Clear Sky Science · it
Un dataset per tornitura basato su sensori per la stima data-driven della rugosità superficiale
Perché conta la levigatezza dei metalli
Dai motori a reazione agli impianti di energia, molte macchine critiche si affidano a componenti metallici le cui superfici devono essere sufficientemente lisce per resistere a usura, corrosione e fessurazione. Tuttavia il controllo di questa levigatezza avviene di norma solo dopo la finitura, con il rischio di spreco di materiale, tempo e denaro se il risultato non è adeguato. Questo articolo presenta un nuovo e ricco dataset che aiuta scienziati e ingegneri a insegnare ai computer a stimare la levigatezza superficiale in tempo reale durante la lavorazione, in particolare per una lega ostica chiamata Inconel-625, largamente impiegata nel settore aerospaziale.
Una lega difficile da lavorare
L'Inconel-625 è una lega a base di nichel apprezzata per la sua resistenza e per la capacità di sopportare alte temperature e corrosione, rendendola ideale per applicazioni aerospaziali e ingegneristiche impegnative. Quelle stesse proprietà la rendono difficile da tagliare al tornio. Mentre l'utensile asporta il materiale nel processo di tornitura, possono verificarsi vibrazioni, surriscaldamento e usura, lasciando sulla superficie del pezzo un profilo irregolare. Poiché i controlli tradizionali della rugosità avvengono solo dopo la lavorazione, ogni pezzo che non rispetta le tolleranze deve essere scartato o rilavorato. Per materiali costosi come l'Inconel, questo comporta costi elevati.
Ascoltare il taglio con i sensori
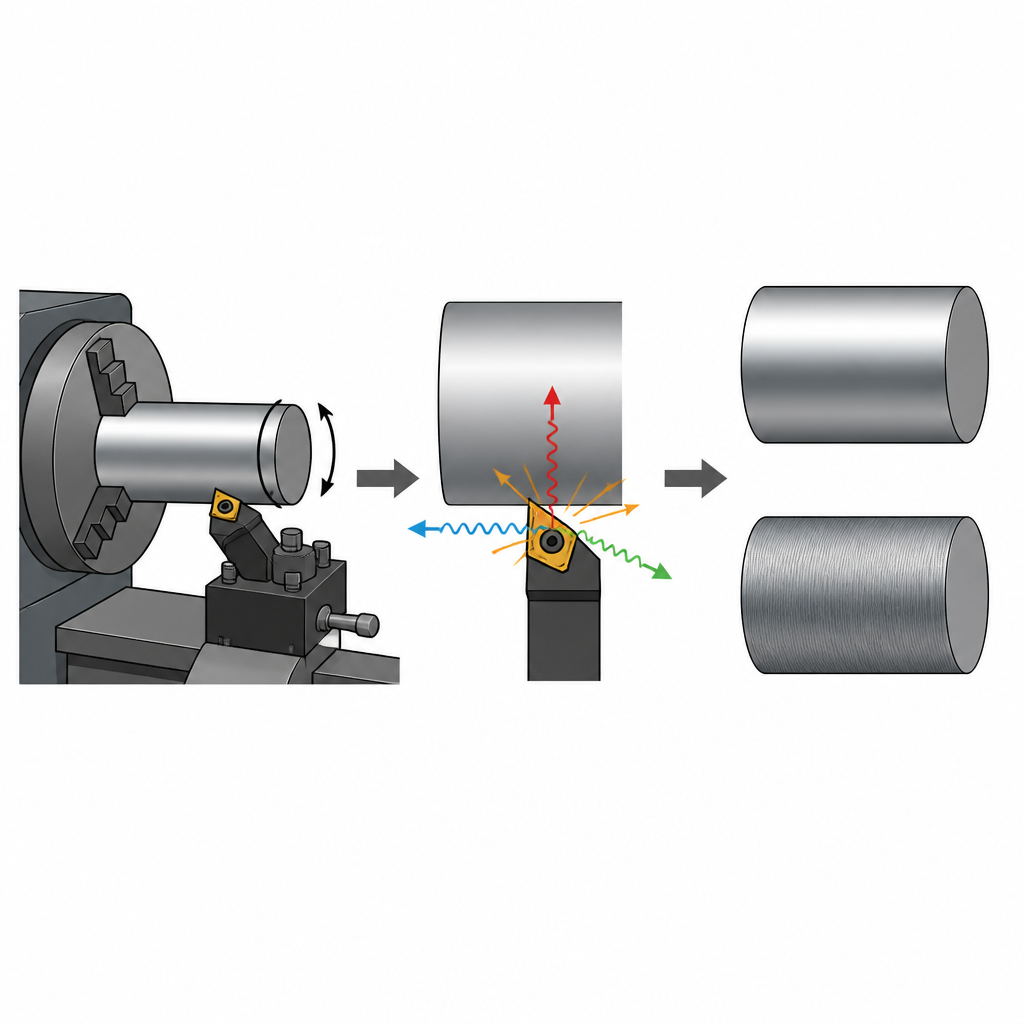
