Clear Sky Science · it
Comportamento di saturazione e ricostruzione a campo pieno dello sforzo residuo nell'acciaio inossidabile AISI 304 temprato tramite il metodo del contorno
Forze nascoste all'interno delle parti metalliche di uso quotidiano
Molte parti metalliche su cui facciamo affidamento — dalle viti degli aeroplani alle tubazioni degli impianti chimici — vengono raffreddate rapidamente durante la fabbricazione per aumentarne la resistenza. Ma questo rapido raffreddamento, o tempra, lascia forze interne invisibili chiamate sforzi residui che possono sia proteggere un componente sia favorire la propagazione di crepe. Questo studio esamina l'AISI 304, un comune acciaio inossidabile, per mappare quei sforzi nascosti in dettaglio e capire come diverse condizioni di raffreddamento li modellano.
Come il raffreddamento blocca spinte e trazioni interne
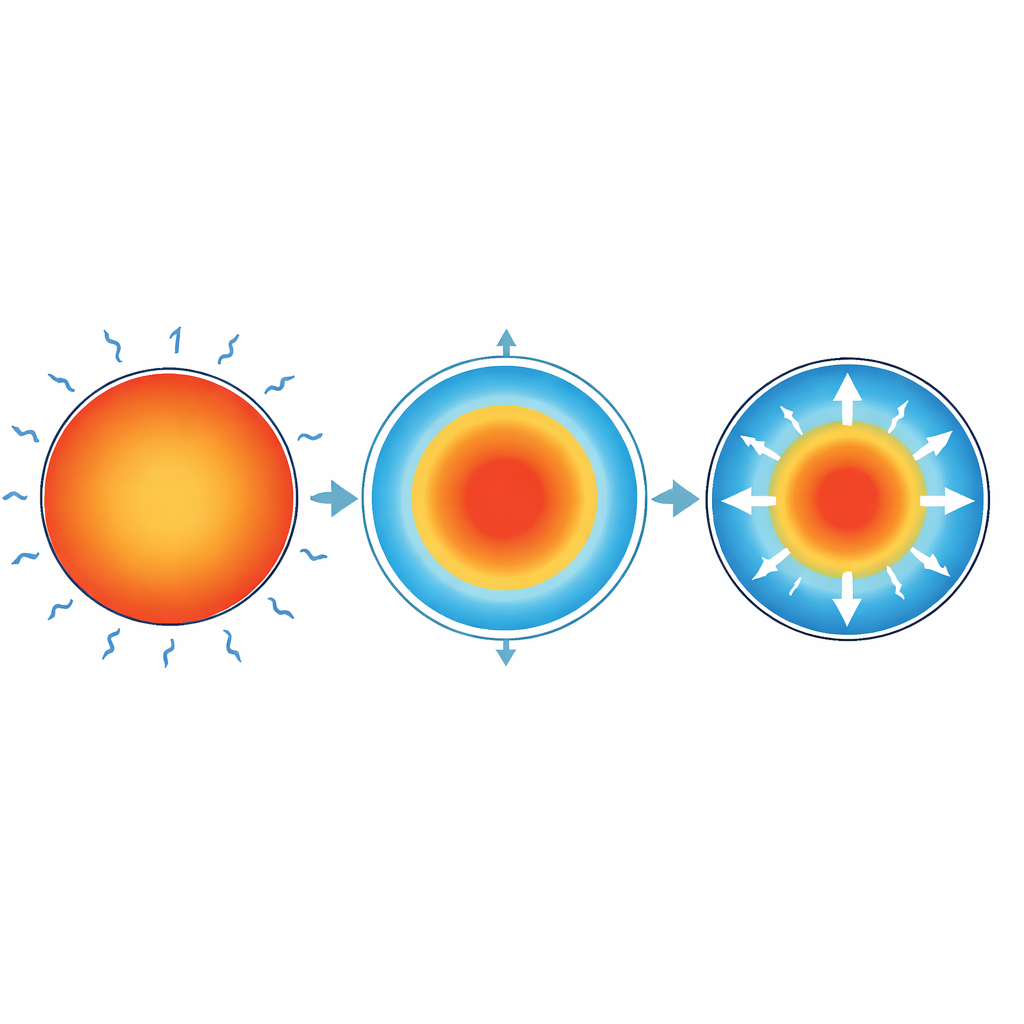
Quando un cilindro metallico caldo viene immerso in un liquido refrigerante, la superficie si raffredda e si contrae per prima mentre il nucleo è ancora caldo ed espanso. L'interno caldo trattiene la superficie, allungandola. Più tardi, quando il nucleo si raffredda e si contrae, tira la superficie già tesa. Il risultato finale è un pattern congelato: la superficie rimane in uno stato di compressione (schiacciata), mentre l'interno è in trazione (tiral). Queste forze interne autobilanciate esistono anche quando il pezzo sembra perfettamente fermo dall'esterno e possono influire fortemente sulla resistenza del componente a rottura e fatica durante l'uso.
