Clear Sky Science · es
Comportamiento de saturación y reconstrucción campo-completo del esfuerzo residual en acero inoxidable AISI 304 templado mediante el método del contorno
Fuerzas ocultas dentro de piezas metálicas comunes
Muchas piezas metálicas en las que confiamos —desde pernos de avión hasta tuberías en plantas químicas— se enfrían rápidamente durante la fabricación para mejorar su resistencia. Pero este enfriamiento rápido, o temple, deja fuerzas internas invisibles llamadas esfuerzos residuales que pueden proteger una pieza o favorecer el crecimiento de grietas. Este estudio examina el acero inoxidable común AISI 304 para cartografiar esos esfuerzos ocultos en detalle y entender cómo distintas condiciones de enfriamiento los configuran.
Cómo el enfriamiento bloquea empujes y tirones internos
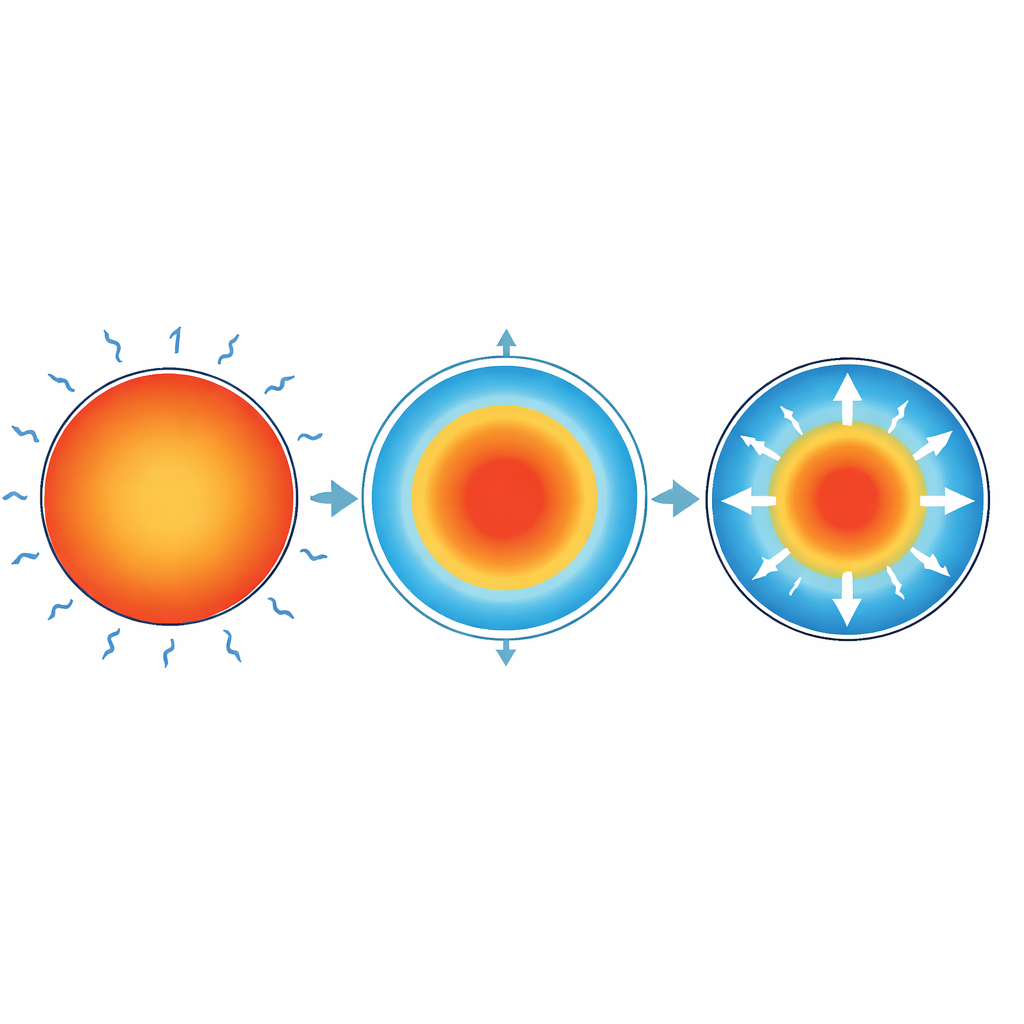
Cuando un cilindro metálico caliente se sumerge en un líquido refrigerante, su superficie se enfría y encoge primero mientras el núcleo sigue caliente y dilatado. El interior caliente retiene la superficie, estirándola. Más tarde, cuando el núcleo se enfría y contrae, tira de la superficie ya estirada. El resultado final es un patrón congelado: la superficie queda en estado de compresión (apretada), mientras que el interior queda en tensión (tirado). Estas fuerzas internas autocontenidas existen incluso cuando la pieza parece perfectamente inmóvil desde el exterior, y pueden influir notablemente en la resistencia de la pieza frente a la fisuración y la fatiga durante el servicio.