Gli autori hanno allestito un tornio convenzionale, non computerizzato, e hanno aggiunto due sensori chiave vicino alla zona di taglio. Un accelerometro triassiale ha registrato come vibravano l'utensile e l'ambiente circostante durante la rotazione del pezzo. Un dinamometro montato sotto il porta-utensile ha misurato le forze e i momenti torcenti lungo tre direzioni. Dopo ogni passata, un misuratore portatile ha tracciato delicatamente la superficie registrando tre misure standard di rugosità, catturando le variazioni medie di altezza e le escursioni picco-valle sul cilindro finito. Insieme, queste misure collegano ciò che la macchina “sente” durante il taglio a quanto liscia risulta la superficie.
Costruire un dataset ampio e flessibile
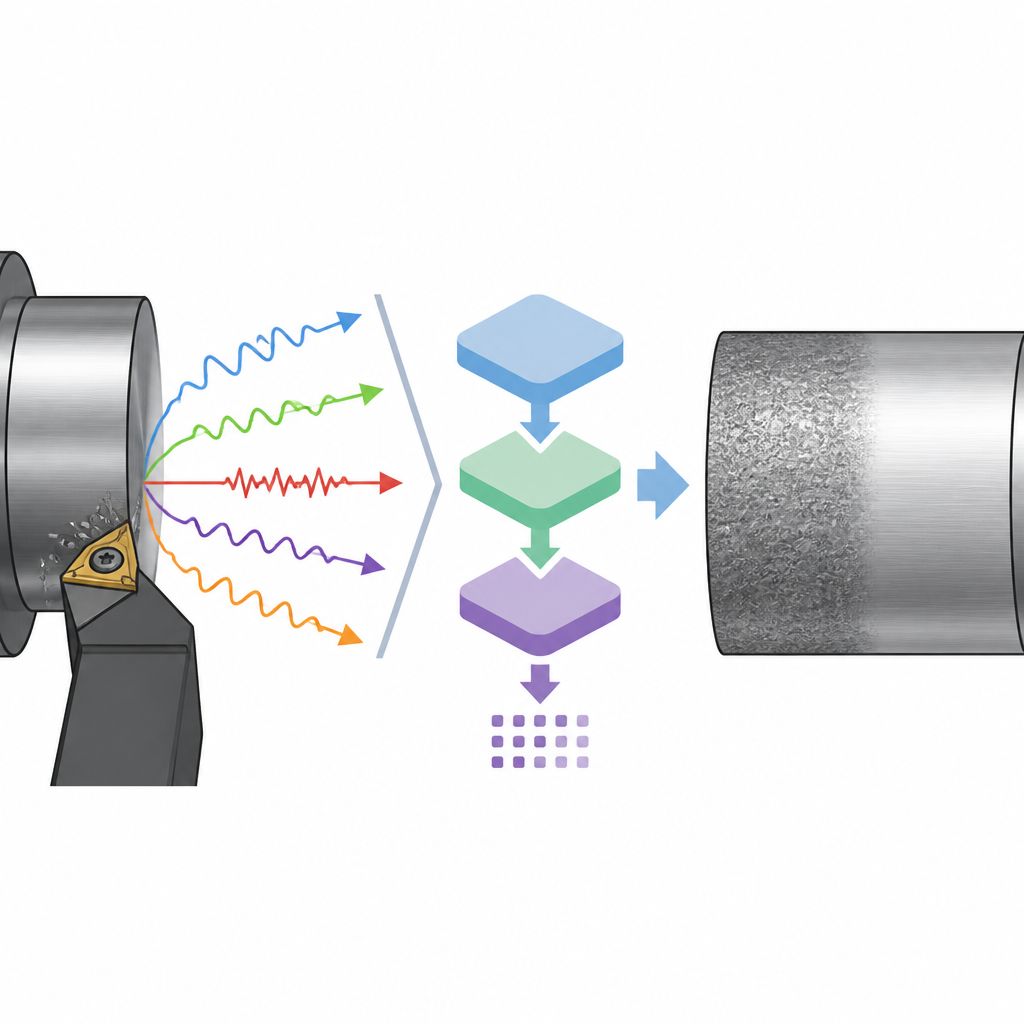
Per rendere il dataset ampiamente utile, il team ha variato in modo sistematico tre impostazioni di base del taglio: la velocità di rotazione del pezzo, l'avanzamento dell'utensile lungo il cilindro e la profondità di passata. Hanno scelto tre livelli per ciascuna impostazione, producendo 27 combinazioni in totale. Per ogni combinazione hanno registrato segnali di vibrazione e forza a un'alta frequenza di diecimila campioni al secondo, generando più di 382 milioni di punti dati. Poiché i due sistemi di sensori iniziavano e terminavano le registrazioni in tempi leggermente diversi, gli autori hanno successivamente allineato le acquisizioni utilizzando un metodo di rilevamento di cambiamenti che individua dove il taglio inizia e finisce realmente, rimuovendo le porzioni inattive dei segnali.
Cosa rivelano i segnali sulla qualità superficiale
