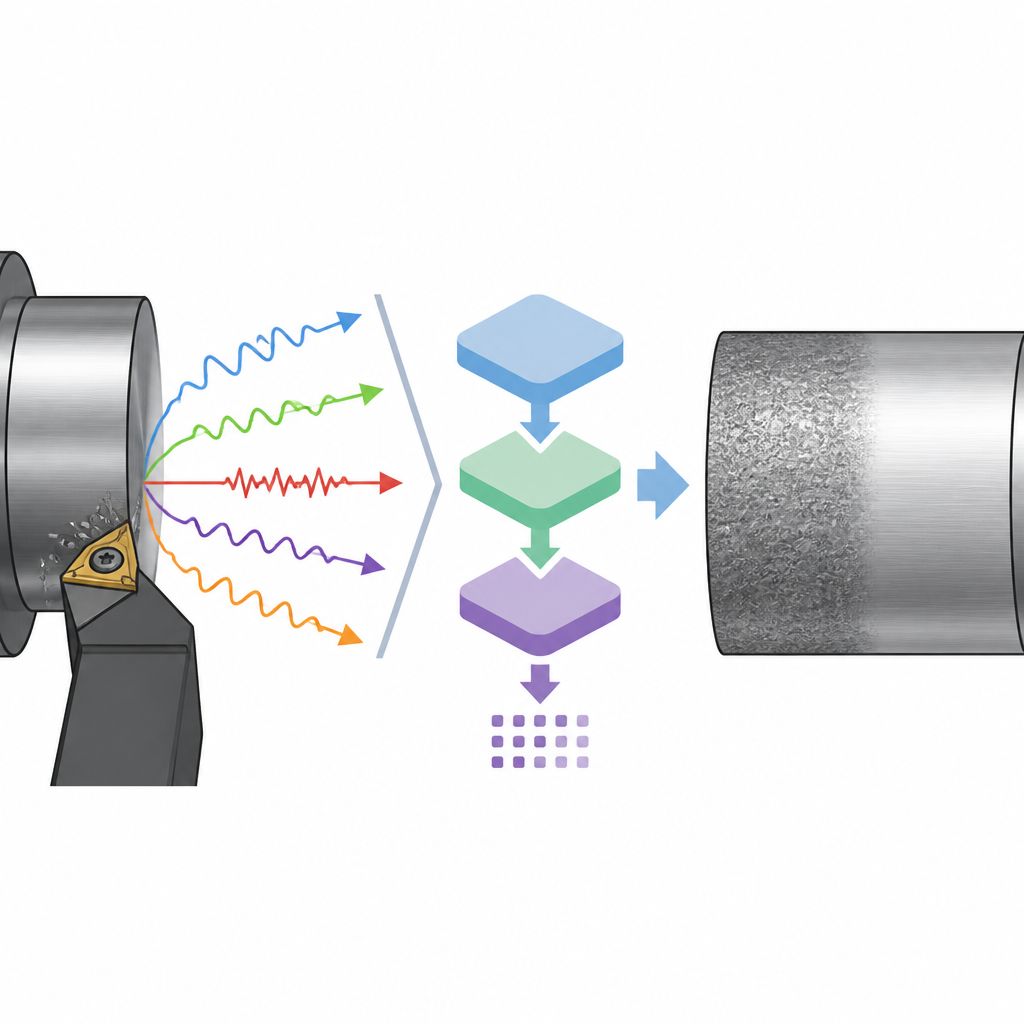
信号揭示的表面质量信息
在信号清洗和同步后,研究者用简单统计量(如平均值、离散程度、偏度和极值)对每个信号进行了汇总。然后他们检验了这些汇总特征与完成表面测得粗糙度之间的关系。许多关系明显非零,有些特征随着表面变粗而增大,另一些则减小。这一模式与先前加工文献中的发现一致,证明传感器信号包含关于表面质量的真实信息,而非纯粹噪声。
该资源对智能工厂的价值
由于实验使用的是普通的传统车床和可商购的传感器,无法负担现代数控设备的作坊也能复制或扩展该实验设置。开放数据集连同用于对齐和分析信号的示例代码,为研究者训练用于在切削过程中估算表面粗糙度的机器学习模型提供了坚实基础。简言之,这项工作展示了如何将刀具产生的原始振动和力信号转化为关于最终金属表面光滑度的线索,推动制造走向更智能、更少浪费的方向。
引用: Sakthivel, N.R., Harigovind, H. & Nair, B.B. A Sensor based turning dataset for data-driven surface roughness estimation. Sci Data 13, 742 (2026). https://doi.org/10.1038/s41597-026-07061-1
关键词: 表面粗糙度, Inconel-625 车削, 加工传感器, 机器学习, 智能制造