Clear Sky Science · sv
Metningsbeteende och fullfältsrekonstruktion av restspänningar i härdad AISI 304 rostfritt stål med konturmetoden
Dolda krafter i vardagliga metalldelar
Många metalldelar vi litar på — från flygplansbultar till rör i kemiska anläggningar — kyls snabbt under tillverkning för att förbättra sin hållfasthet. Men denna snabba avkylning, eller härdning, lämnar efter sig osynliga inre krafter kallade restspänningar som antingen kan skydda en detalj eller främja spricktillväxt. Den här studien kartlägger dessa dolda spänningar i ett vanligt rostfritt stål, AISI 304, i full detalj och undersöker hur olika kylförhållanden formar dem.
Hur avkylning låser in inre tryck och drag
När en het metallcylinder sänks ner i en kylvätska kyls och krymper dess yta först medan kärnan fortfarande är het och utvidgad. Den varma insidan håller tillbaka ytan och drar ut den. Senare, när kärnan svalnar och krymper, drar den i den redan utspända ytan. Slutresultatet är ett fruset mönster: ytan hamnar i kompression (ihoprpressad), medan insidan hamnar i spänning (utdragen). Dessa självbalanserade inre krafter finns kvar även när delen ser helt stillastående ut från utsidan, och de kan starkt påverka hur länge en detalj står emot sprickbildning och utmattning i bruk.
Skära i metall för att se osynlig spänning
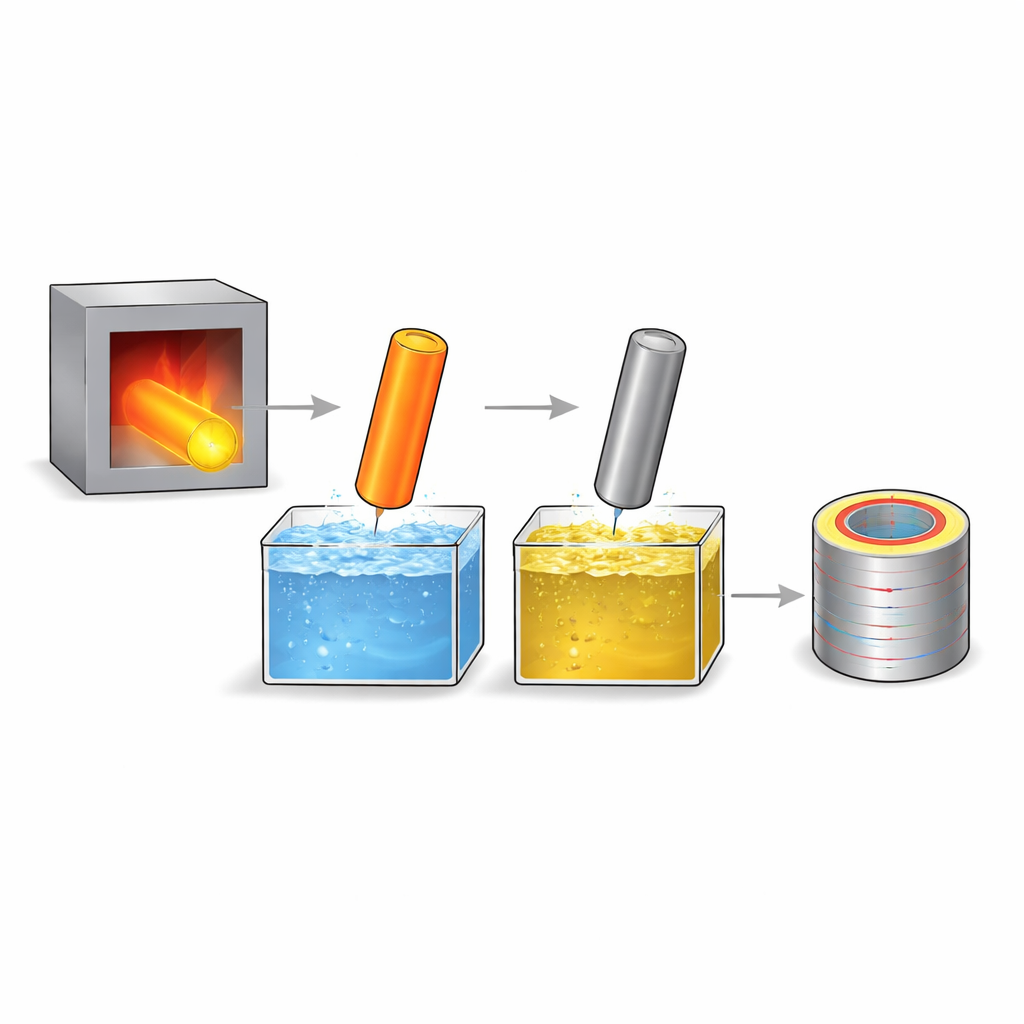
För att avslöja dessa dolda krafter använde forskarna en teknik kallad konturmetoden. De värmde först korta cylindrar av rostfritt stål till temperaturer mellan 400 °C och 1000 °C och härdade dem sedan antingen i vatten (mycket snabb avkylning) eller olja (långsammare avkylning). Efter avkylning skar de försiktigt cylindrarna på mitten längs olika plan med en fin elektroerosionswire så att själva snittet inte skulle deformera metallen. Frigörandet av de inre spänningarna vid snittet gör att de nyexponerade ytorna vrider sig med mycket små mängder. Dessa ytvinkeländringar mättes sedan med högprecisions optisk utrustning, slätsades och justerades digitalt, och matades slutligen in i en datormodell som körde deformationen baklänges för att rekonstruera de ursprungliga spänningsmönstren över hela tvärsnitten.
Jämförelse mellan snabb och långsam avkylning
