Clear Sky Science · de
Ein sensorspezifischer Drehtdatensatz zur datengesteuerten Schruppheitsabschätzung
Warum die Glätte von Metall wichtig ist
Von Flugtriebwerken bis zu Kraftwerken verlassen sich viele kritische Maschinen auf Metallteile, deren Oberflächen glatt genug sein müssen, um Verschleiß, Korrosion und Rissbildung zu widerstehen. Die Prüfung dieser Glätte erfolgt jedoch meist erst nach dem Zerspanprozess, was zu verschwendetem Material, Zeit und Kosten führen kann, wenn das Ergebnis nicht ausreicht. Dieser Beitrag stellt einen umfangreichen neuen Datensatz vor, der Forschenden und Ingenieuren hilft, Computern beizubringen, die Oberflächenglätte in Echtzeit während des Schneidens abzuschätzen – insbesondere für die schwierige Legierung Inconel-625, die in der Luft- und Raumfahrt häufig verwendet wird.
Eine zähe Legierung, die schwer zu bearbeiten ist
Inconel-625 ist eine Nickelbasislegierung, geschätzt wegen ihrer Festigkeit sowie Hitze- und Korrosionsbeständigkeit, was sie für anspruchsvolle Anwendungen in der Luftfahrt und im Maschinenbau attraktiv macht. Dieselben Eigenschaften erschweren jedoch das saubere Drehen auf der Drehmaschine. Wenn das Schneidwerkzeug Metall abträgt, kann es zu Schwingungen, Überhitzung und Werkzeugverschleiß kommen, was eine ungleichmäßige Oberfläche am Werkstück hinterlässt. Da herkömmliche Prüfungen der Oberflächenrauheit erst nach der Bearbeitung stattfinden, muss jedes Teil, das die Anforderungen nicht erfüllt, verschrottet oder nachbearbeitet werden. Bei teuren Materialien wie Inconel ist das besonders kostspielig.
Dem Schnitt mit Sensoren zuhören
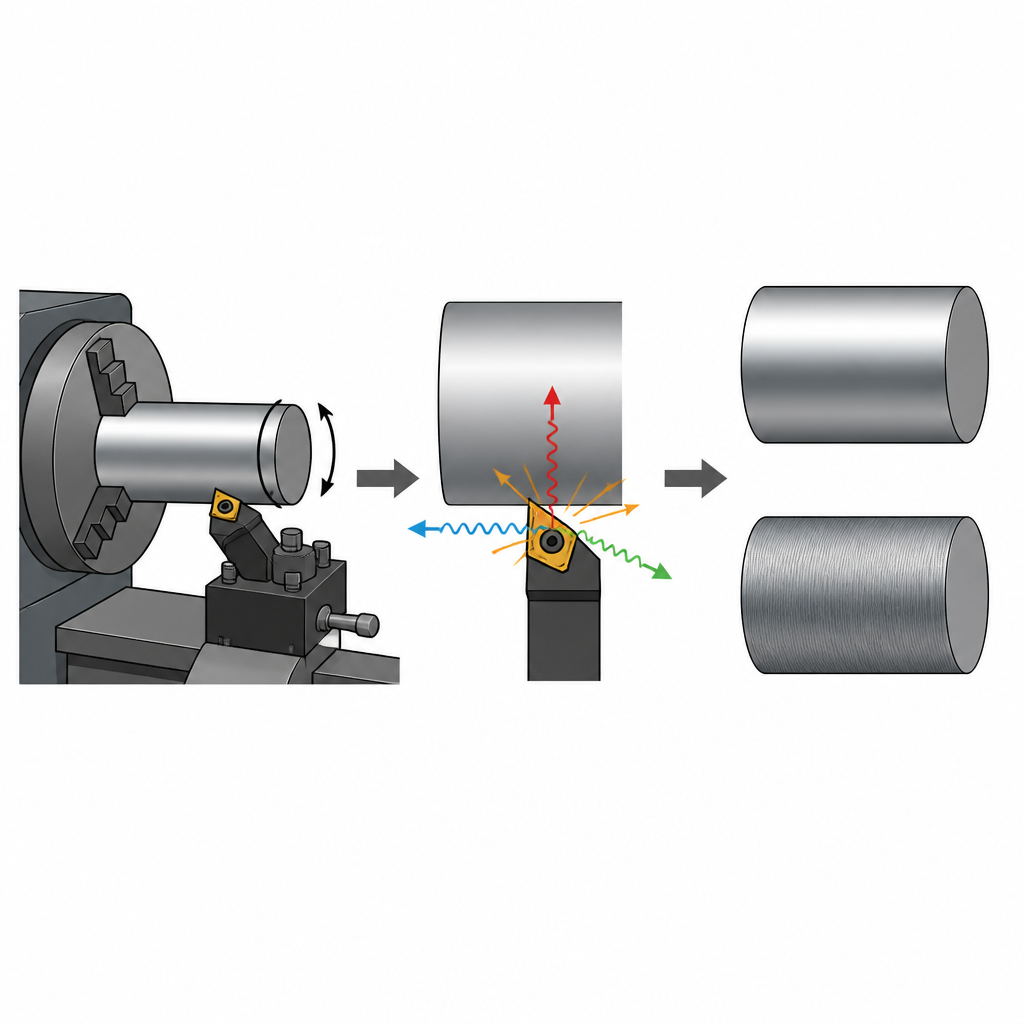
