Clear Sky Science · tr
Veriye Dayalı yüzey pürüzlülüğü tahmini için sensör tabanlı bir tornalama veri kümesi
Metalin düzgünlüğünün neden önemli olduğu
Jet motorlarından enerji santrallerine kadar birçok kritik makine, aşınma, korozyon ve çatlamaya karşı dayanıklı olmak için yeterince düzgün olması gereken metal parçalara dayanır. Ancak bu düzgünlüğün kontrolü genellikle sadece kesme bittikten sonra yapılır; sonuç yeterince iyi değilse malzeme, zaman ve para israfı riski doğar. Bu makale, özellikle havacılık donanımında yaygın olarak kullanılan inatçı bir alaşım olan Inconel-625 için, kesme sırasında bilgisayarların yüzey düzgünlüğünü gerçek zamanlı tahmin etmeyi öğrenmesine yardımcı olan zengin yeni bir veri kümesi sunar.
Kesilmesi zor, zorlu bir metal
Inconel-625, dayanıklılığı ve ısı ile korozyona karşı direnci nedeniyle tercih edilen bir nikel esaslı alaşımdır; bu da onu zorlu havacılık ve mühendislik uygulamaları için ideal kılar. Aynı özellikler, torna üzerinde temiz kesim yapılmasını zorlaştırır. Kesici takım tornalama işlemi sırasında metal kazırken titreşim, aşırı ısınma ve aşınma oluşabilir; bu da iş parçasında düzensiz bir yüzey bırakır. Geleneksel yüzey pürüzlülüğü kontrolleri yalnızca işleme sonrası yapıldığı için gereksinimi karşılamayan herhangi bir parça hurdaya çıkarılmak ya da tekrar işlenmek zorunda kalır. Inconel gibi pahalı malzemelerde bu, maliyetli bir sonuçtur.
Kesimi sensörlerle dinlemek
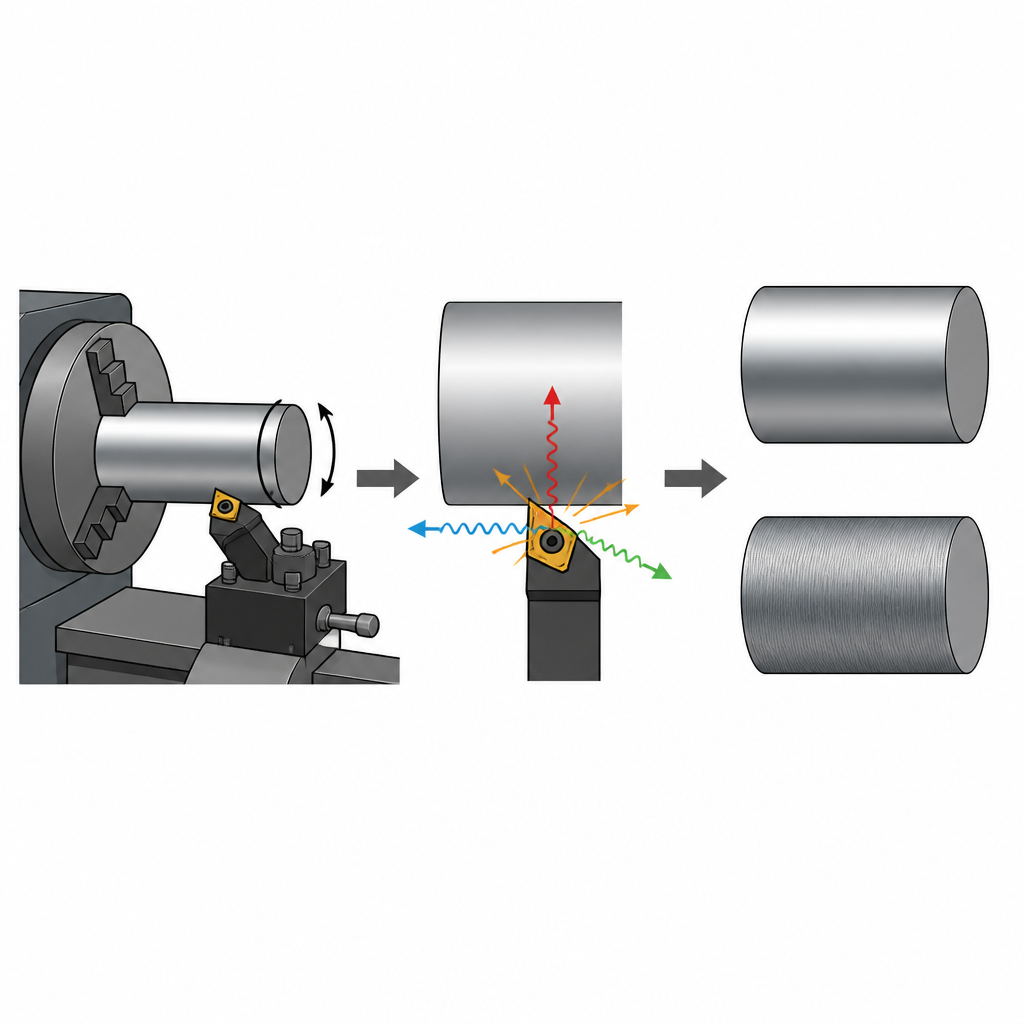
