Clear Sky Science · pl
Zachowanie nasycenia i pełno-polowa rekonstrukcja naprężeń resztkowych w hartowanej stali nierdzewnej AISI 304 metodą konturową
Ukryte siły w codziennych elementach metalowych
Wiele metalowych elementów, na których polegamy — od śrub w samolotach po rurociągi w zakładach chemicznych — jest szybko chłodzonych podczas produkcji, aby poprawić ich wytrzymałość. Jednak to gwałtowne chłodzenie, czyli hartowanie, pozostawia wewnętrzne, niewidoczne siły zwane naprężeniami resztkowymi, które mogą albo chronić część, albo sprzyjać rozwojowi pęknięć. W tym badaniu przeanalizowano powszechną stal nierdzewną AISI 304, aby odwzorować te ukryte naprężenia w pełnym przekroju i zrozumieć, jak różne warunki chłodzenia je kształtują.
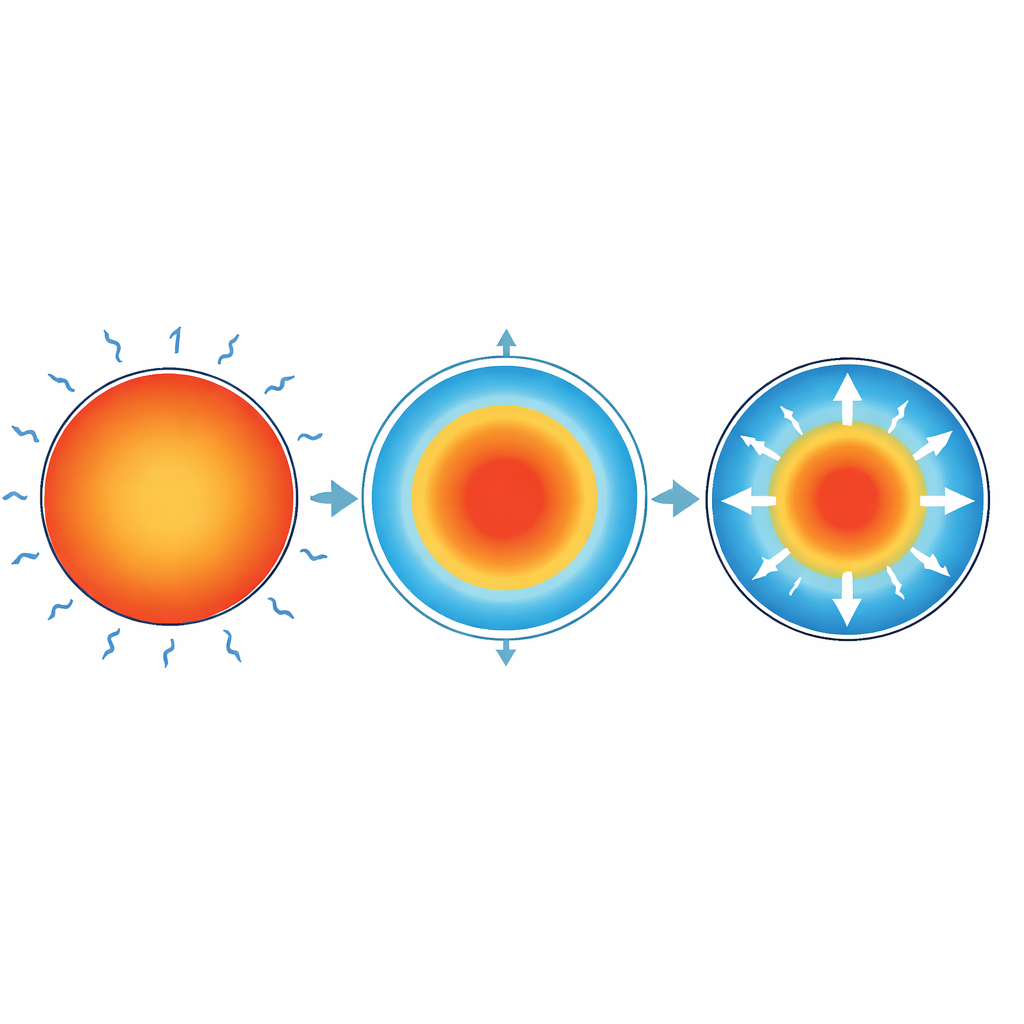
Jak chłodzenie utrwala wewnętrzne ściskanie i rozciąganie
Kiedy gorący metalowy cylinder zanurza się w płynie chłodzącym, jego powierzchnia ochładza się i kurczy szybciej, podczas gdy rdzeń pozostaje jeszcze gorący i rozszerzony. Gorące wnętrze powstrzymuje powierzchnię, rozciągając ją. Później, gdy rdzeń stygnie i kurczy się, zaczyna ciągnąć za wcześniej rozciągniętą powierzchnię. Końcowym efektem jest utrwalony wzorzec: powierzchnia pozostaje w stanie ściskania (ściśnięta), podczas gdy wnętrze pozostaje w stanie rozciągania (naciągnięte). Te samobalansujące się wewnętrzne siły istnieją nawet gdy część z zewnątrz wydaje się nieruchoma i mogą silnie wpływać na odporność elementu na pękanie i zmęczenie w warunkach eksploatacji.