Die Autoren bauten eine konventionelle, nicht computergesteuerte Drehmaschine auf und ergänzten sie durch zwei wichtige Sensoren in der Nähe der Schneidzone. Ein dreiachsiger Beschleunigungssensor zeichnete auf, wie Werkzeug und Umgebung während des Drehens vibrierten. Ein unter dem Werkzeughalter montierter Dynamometer maß die Kräfte und Drehmomente in drei Richtungen. Nach jedem Schnitt tastete ein separates Handmessgerät die Oberfläche ab und zeichnete drei standardisierte Rauheitsmaße auf, die mittlere Höhenvariationen und Spitzen-zu-Tal-Unterschiede auf dem fertigen Zylinder erfassen. Zusammen verbinden diese Messungen, was die Maschine während des Schneidens „fühlt“, mit dem erzielten Glättegrad der Oberfläche.
Aufbau eines großen, flexiblen Datensatzes
Um den Datensatz breit nutzbar zu machen, variierten die Forschenden systematisch drei grundlegende Schnittparameter: die Drehzahl des Werkstücks, die Vorschubgeschwindigkeit des Werkzeugs entlang des Zylinders und die Schnitttiefe. Sie wählten drei Stufen für jeden Parameter und erzeugten so insgesamt 27 Kombinationen. Für jede Kombination zeichneten sie Schwingungs- und Kraftsignale mit hoher Abtastrate von zehntausend Messwerten pro Sekunde auf und erzeugten damit mehr als 382 Millionen Datenpunkte. Da die beiden Sensorsysteme zeitlich leicht versetzt starteten und stoppten, richteten die Autor:innen die Aufzeichnungen später mithilfe einer Änderungsdetektionsmethode aus, die ermittelt, wo der eigentliche Schnitt beginnt und endet, und schnitten inaktive Signalabschnitte ab.
Was die Signale über die Oberflächenqualität verraten
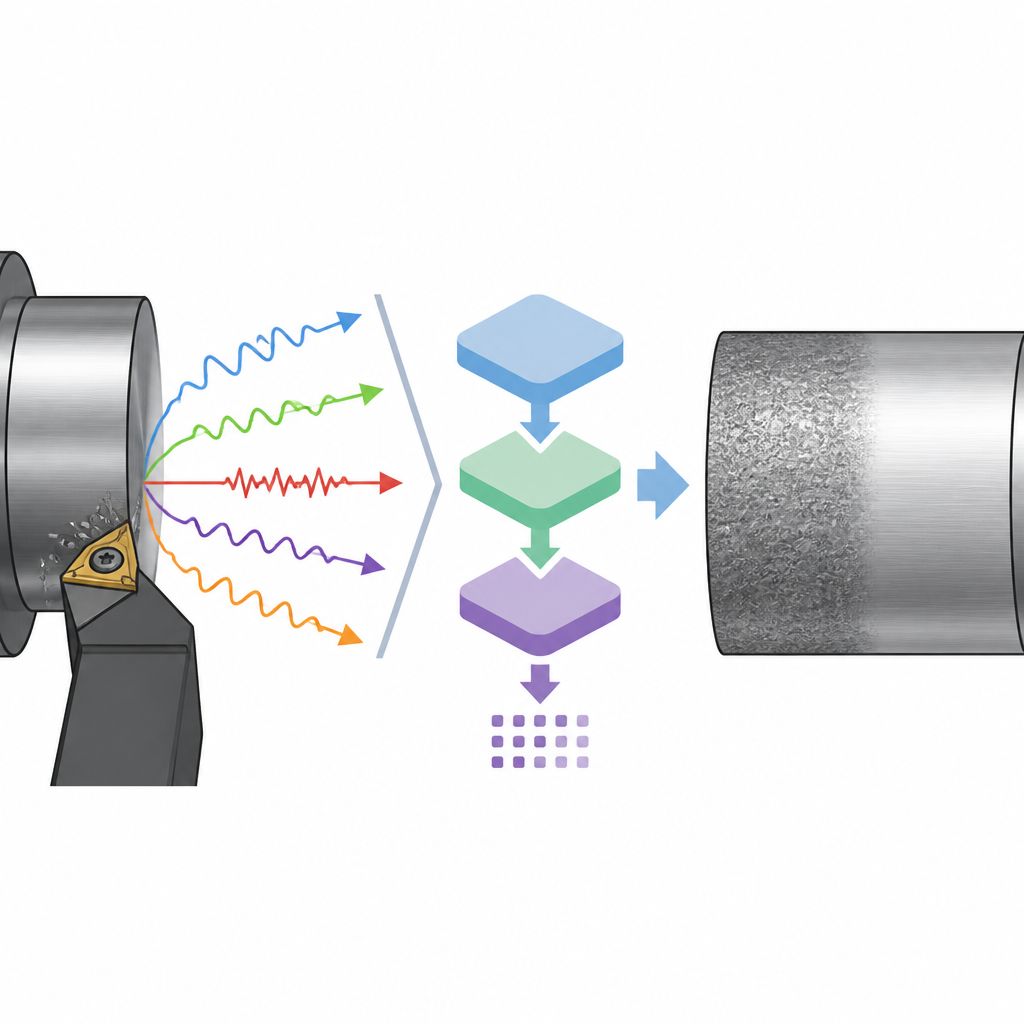
