Clear Sky Science · ru
Поведение насыщения и полнопольная реконструкция остаточных напряжений в закалённой нержавеющей стали AISI 304 методом контура
Скрытые силы внутри повседневных металлических деталей
Многие металлические детали, на которые мы полагаемся — от болтов самолётов до трубопроводов химических заводов — быстро охлаждают в процессе изготовления, чтобы повысить их прочность. Но такое быстрое охлаждение, или закалка, оставляет внутри невидимые внутренние силы, называемые остаточными напряжениями, которые могут либо защищать деталь, либо способствовать росту трещин. В этом исследовании изучают распространённую нержавеющую сталь AISI 304, чтобы подробно картировать эти скрытые напряжения и понять, как различные условия охлаждения формируют их.
Как охлаждение «запирает» внутренние растягивающие и сжимающие усилия
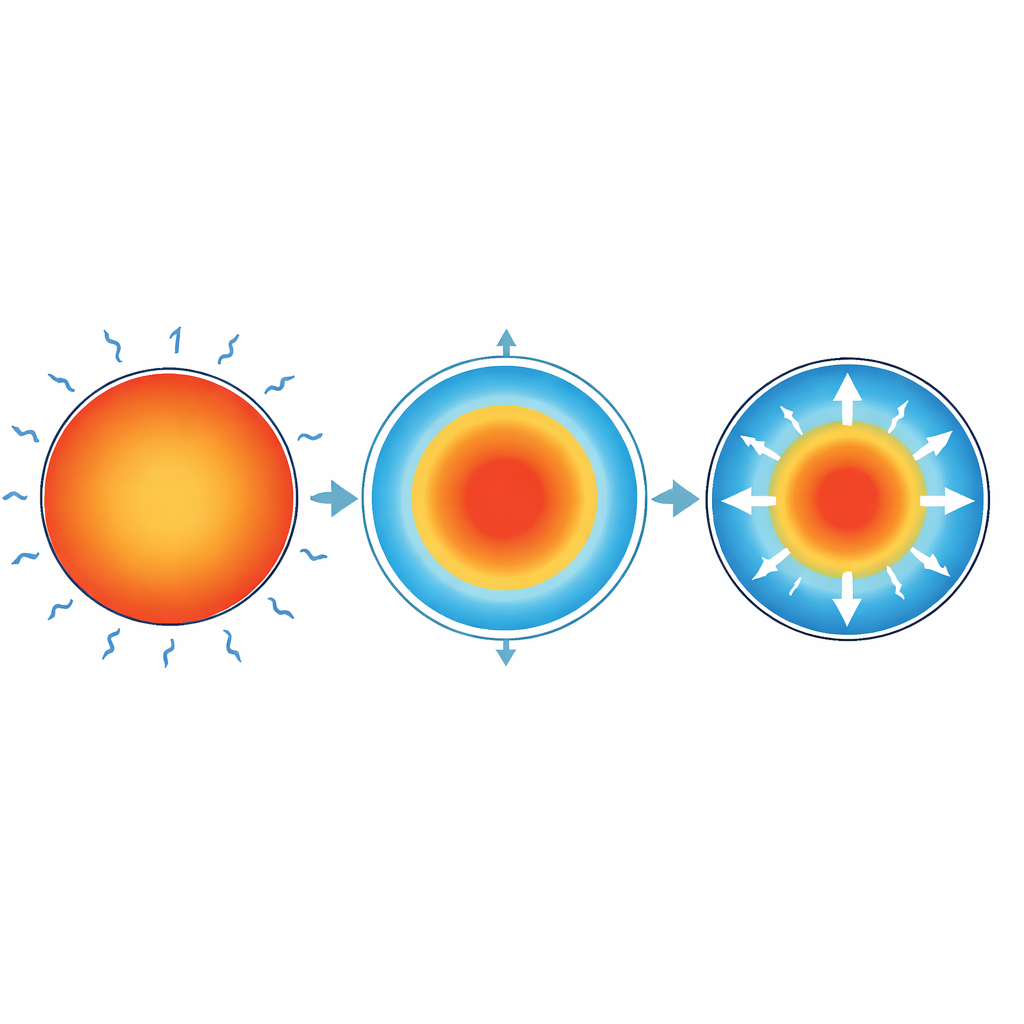
Когда горячий металлический цилиндр погружают в охлаждающую жидкость, его поверхность остывает и сжимается первой, в то время как сердцевина остаётся горячей и расширенной. Горячий слой внутри сдерживает поверхность, растягивая её. Позже, по мере остывания и сжатия сердцевины, она тянет уже растянутую поверхность. Итог — закреплённый шаблон: поверхность остаётся в состоянии сжатия, а внутренняя часть — в напряжении. Эти самокомпенсированные внутренние силы существуют даже тогда, когда деталь снаружи выглядит совершенно неподвижной, и они могут существенно влиять на долговечность детали и её сопротивление усталостному разрушению.