Yazarlar, sıradan, bilgisayarsız bir torna kurdu ve kesme bölgesine iki önemli sensör ekledi. Üç yönlü bir ivmeölçer, metal dönerken takım ve çevresinin nasıl titreştiğini kaydetti. Takım tutucunun altına monte edilmiş bir dinamometre ise üç doğrultuda kuvvetleri ve burulma momentlerini ölçtü. Her kesimin ardından ayrı bir elde tutulan ölçüm cihazı yüzeyi nazikçe takip edip bitmiş silindirin üç standart pürüzlülük ölçüsünü kaydetti; böylece ortalama yükseklik değişimleri ve tepe-dip farkları yakalandı. Bu ölçümler birlikte, makinenin kesim sırasında “hissettiği” ile yüzeyin ne kadar düzgün olduğu arasında bir bağlantı kurar.
Büyük, esnek bir veri kümesi oluşturmak
Veri kümesini geniş kullanıma uygun kılmak için ekip, üç temel kesme ayarını sistematik olarak değiştirdi: iş parçasının dönme hızı, takımın silindir boyunca ilerleme hızı ve takımın metal içine aldığı kesme derinliği. Her ayar için üç seviye seçtiler ve toplam 27 kombinasyon ürettiler. Her kombinasyon için titreşim ve kuvvet sinyallerini saniyede on bin örnekleme hızıyla kaydettiler ve böylece 382 milyondan fazla veri noktası oluşturdular. İki sensör sisteminin kayıtları başlangıç ve bitişte hafifçe farklı zamanlarda başladığı ve bittiği için, yazarlar daha sonra kesimin gerçekten nerede başladığını ve bittiğini bulan bir değişim tespiti yöntemi kullanarak kayıtları hizaladılar ve sinyallerin atıl kısımlarını kestiler.
Sinyaller yüzey kalitesi hakkında neler gösteriyor
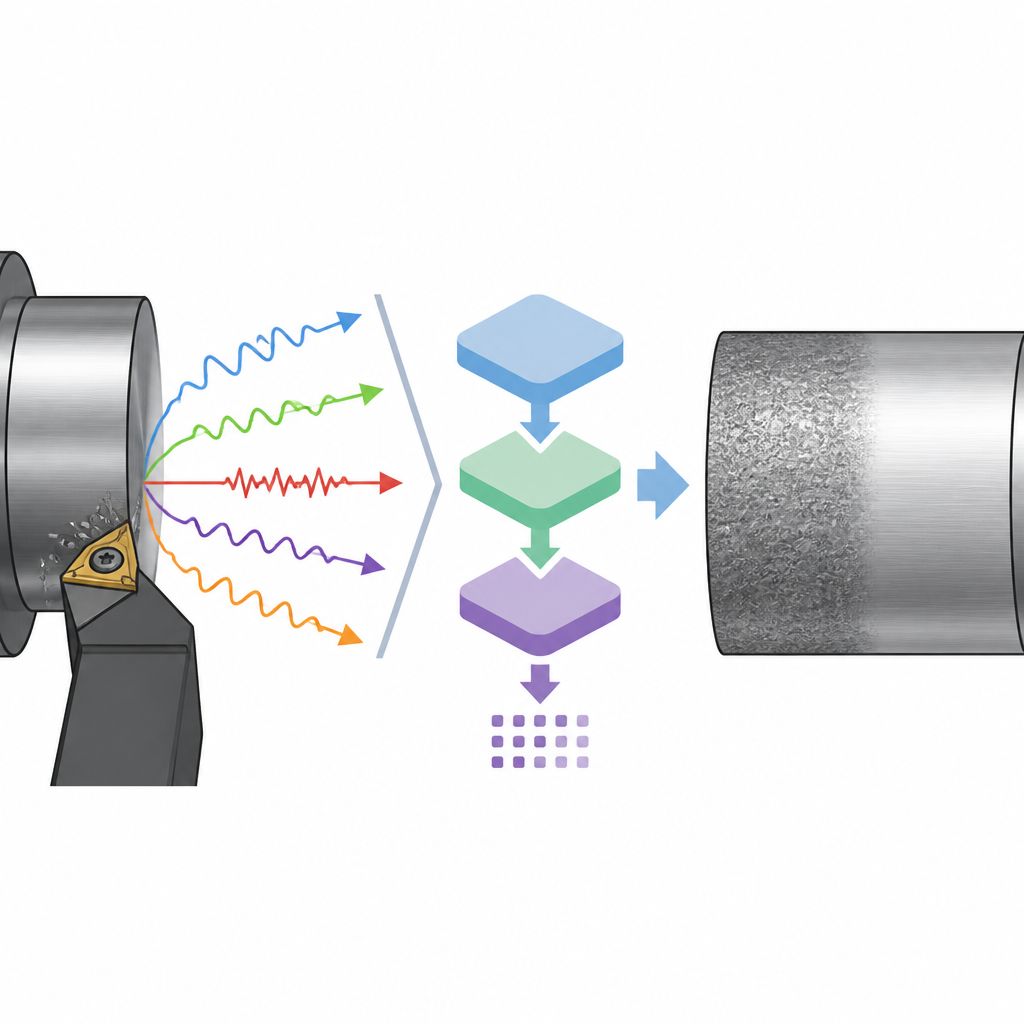
