Clear Sky Science · pl
Zestaw danych do toczenia oparty na czujnikach do estymacji chropowatości powierzchni napędzanej danymi
Dlaczego gładkość metalu ma znaczenie
Od silników odrzutowych po elektrownie, wiele krytycznych maszyn opiera się na częściach metalowych, których powierzchnie muszą być wystarczająco gładkie, by opierać się zużyciu, korozji i pękaniu. Tymczasem sprawdzanie tej gładkości zwykle odbywa się dopiero po zakończeniu cięcia, co naraża na stratę materiału, czasu i pieniędzy, jeśli wynik nie spełnia wymagań. Niniejszy artykuł prezentuje bogaty, nowy zestaw danych, który pomaga naukowcom i inżynierom nauczyć komputery szacować gładkość powierzchni w czasie rzeczywistym podczas toczenia, szczególnie dla opornego stopu o nazwie Inconel-625, szeroko stosowanego w przemyśle lotniczym.
Trudny stop, który ciężko skrawać
Inconel-625 to stop na bazie niklu ceniony za wytrzymałość oraz odporność na wysoką temperaturę i korozję, co czyni go faworytem w wymagających zastosowaniach lotniczych i inżynieryjnych. Te same cechy sprawiają, że trudno go gładko skrawać na tokarce. Gdy narzędzie usuwa materiał w procesie toczenia, może dochodzić do drgań, przegrzewania i zużycia narzędzia, co pozostawia nierówną powierzchnię obrabianego elementu. Ponieważ tradycyjne kontrole chropowatości przeprowadza się dopiero po obróbce, każda część, która nie spełnia wymagań, musi być złomowana lub poprawiana. Dla drogich materiałów, takich jak Inconel, jest to kosztowne.
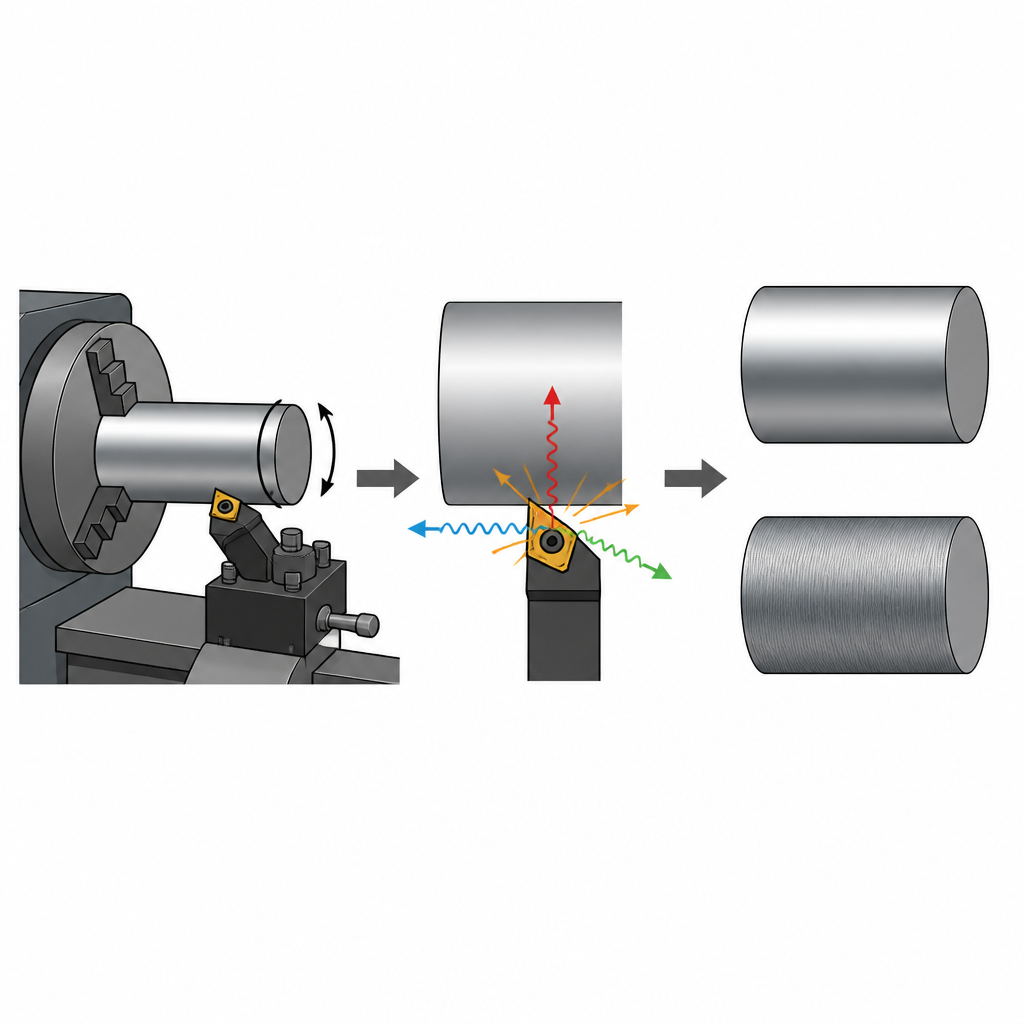
Słuchając cięcia za pomocą czujników