Nachdem die Signale bereinigt und synchronisiert waren, fassten die Forschenden jedes Signal durch einfache Statistiken wie Mittelwert, Streuung, Schiefe und Extrema zusammen. Anschließend prüften sie, wie diese zusammenfassenden Merkmale mit den gemessenen Rauheitswerten der fertigen Oberflächen zusammenhängen. Viele dieser Zusammenhänge waren deutlich ungleich null – einige Merkmale nahmen zu, wenn die Oberflächen rauer wurden, andere nahmen ab. Dieses Muster stimmt mit früheren Befunden in der Zerspanungsliteratur überein und bestätigt, dass die Sensorsignale echte Informationen über die Oberflächenqualität tragen und keine zufälligen Störungen sind.
Warum diese Ressource für smarte Fabriken nützlich ist
Da die Experimente mit einer gewöhnlichen Altmaschine und handelsüblichen Sensoren durchgeführt wurden, können Werkstätten, die sich moderne CNC-Maschinen nicht leisten können, dieses Setup reproduzieren oder erweitern. Der offene Datensatz zusammen mit Beispielcode zur Ausrichtung und Analyse der Signale bietet Forschenden eine solide Grundlage zum Trainieren von Modellen des maschinellen Lernens, die die Oberflächenrauheit während des Schneidens schätzen. Vereinfacht gesagt zeigt die Arbeit, wie sich rohe Vibrationen und Kräfte eines Schneidwerkzeugs in Hinweise darauf verwandeln lassen, wie glatt die fertige Metalloberfläche sein wird, und hilft so, die Fertigung hin zu intelligenteren, weniger verschwenderischen Prozessen zu bewegen.
Zitation: Sakthivel, N.R., Harigovind, H. & Nair, B.B. A Sensor based turning dataset for data-driven surface roughness estimation. Sci Data 13, 742 (2026). https://doi.org/10.1038/s41597-026-07061-1
Schlüsselwörter: Oberflächenrauheit, Inconel-625 Drehen, Fertigungssensoren, Maschinelles Lernen, intelligente Fertigung