Una volta che i segnali sono stati ripuliti e sincronizzati, i ricercatori hanno riassunto ciascuno usando statistiche semplici come valore medio, dispersione, asimmetria ed estremi. Hanno poi verificato come queste caratteristiche riassuntive si relazionassero con la rugosità misurata delle superfici finite. Molte di queste relazioni risultavano chiaramente non nulle, con alcune caratteristiche che aumentavano al peggiorare della rugosità e altre che diminuivano. Questo schema concorda con risultati precedenti nella letteratura sulla lavorazione e conferma che i segnali dei sensori trasportano informazioni reali sulla qualità superficiale, piuttosto che essere rumore casuale.
Perché questa risorsa è utile per le fabbriche intelligenti
Poiché gli esperimenti sono stati condotti con un normale tornio legacy e sensori commerciali, officine che non possono permettersi macchine CNC moderne possono comunque riprodurre o estendere questa configurazione. Il dataset aperto, insieme al codice di esempio per allineare e analizzare i segnali, fornisce ai ricercatori una base solida per addestrare modelli di machine learning in grado di stimare la rugosità superficiale durante il taglio. In termini semplici, il lavoro mostra come trasformare vibrazioni e forze grezze provenienti da un utensile da taglio in indizi su quanto liscia sarà la superficie metallica finita, contribuendo a rendere la produzione più intelligente e meno sprecona.
Citazione: Sakthivel, N.R., Harigovind, H. & Nair, B.B. A Sensor based turning dataset for data-driven surface roughness estimation. Sci Data 13, 742 (2026). https://doi.org/10.1038/s41597-026-07061-1
Parole chiave: rugosità superficiale, tornitura Inconel-625, sensori per lavorazione, apprendimento automatico, produzione intelligente