Sinyaller temizlenip senkronize edildikten sonra araştırmacılar her birini ortalama değer, dağılım, çarpıklık ve uç değerler gibi basit istatistiklerle özetledi. Ardından bu özet özelliklerin bitmiş yüzeyin ölçülmüş pürüzlülüğü ile nasıl ilişkili olduğunu kontrol ettiler. Bu ilişkilerin çoğu açıkça sıfırdan farklıydı; bazı özellikler yüzeyler pürüzlüleştikçe artarken bazıları azalıyordu. Bu desen, işleme literatüründeki önceki bulgularla örtüşür ve sensör sinyallerinin rastgele gürültü değil, yüzey kalitesi hakkında gerçek bilgi taşıdığını doğrular.
Bu kaynağın akıllı fabrikalar için faydası
Deneyler sıradan bir eski torna ve raf ömrü sensörleri kullanılarak yapıldığından, modern bilgisayar kontrollü makineleri karşılayamayan atölyeler bile bu kurulumu yeniden üretebilir veya genişletebilir. Açık veri kümesi, sinyalleri hizalamak ve analiz etmek için örnek bilgisayar kodu ile birlikte, yüzey pürüzlülüğünü kesim sırasında tahmin eden makine öğrenimi modellerini eğitmek için araştırmacılara sağlam bir temel sunar. Basitçe söylemek gerekirse, çalışma, bir kesici takımın ürettiği ham titreşimler ve kuvvetleri bitmiş metal yüzeyin ne kadar düzgün olacağına dair ipuçlarına nasıl dönüştürebileceğimizi göstererek üretimi daha akıllı ve daha az israfla ilerletmeye yardımcı olur.
Atıf: Sakthivel, N.R., Harigovind, H. & Nair, B.B. A Sensor based turning dataset for data-driven surface roughness estimation. Sci Data 13, 742 (2026). https://doi.org/10.1038/s41597-026-07061-1
Anahtar kelimeler: yüzey pürüzlülüğü, Inconel-625 tornalama, işleme sensörleri, makine öğrenimi, akıllı üretim