Cortar el metal para ver esfuerzos invisibles
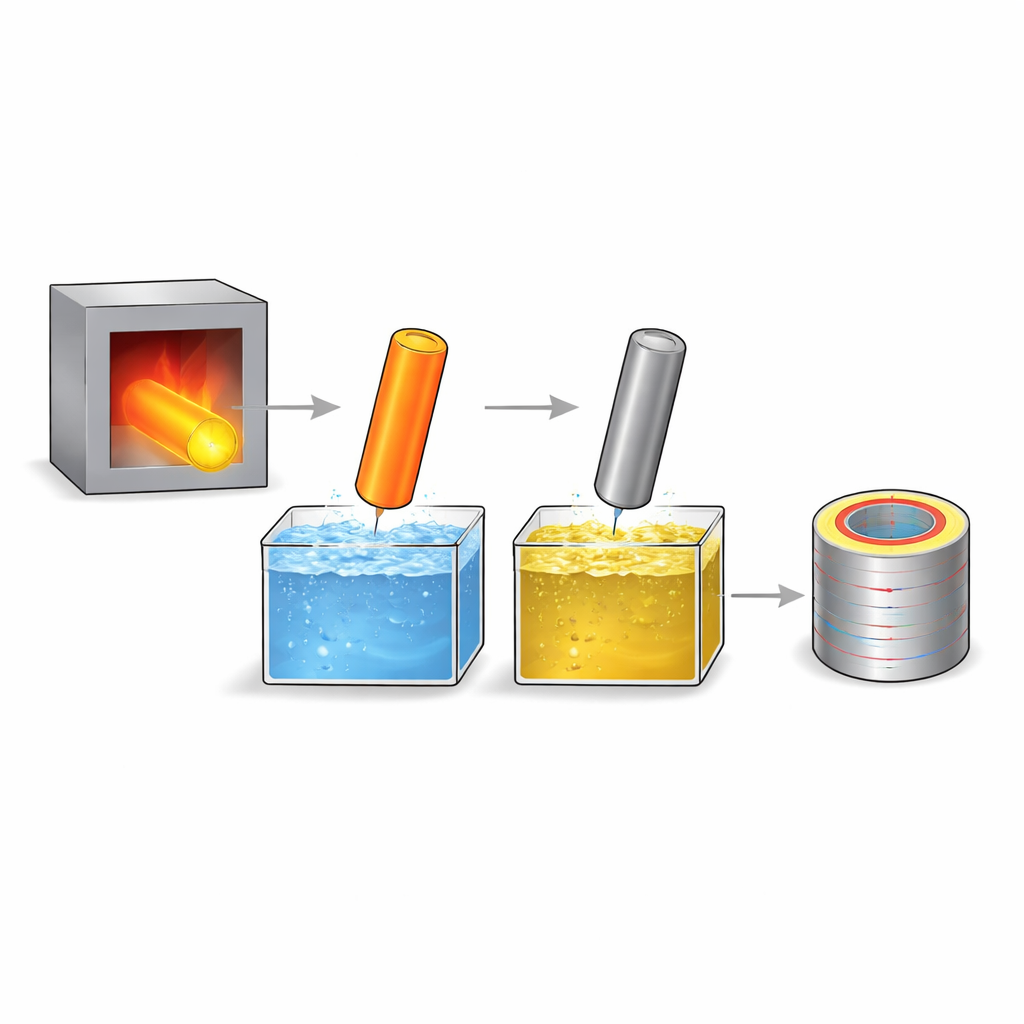
Para revelar estas fuerzas ocultas, los investigadores emplearon una técnica llamada método del contorno. Primero calentaron cilindros cortos de acero inoxidable a temperaturas entre 400 °C y 1000 °C y luego los templaron en agua (enfriamiento muy rápido) u óleo (enfriamiento más lento). Tras el enfriamiento, cortaron cuidadosamente los cilindros por la mitad en distintos planos usando un hilo de descarga eléctrica fino, de modo que el corte en sí no deformara el metal. Al liberar el esfuerzo interno durante el corte, las superficies recién expuestas se deforman en pequeñas cantidades. Estas formas de superficie se midieron con equipos ópticos de alta precisión, se suavizaron y alinearon digitalmente y, finalmente, se introdujeron en un modelo computacional que ejecutó la deformación a la inversa para reconstruir los patrones originales de esfuerzo en secciones transversales completas.
