Clear Sky Science · fr
Comportement de saturation et reconstruction en champ complet des contraintes résiduelles dans l’acier inoxydable AISI 304 trempé par la méthode du contour
Forces cachées à l’intérieur des pièces métalliques courantes
De nombreuses pièces métalliques que nous utilisons—des boulons d’avion aux canalisations d’usines chimiques—sont refroidies rapidement lors de la fabrication pour améliorer leur résistance. Mais ce refroidissement rapide, ou trempe, laisse des forces internes invisibles appelées contraintes résiduelles qui peuvent soit protéger une pièce soit favoriser la propagation des fissures. Cette étude examine un acier inoxydable courant, l’AISI 304, pour cartographier ces contraintes cachées en détail et comprendre comment différentes conditions de refroidissement les façonnent.
Comment le refroidissement fige des poussées et des tirants internes
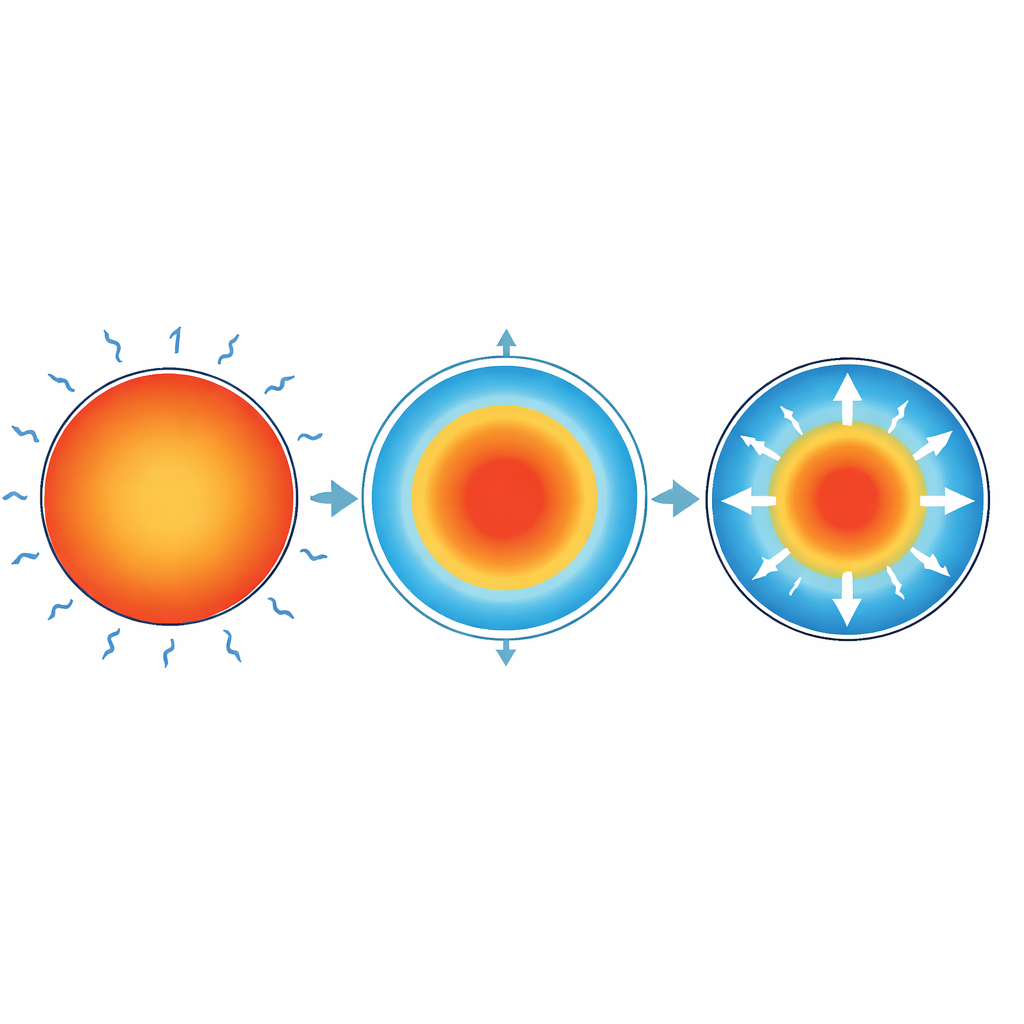
Lorsqu’un cylindre métallique chaud est plongé dans un liquide de refroidissement, sa surface se refroidit et se contracte en premier tandis que le noyau reste chaud et dilaté. L’intérieur chaud retient la surface, l’étirant. Plus tard, quand le noyau refroidit et se contracte, il tire sur la surface déjà étirée. Le résultat final est un schéma figé : la surface se retrouve en compression (comprimée), tandis que l’intérieur est en tension (tiré). Ces forces internes équilibrées existent même lorsque la pièce semble immobile de l’extérieur, et elles peuvent influencer fortement la durée de vie face à la fissuration et à la fatigue en service.