Autorzy zainstalowali konwencjonalną, niekomputerową tokarkę i dodali dwa kluczowe czujniki w pobliżu strefy skrawania. Trójosiowy akcelerometr rejestrował, jak narzędzie i jego otoczenie drgały podczas toczenia. Dynamometr zamontowany pod uchwytem narzędzia mierzył siły i momenty skręcające w trzech kierunkach. Po każdym cięciu oddzielne ręczne urządzenie pomiarowe delikatnie przetaczało się po powierzchni i zapisywało trzy standardowe miary chropowatości, rejestrując średnie wahania wysokości oraz różnice między najwyższymi a najniższymi punktami na wykończonym walcu. Razem te pomiary wiążą to, co maszyna „czuje” podczas cięcia, z tym, jak gładka okazuje się powierzchnia.
Budowanie dużego, elastycznego zbioru danych
Aby uczynić zestaw danych szeroko użytecznym, zespół systematycznie modyfikował trzy podstawowe parametry skrawania: prędkość obrotową przedmiotu, posuw narzędzia wzdłuż walca oraz głębokość skrawania. Dla każdego parametru wybrali trzy poziomy, co dało łącznie 27 kombinacji. Dla każdej kombinacji zarejestrowali sygnały drgań i sił z wysoką częstotliwością dziesięciu tysięcy próbek na sekundę, tworząc ponad 382 miliony punktów danych. Ponieważ dwa systemy pomiarowe startowały i zatrzymywały się w nieco różnych momentach, autorzy później wyrównali nagrania za pomocą metody detekcji zmian, która znajduje, gdzie rzeczywiście zaczyna i kończy się skrawanie, obcinając bezczynne fragmenty sygnałów.
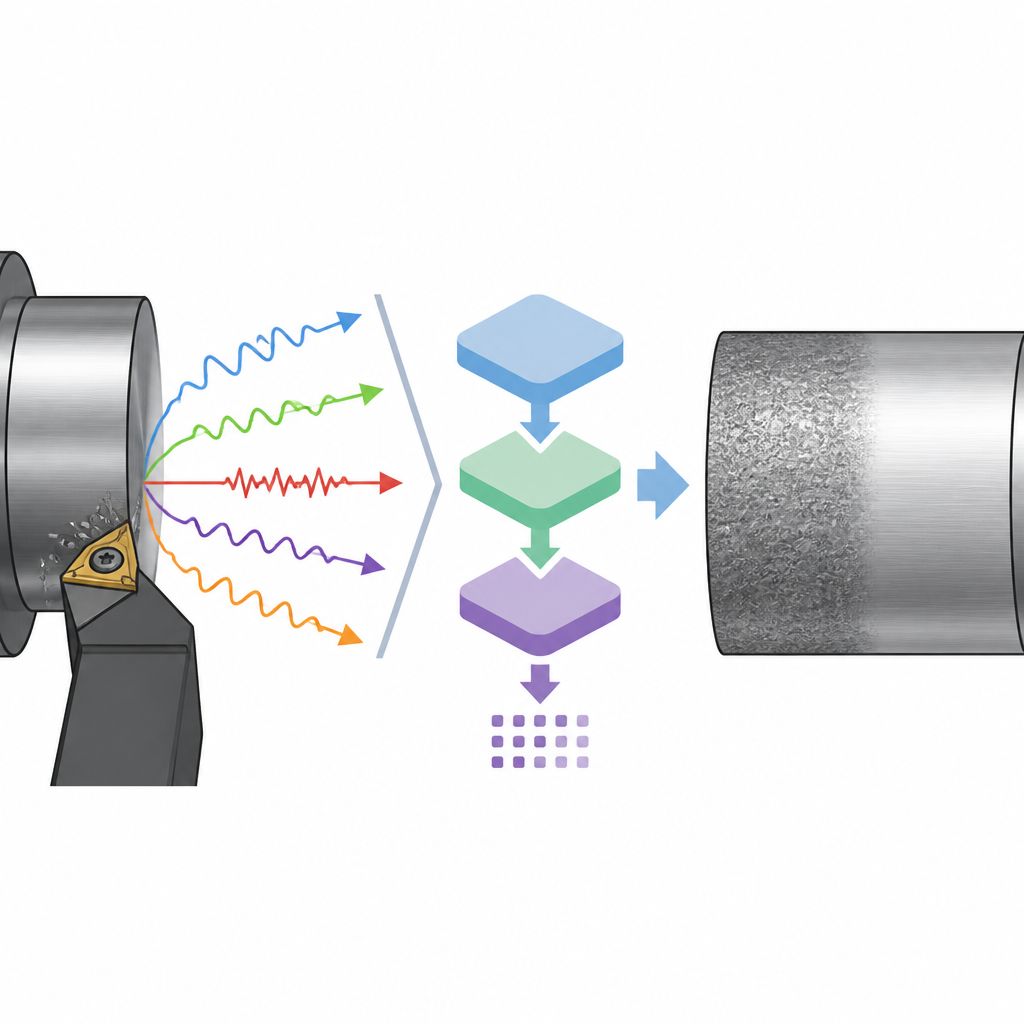
Co sygnały ujawniają o jakości powierzchni