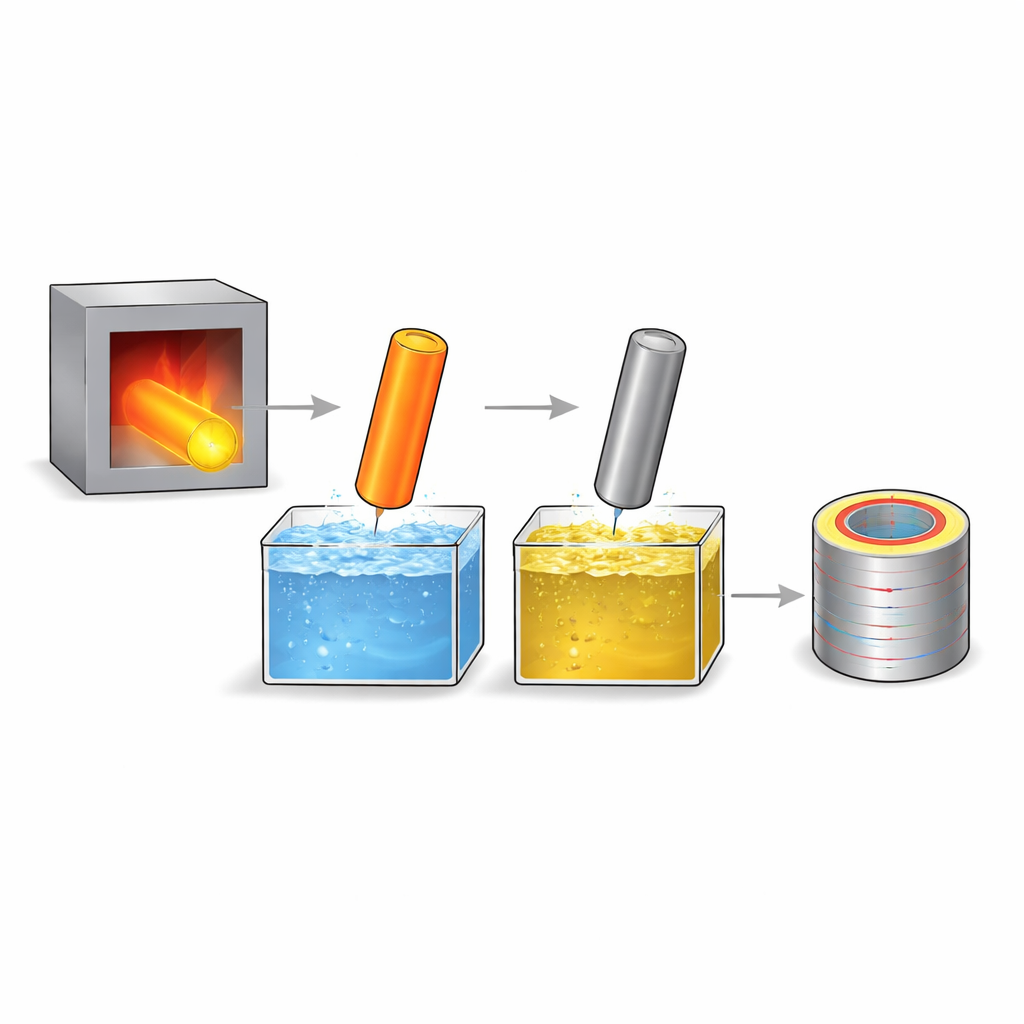
Cięcie metalu, by zobaczyć niewidoczne naprężenia
Aby odsłonić te ukryte siły, badacze zastosowali technikę zwaną metodą konturową. Najpierw podgrzewali krótkie cylindry ze stali nierdzewnej do temperatur w zakresie od 400 °C do 1000 °C, a następnie hartowali je w wodzie (bardzo szybkie chłodzenie) lub oleju (wolniejsze chłodzenie). Po ostygnięciu ostrożnie przecinali cylindry na pół wzdłuż różnych płaszczyzn, używając cienkiego przewodnika do erozyjnego cięcia drutowego, tak aby samo cięcie nie zniekształciło metalu. Uwolnienie naprężeń podczas cięcia powoduje, że świeżo odsłonięte powierzchnie odkształcają się o bardzo małe wartości. Kształty tych powierzchni zmierzono następnie wysokoprecyzyjnymi przyrządami optycznymi, poddano wygładzeniu i cyfrowemu wyrównaniu, a następnie wprowadzono do modelu komputerowego, który odtwarzał deformację wstecz, rekonstruując pierwotne pola naprężeń w całych przekrojach.