Comparando enfriamiento rápido y lento
Los mapas campo-completo mostraron una diferencia clara entre temple en agua y en óleo. El temple en agua, con su enfriamiento más violento, produjo esfuerzos compresivos mucho mayores cerca de la superficie y cambios más bruscos de compresión a tensión hacia el centro. El temple en óleo condujo a perfiles de esfuerzo más suaves y graduales con valores pico inferiores. En ambos casos, los cilindros desarrollaron la misma estructura básica: una “capa” compresiva que ayuda a resistir la fisuración en la superficie, equilibrada por un “núcleo” en tensión en el interior. Al analizar cortes transversales y a lo largo de la longitud del cilindro, el equipo confirmó que estos patrones eran consistentes en toda la pieza, no solo en una región estrecha.
Cuando calentar más deja de importar
Un hallazgo clave fue que, más allá de cierta temperatura inicial, calentar el metal aún más antes del temple no aumentó significativamente los esfuerzos residuales finales. Tanto para agua como para óleo, los patrones de esfuerzo siguieron cambiando de forma notable al elevar la temperatura de temple hasta aproximadamente 700 °C. Por encima de unos 700–800 °C, sin embargo, las formas y magnitudes de los perfiles de esfuerzo cambiaron muy poco, incluso cuando la temperatura inicial alcanzó 1000 °C. Simulaciones por ordenador que acoplaron el flujo de calor y la respuesta mecánica reprodujeron este comportamiento de “saturación” y coincidieron estrechamente con los mapas experimentales de esfuerzo, confirmando que el factor principal es cómo se evacua el calor de la superficie durante la etapa de ebullición y enfriamiento más intensa.
Qué significa esto para piezas más seguras y duraderas
Para este acero inoxidable de uso generalizado, el estudio muestra que los ingenieros pueden ajustar los esfuerzos residuales principalmente eligiendo el medio de enfriamiento y alcanzando, pero no excediendo en gran medida, unos 700–800 °C antes del temple. El enfriamiento más rápido en agua genera una capa compresiva protectora más intensa pero también mayor tensión interior, mientras que el óleo produce esfuerzos más moderados en general. Dado que estos patrones se cartografiaron a través de toda la sección transversal y se verificaron con simulaciones detalladas, los diseñadores pueden usarlos para predecir mejor cómo las piezas resistirán la fisuración y la fatiga en aplicaciones exigentes, sin necesidad de recurrir a cambios de fase complejos ni a modelos exóticos para captar el comportamiento esencial.
Cita: Meng, L., Khan, A.M., Shan, Y. et al. Saturation behavior and full-field reconstruction of residual stress in quenched AISI 304 stainless steel via the contour method. Sci Rep 16, 11694 (2026). https://doi.org/10.1038/s41598-026-45542-w
Palabras clave: esfuerzo residual, templado, acero inoxidable, tratamiento térmico, análisis por elementos finitos