Разрезая металл, чтобы увидеть невидимое напряжение
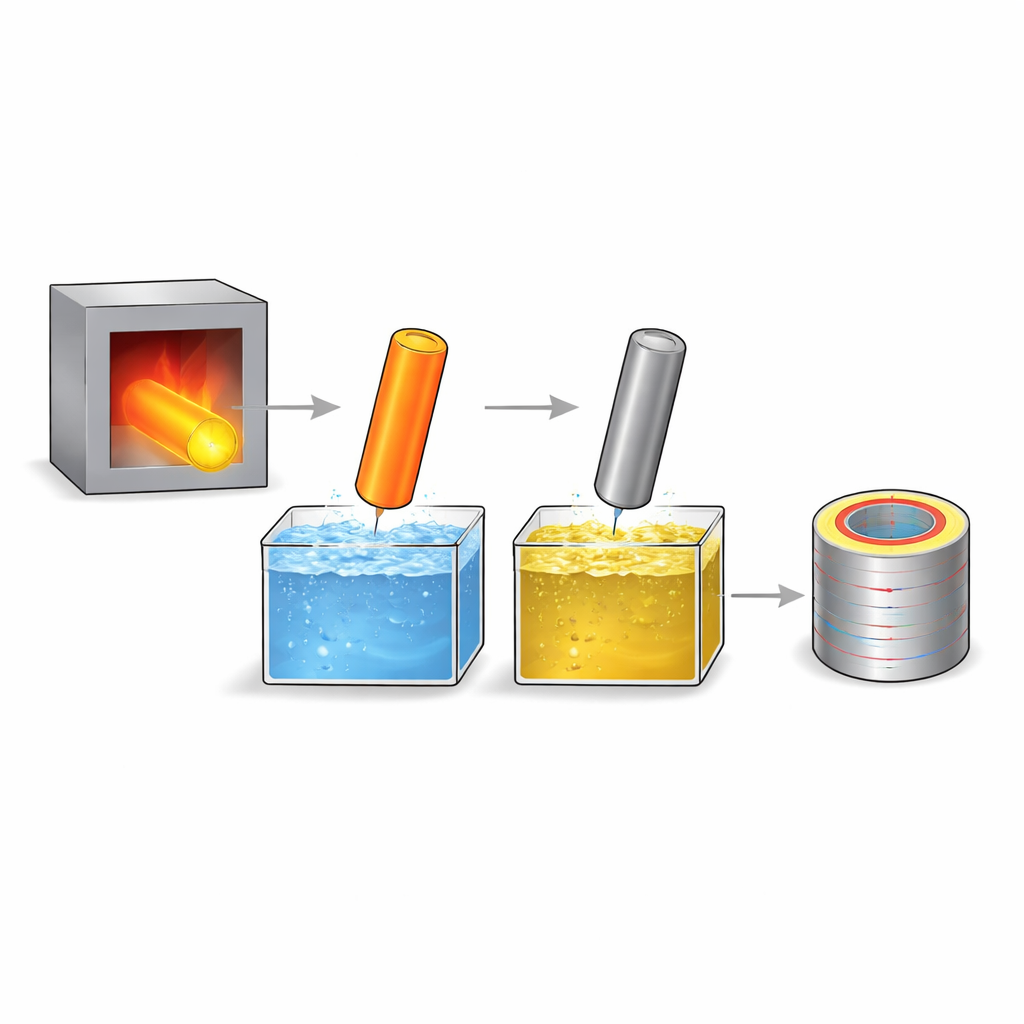
Чтобы раскрыть эти скрытые силы, исследователи применили метод контура. Сначала они нагревали короткие цилиндры из нержавеющей стали до температур от 400 °C до 1000 °C, затем закаливали их либо в воде (очень быстрое охлаждение), либо в масле (более медленное охлаждение). После охлаждения цилиндры аккуратно разрезали пополам по разным плоскостям тонкой электрически-разрядной проволокой, чтобы сам процесс резки не деформировал металл. Освобождение внутренних напряжений при резке вызывает крошечные искривления только что обнажённых поверхностей. Эти формы поверхности затем измеряли высокоточным оптическим оборудованием, цифрово сглаживали и выравнивали, а затем загружали в компьютерную модель, которая «прогоняла» деформацию в обратном направлении, восстанавливая исходные поля напряжений по полным поперечным сечениям.
Сравнение быстрого и медленного охлаждения
Полнопольные карты показали явную разницу между закалкой в воде и масле. Водяная закалка, с её более интенсивным охлаждением, дала значительно большие сжимающие напряжения у поверхности и более резкие переходы от сжатия к растяжению к центру. Масляная закалка привела к более мягким, постепенным профилям напряжений с меньшими пиковыми значениями. В обоих случаях цилиндры формировали одну и ту же базовую структуру: сжимающую «оболочку», которая помогает противостоять образованию трещин на поверхности, и уравновешивающее её растягивающее «ядро». Анализ срезов как поперёк цилиндра, так и вдоль его длины подтвердил, что эти закономерности сохраняются по всей детали, а не только в узком участке.
Когда повышение температуры перестаёт влиять