Porównanie szybkiego i wolnego chłodzenia
Mapy pełno-polowe wykazały wyraźną różnicę między hartowaniem w wodzie a w oleju. Hartowanie wodne, ze swoim gwałtowniejszym odprowadzaniem ciepła, wytworzyło znacznie większe naprężenia ściskające w pobliżu powierzchni oraz ostrzejsze przejścia od ściskania do rozciągania w kierunku środka. Hartowanie olejowe prowadziło do łagodniejszych, bardziej stopniowych profili naprężeń o niższych wartościach szczytowych. W obu przypadkach cylindry rozwijały tę samą podstawową strukturę: kompresyjną „powłokę”, która pomaga opierać się pękaniu na powierzchni, zrównoważoną przez rozciągający „rdzeń” wewnątrz. Analizując zarówno przekroje poprzeczne cylindra, jak i wzdłuż jego długości, zespół potwierdził, że te wzorce są spójne w całej części, a nie tylko w wąskim obszarze.
Kiedy wyższa temperatura przestaje mieć znaczenie
Kluczowym odkryciem było to, że po przekroczeniu pewnej temperatury początkowej dalsze podnoszenie temperatury przed hartowaniem nie zwiększa istotnie ostatecznych naprężeń resztkowych. Zarówno dla wody, jak i dla oleju, wzory naprężeń zmieniały się wyraźnie w miarę zwiększania temperatury hartowania aż do około 700 °C. Powyżej mniej więcej 700–800 °C jednak kształty i wielkości profili naprężeń zmieniały się bardzo nieznacznie, nawet gdy temperatura początkowa sięgała 1000 °C. Symulacje komputerowe sprzężonego przepływu ciepła i reakcji mechanicznej odtworzyły to zachowanie „nasycenia” i dobrze dopasowały się do eksperymentalnych map naprężeń, potwierdzając, że głównym czynnikiem jest sposób, w jaki ciepło opuszcza powierzchnię podczas najbardziej intensywnego etapu wrzenia i chłodzenia.
Co to oznacza dla bezpieczniejszych, dłużej trwałych części
Dla tej szeroko stosowanej stali nierdzewnej badanie pokazuje, że inżynierowie mogą regulować naprężenia resztkowe przede wszystkim wybierając medium chłodzące i osiągając, ale nie znacznie przekraczając, około 700–800 °C przed hartowaniem. Szybsze chłodzenie w wodzie buduje silniejszą ochronną warstwę ściskającą, ale także wyższe naprężenia rozciągające wewnątrz, podczas gdy olej daje łagodniejsze naprężenia ogólnie. Ponieważ te wzorce zostały odwzorowane w całym przekroju i zweryfikowane szczegółowymi symulacjami, projektanci mogą wykorzystać je do lepszego przewidywania, jak części będą opierać się pękaniu i zmęczeniu w wymagających zastosowaniach — bez potrzeby stosowania bardziej złożonych zmian fazowych czy egzotycznych modeli, by uchwycić istotne zachowanie.
Cytowanie: Meng, L., Khan, A.M., Shan, Y. et al. Saturation behavior and full-field reconstruction of residual stress in quenched AISI 304 stainless steel via the contour method. Sci Rep 16, 11694 (2026). https://doi.org/10.1038/s41598-026-45542-w
Słowa kluczowe: naprężenia resztkowe, hartowanie, stal nierdzewna, obróbka cieplna, analiza metodą elementów skończonych