Fullfältskartan visade en tydlig skillnad mellan vatten- och oljehärdning. Vattenhärdning, med sin mer våldsamma avkylning, gav mycket större tryckspänningar nära ytan och skarpare övergångar från kompression till drag mot centrum. Oljehärdning gav mildare, mer gradvisa spänningsprofiler med lägre toppvärden. I båda fallen utvecklade cylindrarna samma grundstruktur: ett kompressivt ”skal” som hjälper till att motstå sprickor vid ytan, balanserat av en dragande ”kärna” inuti. Genom att analysera både tvärsnitt och längdsnitt genom cylindern bekräftade teamet att dessa mönster var konsekventa genom hela detaljen, inte bara i ett smalt område.
När högre temperatur slutar spela roll
En viktig upptäckt var att bortom en viss starttemperatur gav en ännu högre uppvärmning före härdning ingen betydande ökning av de slutliga restspänningarna. För både vatten och olja fortsatte spänningsmönstren att förändras märkbart när härdningstemperaturen höjdes upp till cirka 700 °C. Ovanför ungefär 700–800 °C förändrades emellertid spänningsprofilernas former och storlekar mycket lite, även när starttemperaturen nådde 1000 °C. Datorsimuleringar som kopplade värmeöverföring och mekaniskt svar reproducerade detta ”metnings”beteende och stämde väl överens med de experimentella spänningskartorna, vilket bekräftar att den huvudsakliga drivkraften är hur värme avges från ytan under den mest intensiva kok- och avkylningsfasen.
Vad detta betyder för säkrare och mer hållbara delar
För detta mycket använda rostfria stål visar studien att ingenjörer kan styra restspänningar främst genom att välja kylmedium och genom att nå, men inte kraftigt överskrida, cirka 700–800 °C innan härdning. Snabbare avkylning i vatten bygger ett starkare skyddande kompressivt lager men ger också högre inre dragspänningar, medan olja ger mildare spänningar totalt sett. Eftersom dessa mönster kartlagts över hela tvärsnittet och verifierats med detaljerad simulering kan konstruktörer använda dem för att bättre förutsäga hur delar kommer att stå emot sprickbildning och utmattning i krävande tillämpningar — utan att behöva mer komplexa fasomvandlingar eller exotisk modellering för att fånga det väsentliga beteendet.
Citering: Meng, L., Khan, A.M., Shan, Y. et al. Saturation behavior and full-field reconstruction of residual stress in quenched AISI 304 stainless steel via the contour method. Sci Rep 16, 11694 (2026). https://doi.org/10.1038/s41598-026-45542-w
Nyckelord: restspänning, härdning, rostfritt stål, värmebehandling, finite element-analys