Clear Sky Science · sv
En sensorsatt dataset för svarvning för datadriven uppskattning av ytjämnhet
Varför metallens ythantering spelar roll
Från jetmotorer till kraftverk förlitar sig många kritiska maskiner på metalldelar vars ytor måste vara tillräckligt släta för att motstå slitage, korrosion och sprickbildning. Ändå kontrolleras den ytan vanligtvis först efter att skärningen är avslutad, vilket riskerar spill av material, tid och pengar om resultatet inte är tillräckligt bra. Denna artikel presenterar en omfattande ny dataset som hjälper forskare och ingenjörer att lära datorer uppskatta ytjämnhet i realtid under skärning, särskilt för en seg legering kallad Inconel-625 som ofta används inom flygindustrin.
En hård metall som är svår att skära
Inconel-625 är en nickelbaserad legering uppskattad för sin styrka och motståndskraft mot värme och korrosion, vilket gör den populär för krävande uppgifter inom flyg- och ingenjörsbranschen. Samma egenskaper gör den svår att skära snyggt på en svarv. När skärverktyget skrapar bort metall i en process som kallas svarvning kan det uppstå vibrationer, överhettning och nötningsskador, vilket lämnar en ojämn yta på arbetsstycket. Eftersom traditionella kontroller av ytjämnhet sker först efter bearbetning, måste delar som inte uppfyller kraven kasseras eller efterbearbetas. För dyra material som Inconel blir det en kostsam följd.
Lyssna på skärningen med sensorer
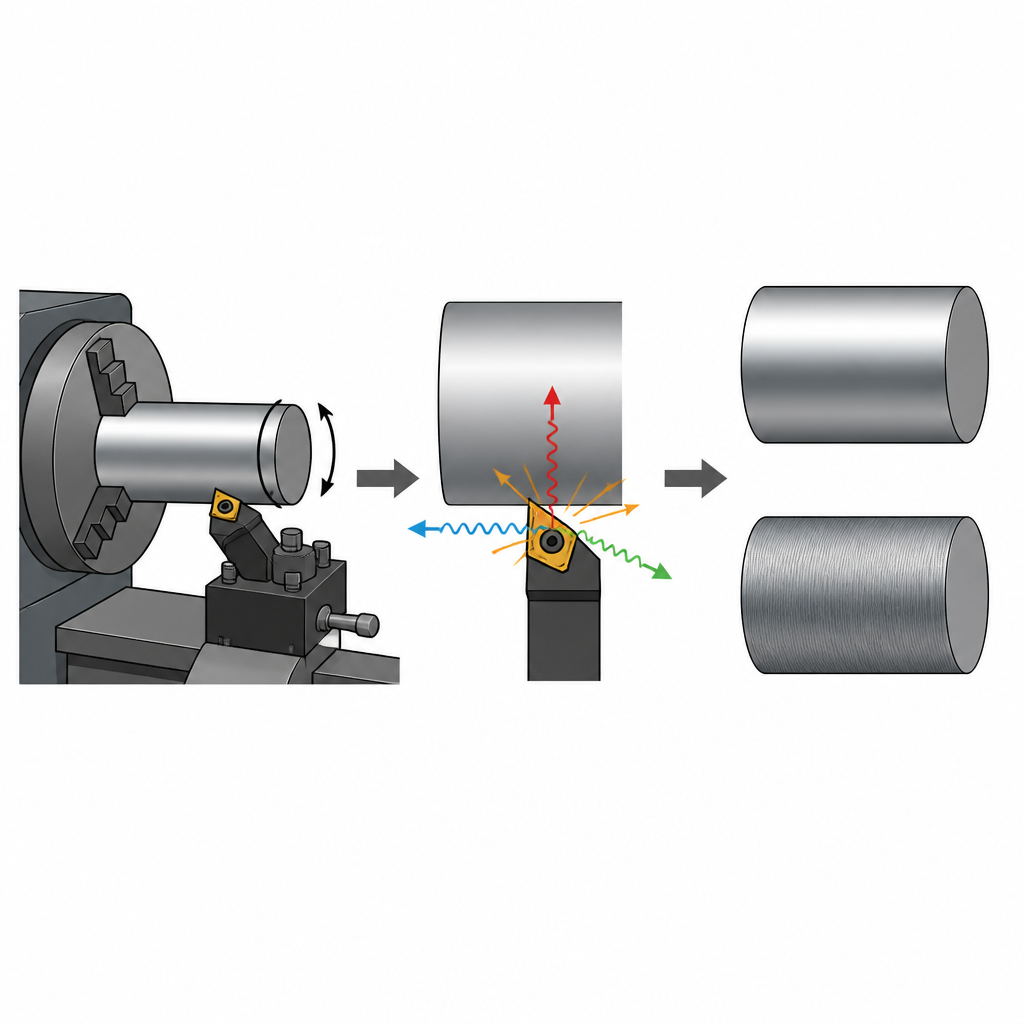
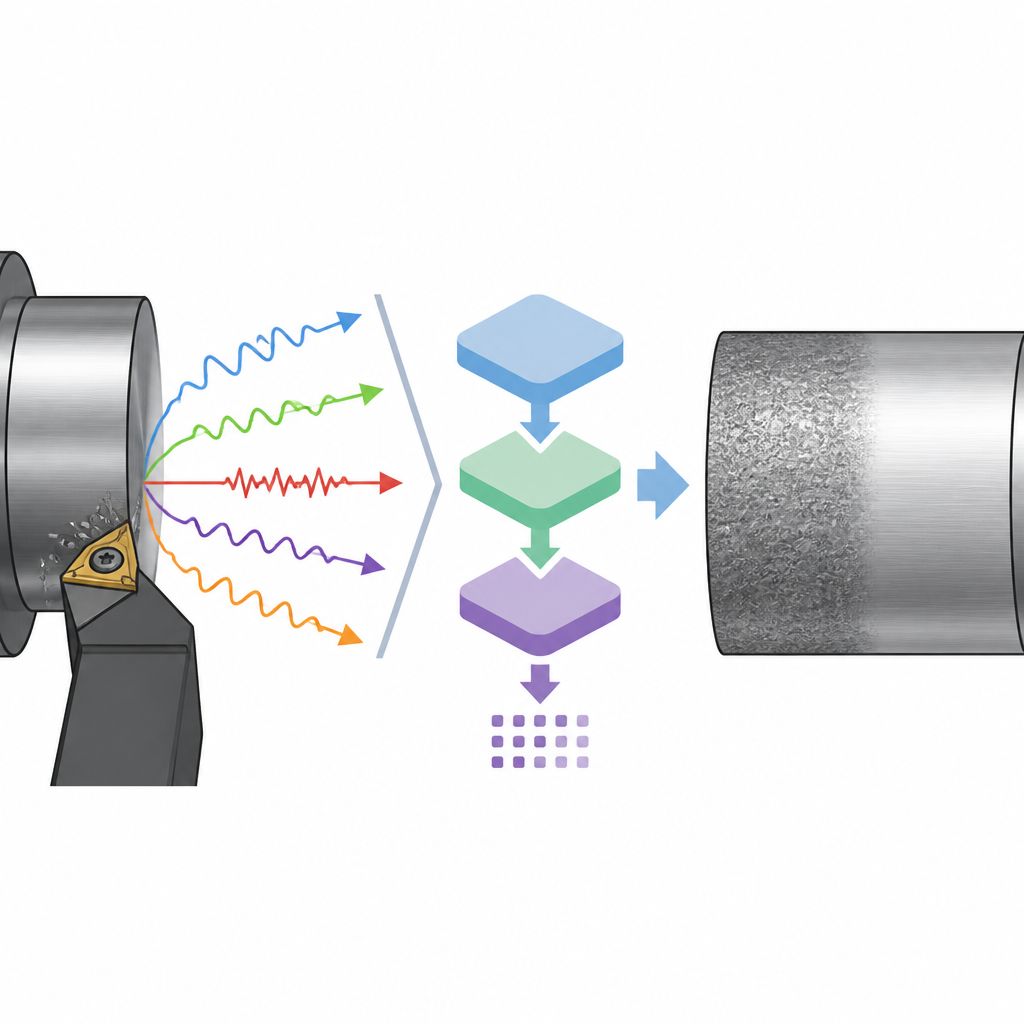