Couper le métal pour voir les contraintes invisibles
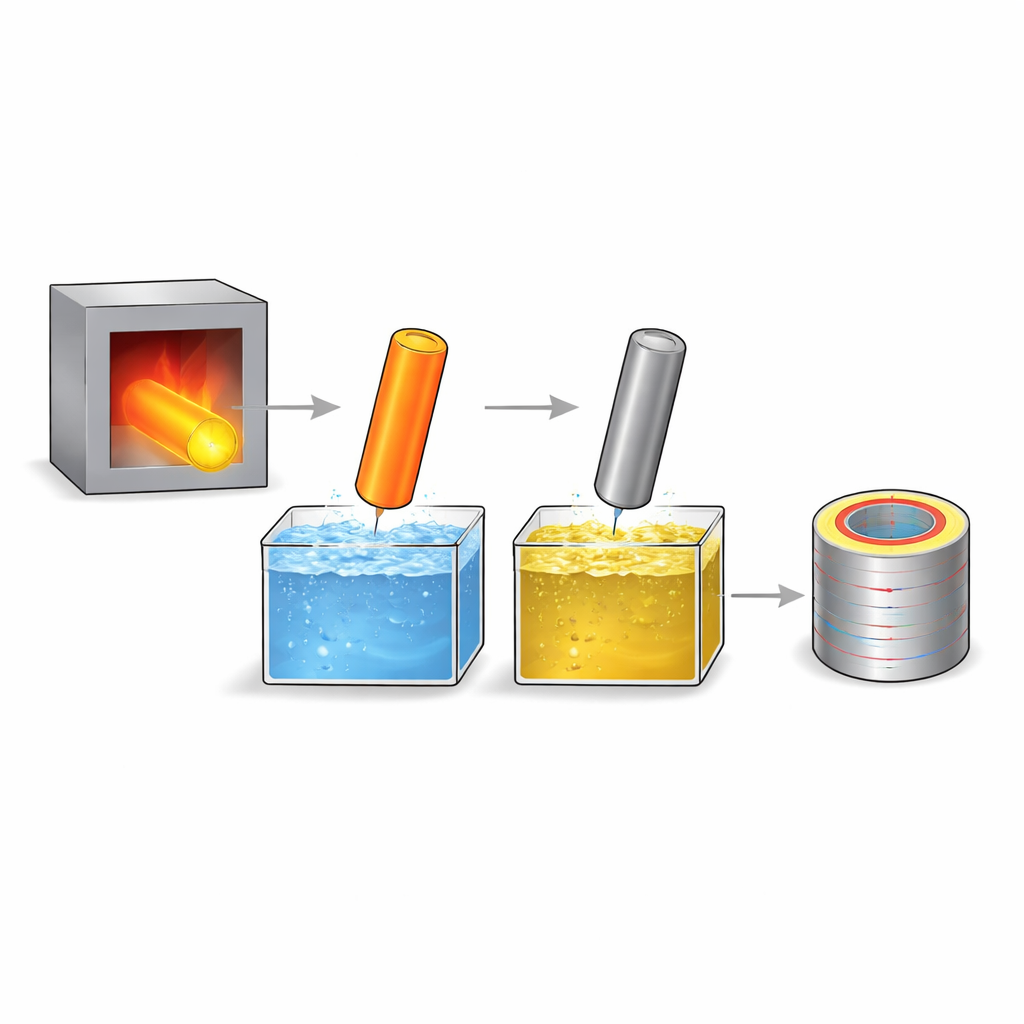
Pour révéler ces forces cachées, les chercheurs ont utilisé une technique appelée méthode du contour. Ils ont d’abord chauffé de courts cylindres en acier inoxydable à des températures comprises entre 400 °C et 1000 °C, puis les ont trempés soit dans l’eau (refroidissement très rapide) soit dans l’huile (refroidissement plus lent). Après refroidissement, ils ont soigneusement coupé les cylindres en deux selon différents plans à l’aide d’un fil à décharge électrique fin afin que la découpe elle-même n’altère pas le métal. La libération des contraintes internes lors de la coupe fait se déformer les surfaces fraîchement exposées de très petites amplitudes. Ces profils de surface ont ensuite été mesurés avec un équipement optique de haute précision, lissés et alignés numériquement, puis intégrés dans un modèle informatique qui a inversé la déformation pour reconstruire les schémas de contrainte initiaux sur des sections complètes.
