Clear Sky Science · ja
データ駆動型の表面粗さ推定のためのセンサーを用いた旋削データセット
金属の滑らかさが重要な理由
ジェットエンジンから発電所まで、多くの重要機械は摩耗、腐食、割れに耐えるために十分に滑らかな表面を持つ金属部品を必要とします。しかし、その滑らかさの検査は通常、切削が終わってから行われるため、結果が不十分だった場合には材料、時間、コストの無駄が発生します。本論文は、切削中にコンピュータが表面の滑らかさをリアルタイムで推定できるように支援する、豊富な新しいデータセットを提示します。特に航空宇宙機器で広く使われる難削合金Inconel-625に対して有用です。
切削しにくい難素材
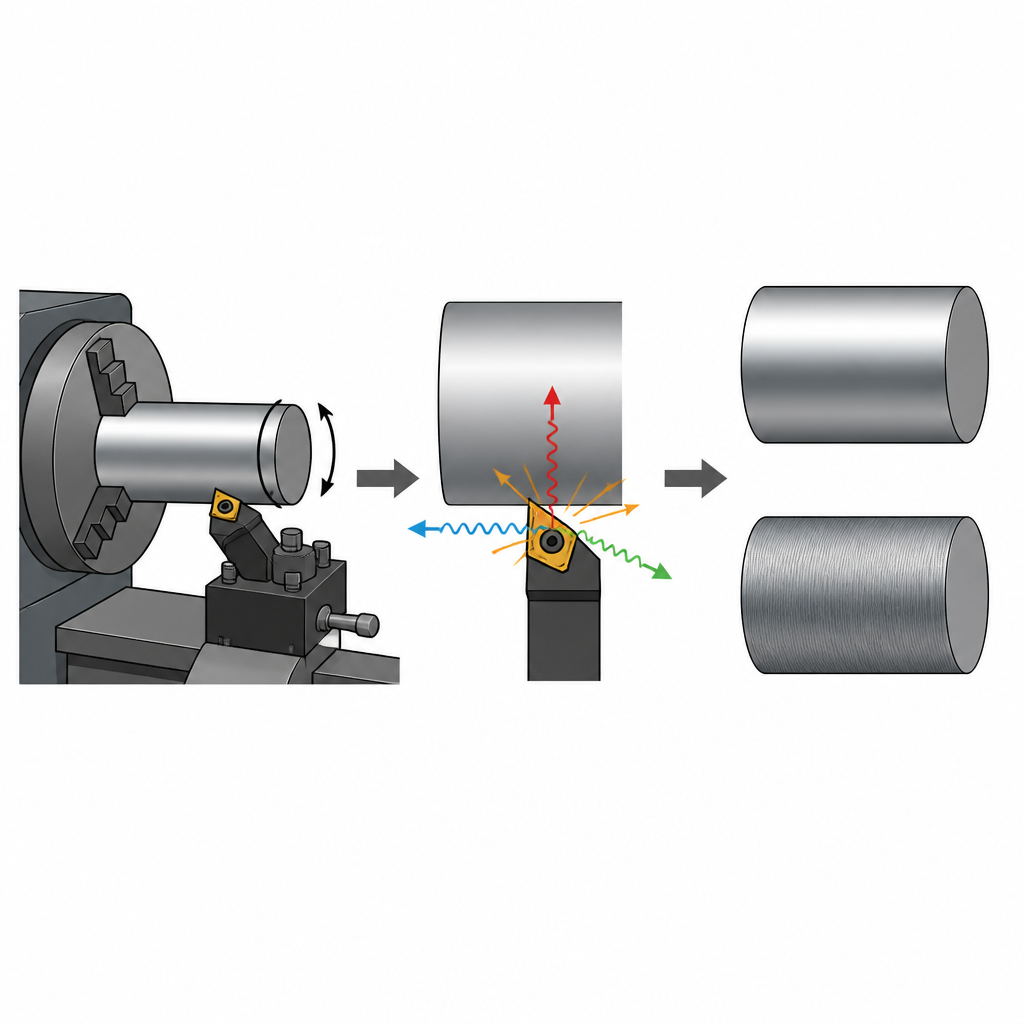
Inconel-625は、耐熱性と耐腐食性、強度の高さで評価されるニッケル基合金で、要求の厳しい航空宇宙や工学用途で重宝されます。これらの特性は旋盤での切削を難しくする要因でもあります。旋削と呼ばれるプロセスで工具が金属を削るとき、チャタリング、過熱、工具摩耗が生じ、ワークの表面が不均一になることがあります。従来の表面粗さの検査が加工後にしか行われないため、基準を満たさない部品は廃棄または手直しされる必要があり、Inconelのような高価な材料では特にコストがかさみます。
切削を“聴く”センサー
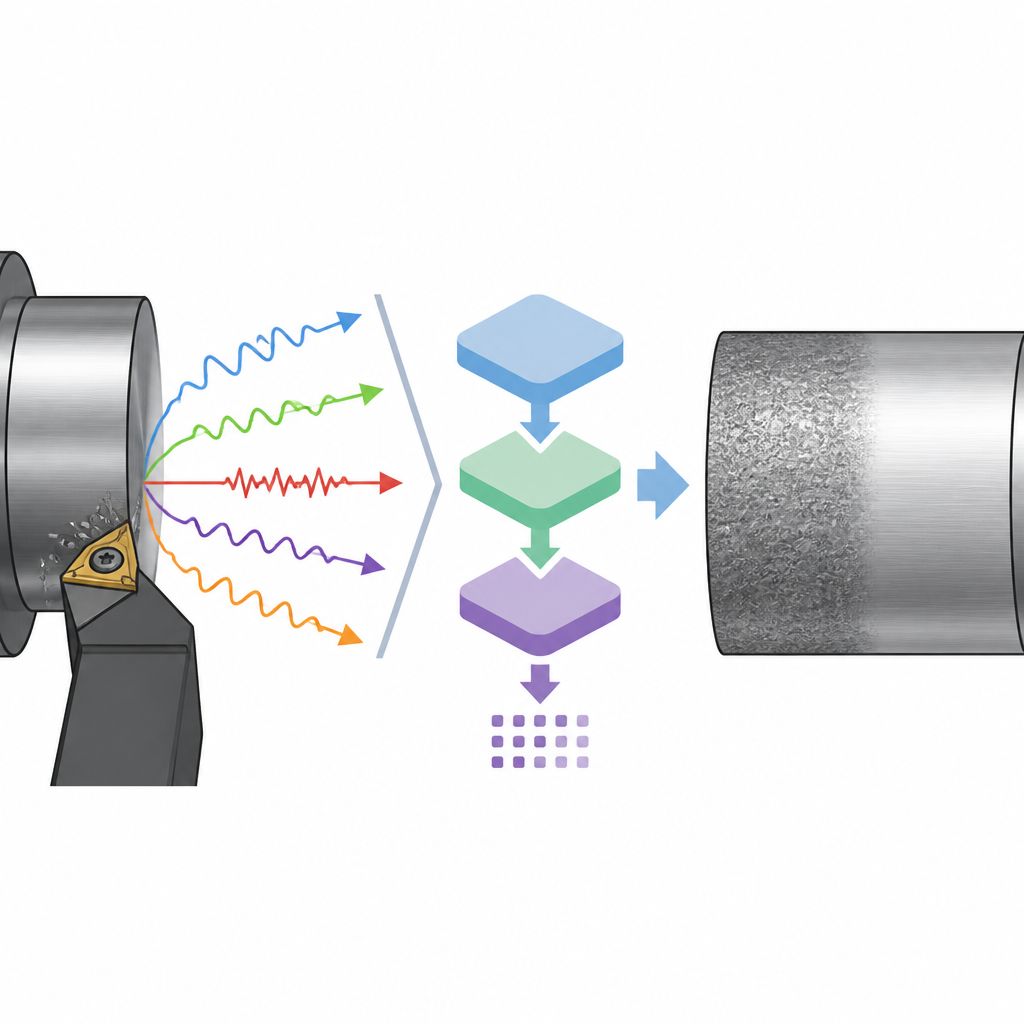
著者らは従来の、コンピュータ制御でない旋盤を設置し、切削領域近くに2つの主要センサーを追加しました。三軸加速度計は、金属が回転する際の工具とその周辺の振動を記録しました。工具ホルダーの下に取り付けたダイナモメーターは、三方向の力とねじりモーメントを測定しました。各切削の後、別のハンドヘルド測定器で表面を優しくトレースし、仕上がった円筒の平均的な高さ変動やピーク・谷の差をとらえる三つの標準的な粗さ指標を記録しました。これらの測定は、切削中に機械が“感じる”ものと仕上がった表面の滑らかさを結び付けます。
大規模で柔軟なデータセットの構築