Författarna satte upp en konventionell, icke-datoriserad svarv och lade till två viktiga sensorer nära skärområdet. En tredimensionell accelerometer spelade in hur verktyget och dess omgivning vibrerade när metallen roterade. En dynamometer monterad under verktygshållaren mätte krafterna och vridmomenten i tre riktningar. Efter varje skärning spårade en separat handhållen mätare försiktigt ytan och registrerade tre standardmått för ytjämnhet, som fångar genomsnittliga höjdvariationer och topp-till-dal-differenser på den färdiga cylindern. Tillsammans kopplar dessa mätningar vad maskinen "känner" under skärningen till hur slät ytan blir.
Att bygga en stor, flexibel dataset
För att göra datasetet allmänt användbart varierade teamet systematiskt tre grundläggande skärinställningar: hur fort arbetsstycket roterade, hur snabbt verktyget förflyttades längs cylindern, och hur djupt verktyget skar i metallen. De valde tre nivåer för varje inställning, vilket gav 27 kombinationer totalt. För varje kombination spelade de in vibrations- och kraftsignaler med en hög samplingsfrekvens på tio tusen prover per sekund, vilket skapade mer än 382 miljoner datapunkter. Eftersom de två sensorsystemen startade och stoppade vid något olika tidpunkter så justerade författarna senare inspelningarna med en förändringsdetektionsmetod som hittar var skärningen faktiskt börjar och slutar, och klipper bort viloperioder i signalerna.
Vad signalerna avslöjar om ytkvalitet