Ключевая находка — что при превышении определённой начальной температуры дальнейший разогрев перед закалкой не приводит к существенному увеличению конечных остаточных напряжений. И для воды, и для масла профили напряжений заметно менялись при повышении температуры закалки до примерно 700 °C. Однако выше примерно 700–800 °C формы и величины профилей напряжений изменялись очень слабо, даже при начальной температуре до 1000 °C. Компьютерные моделирования, связывающие теплопроводность и механический отклик, воспроизвели это поведение «насыщения» и хорошо согласовались с экспериментальными картами напряжений, что подтверждает: основной фактор — то, как тепло покидает поверхность в наиболее интенсивной фазе кипения и охлаждения.
Что это значит для более безопасных и долговечных деталей
Для этой широко используемой нержавеющей стали исследование показывает, что инженеры могут настраивать остаточные напряжения главным образом выбором охлаждающей среды и доведением материала до, но не значительным превышением, температуры около 700–800 °C перед закалкой. Быстрое охлаждение в воде формирует более прочный защитный сжимающий слой, но также создаёт более высокие внутренние растягивающие напряжения, тогда как масло даёт более мягкие напряжения в целом. Поскольку эти профили были нанесены по всему поперечному сечению и подтверждены детальным моделированием, проектировщики могут использовать их для более точного прогнозирования сопротивления деталей трещинообразованию и усталости в жёстких условиях эксплуатации — без необходимости учитывать более сложные фазовые превращения или экзотические модели, чтобы охватить основное поведение.
Цитирование: Meng, L., Khan, A.M., Shan, Y. et al. Saturation behavior and full-field reconstruction of residual stress in quenched AISI 304 stainless steel via the contour method. Sci Rep 16, 11694 (2026). https://doi.org/10.1038/s41598-026-45542-w
Ключевые слова: остаточные напряжения, закалка, нержавеющая сталь, тепловая обработка, метод конечных элементов