Gdy sygnały zostały oczyszczone i zsynchronizowane, badacze podsumowali każdy z nich używając prostych statystyk, takich jak wartość średnia, rozrzut, skośność i ekstremalne wartości. Następnie sprawdzili, jak te cechy podsumowujące odnoszą się do zmierzonej chropowatości wykończonych powierzchni. Wiele z tych zależności było wyraźnie niezerowych — niektóre cechy rosły wraz ze zwiększaniem się chropowatości, inne malały. Ten wzorzec zgadza się z wcześniejszymi ustaleniami w literaturze obróbkowej i potwierdza, że sygnały z czujników niosą realną informację o jakości powierzchni, a nie są przypadkowym szumem.
Dlaczego to źródło jest przydatne dla inteligentnych fabryk
Ponieważ eksperymenty używały zwykłej, starszej tokarki i powszechnie dostępnych czujników, warsztaty, które nie mogą sobie pozwolić na nowoczesne maszyny sterowane komputerowo, wciąż mogą odtworzyć lub rozszerzyć to ustawienie. Otwarty zestaw danych, wraz z przykładowym kodem do wyrównywania i analizy sygnałów, daje badaczom solidną podstawę do trenowania modeli uczenia maszynowego, które estymują chropowatość powierzchni w trakcie skrawania. Mówiąc prosto, praca pokazuje, jak przemienić surowe drgania i siły z narzędzia skrawającego w wskazówki dotyczące tego, jak gładka będzie wykończona powierzchnia metalu, pomagając przesunąć produkcję w kierunku bardziej inteligentnych, mniej marnotrawnych procesów.
Cytowanie: Sakthivel, N.R., Harigovind, H. & Nair, B.B. A Sensor based turning dataset for data-driven surface roughness estimation. Sci Data 13, 742 (2026). https://doi.org/10.1038/s41597-026-07061-1
Słowa kluczowe: chropowatość powierzchni, toczenie Inconel-625, czujniki obróbkowe, uczenie maszynowe, inteligentna produkcja