När signalerna rengjorts och synkroniserats summerade forskarna varje signal med hjälp av enkla statistiska mått såsom medelvärde, spridning, skevhet och extremvärden. De granskade sedan hur dessa sammanfattande egenskaper relaterade till de uppmätta ytjämnhetsmåtten på de färdiga ytorna. Många av dessa samband var tydligt icke-noll, där vissa egenskaper ökade när ytor blev roughare och andra minskade. Detta mönster stämmer med tidigare fynd i bearbetningslitteraturen och bekräftar att sensorsignalerna bär verklig information om ytkvalitet snarare än att vara slumpmässigt brus.
Varför denna resurs är användbar för smarta fabriker
Eftersom experimenten använde en vanlig äldre svarv och standardiserade sensorer kan verkstäder som inte har råd med moderna datorstyrda maskiner ändå reproducera eller bygga vidare på denna uppsättning. Det öppna datasetet, tillsammans med exempel på dator kod för att alignera och analysera signalerna, ger forskare en stabil grund för att träna maskininlärningsmodeller som uppskattar ytjämnhet under skärning. I enkla termer visar arbetet hur man omvandlar råa vibrationer och krafter från ett skärverktyg till ledtrådar om hur slät den färdiga metallytan blir, vilket hjälper till att föra tillverkningen mot smartare och mindre slösande processer.
Citering: Sakthivel, N.R., Harigovind, H. & Nair, B.B. A Sensor based turning dataset for data-driven surface roughness estimation. Sci Data 13, 742 (2026). https://doi.org/10.1038/s41597-026-07061-1
Nyckelord: ytjämnhet, Inconel-625 svarvning, bearbetningssensorer, maskininlärning, intelligent tillverkning