データセットを広く利用可能にするため、研究チームは三つの基本的な切削設定を体系的に変化させました:ワークの回転速度、工具のシリンダーに沿った送り速度、工具の切込み深さです。それぞれ三段階を選び、合計で27の組み合わせを作成しました。各組み合わせについて、1秒あたり1万サンプルという高いレートで振動と力の信号を記録し、3億8,200万点以上のデータポイントを生成しました。二つのセンサーシステムは開始・停止のタイミングがわずかに異なっていたため、著者らは後で切削の実際の開始と終了を検出する変化点検出法を用いて記録を整列させ、アイドル部分をカットしました。
信号が示す表面品質の手がかり
信号をクリーンアップして同期させた後、研究者たちは各信号を平均値、ばらつき、歪度、極値といった単純な統計量で要約しました。次に、これらの要約特徴量が仕上がった表面の測定粗さとどのように関連するかを調べました。多くの関係は明確にゼロではなく、ある特徴量は表面が粗くなるにつれて増加し、別のものは減少しました。このパターンは加工分野の先行研究と一致しており、センサー信号が単なるランダムノイズではなく、表面品質について実質的な情報を運んでいることを確認しています。
スマート工場にとっての有用性
実験には一般的なレガシー旋盤と市販のセンサーを用いたため、最新のコンピュータ制御機を購入できない作業場でもこのセットアップを再現・拡張できます。信号を整列・解析するサンプルコードとともに公開されたデータセットは、切削中に表面粗さを推定する機械学習モデルの学習に対する堅実な基盤を研究者に提供します。簡潔に言えば、本研究は切削工具から得られる生の振動や力を、仕上がりの金属表面がどれほど滑らかになるかを示す手がかりに変える方法を示しており、製造をよりスマートで無駄の少ないプロセスへと導く助けになります。
引用: Sakthivel, N.R., Harigovind, H. & Nair, B.B. A Sensor based turning dataset for data-driven surface roughness estimation. Sci Data 13, 742 (2026). https://doi.org/10.1038/s41597-026-07061-1
キーワード: 表面粗さ, Inconel-625旋削, 加工用センサー, 機械学習, インテリジェント製造