Comparer refroidissement rapide et lent
Les cartes en champ complet ont montré une différence nette entre la trempe à l’eau et à l’huile. La trempe à l’eau, avec son refroidissement plus violent, a produit des contraintes de compression bien plus élevées près de la surface et des transitions plus nettes de la compression vers la tension vers le centre. La trempe à l’huile a donné des profils de contrainte plus doux et plus progressifs avec des valeurs maximales plus faibles. Dans les deux cas, les cylindres ont développé la même structure de base : une « coquille » en compression qui aide à résister à la fissuration en surface, équilibrée par un « noyau » en tension à l’intérieur. En analysant à la fois des coupes transversales et des sections le long de la longueur du cylindre, l’équipe a confirmé que ces schémas étaient cohérents dans toute la pièce, et non pas seulement dans une région étroite.
Quand une température plus élevée cesse de faire la différence
Une découverte clé est que, au-delà d’une certaine température initiale, chauffer davantage le métal avant la trempe n’augmente pas significativement les contraintes résiduelles finales. Pour l’eau comme pour l’huile, les schémas de contrainte ont continué d’évoluer notablement lorsque la température de trempe augmentait jusqu’à environ 700 °C. Au‑dessus d’environ 700–800 °C, toutefois, les formes et amplitudes des profils de contrainte ont peu changé, même lorsque la température de départ atteignait 1000 °C. Des simulations informatiques couplant transfert de chaleur et réponse mécanique ont reproduit ce comportement de « saturation » et ont bien correspondu aux cartes expérimentales de contrainte, confirmant que le facteur principal est la manière dont la chaleur quitte la surface durant la phase de bouillonnement et de refroidissement la plus intense.
Ce que cela signifie pour des pièces plus sûres et durables
Pour cet acier inoxydable largement utilisé, l’étude montre que les ingénieurs peuvent principalement ajuster les contraintes résiduelles en choisissant le milieu de refroidissement et en atteignant, sans dépasser largement, environ 700–800 °C avant la trempe. Un refroidissement plus rapide dans l’eau crée une couche protectrice en compression plus forte mais aussi une tension intérieure plus élevée, tandis que l’huile donne des contraintes plus modérées globalement. Puisque ces schémas ont été cartographiés sur l’intégralité de la section transversale et vérifiés par une simulation détaillée, les concepteurs peuvent s’en servir pour mieux prédire la résistance des pièces à la fissuration et à la fatigue dans des applications exigeantes—sans avoir besoin de changements de phase plus complexes ni de modèles exotiques pour capturer le comportement essentiel.
Citation: Meng, L., Khan, A.M., Shan, Y. et al. Saturation behavior and full-field reconstruction of residual stress in quenched AISI 304 stainless steel via the contour method. Sci Rep 16, 11694 (2026). https://doi.org/10.1038/s41598-026-45542-w
Mots-clés: contrainte résiduelle, trempe, acier inoxydable, traitement thermique, analyse par éléments finis