Tagliare il metallo per vedere lo sforzo invisibile
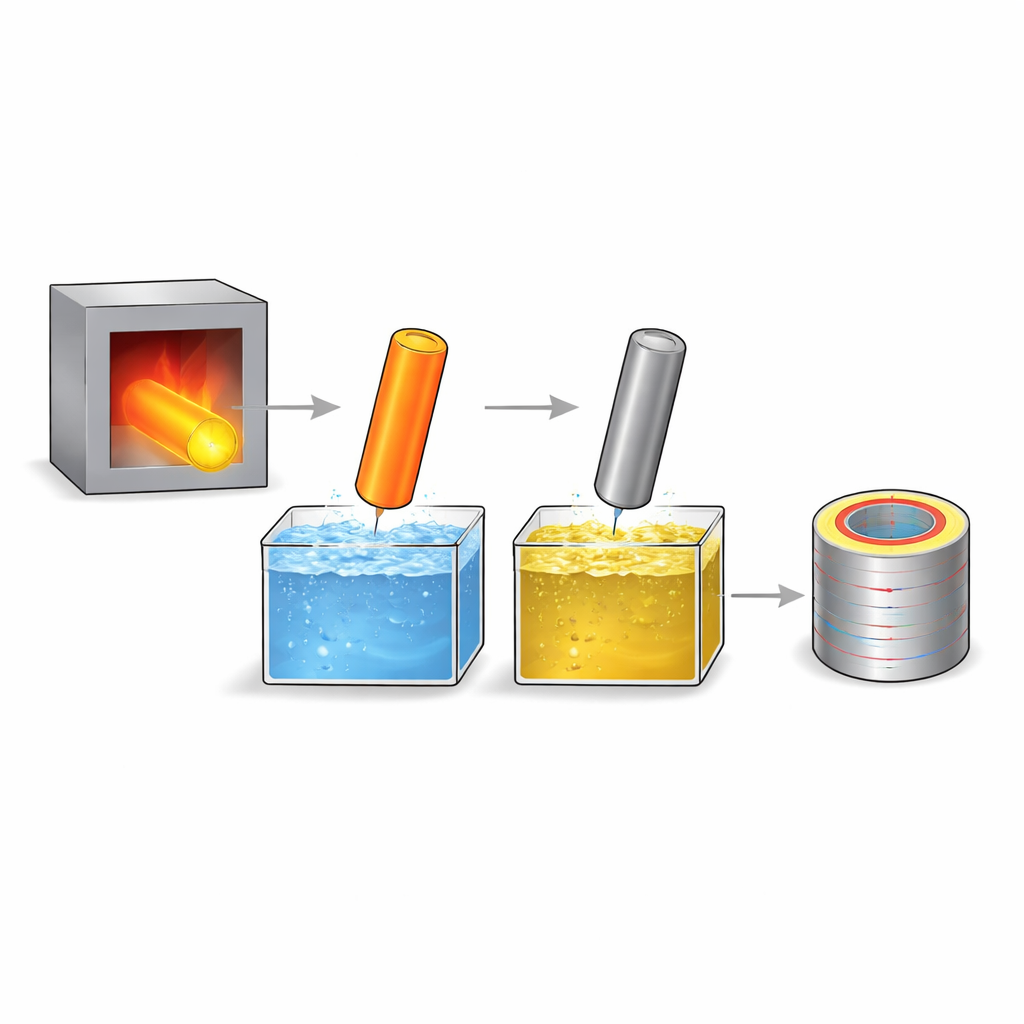
Per rivelare queste forze nascoste, i ricercatori hanno usato una tecnica chiamata metodo del contorno. Hanno prima riscaldato cilindri corti di acciaio inossidabile a temperature comprese tra 400 °C e 1000 °C e poi li hanno temprati in acqua (raffreddamento molto rapido) o in olio (raffreddamento più lento). Dopo il raffreddamento, hanno tagliato con cura i cilindri a metà lungo diversi piani usando un filo a scarica elettrica fine in modo che il taglio stesso non deformasse il metallo. Il rilascio degli sforzi interni durante il taglio fa deformare leggermente le superfici appena esposte. Queste forme superficiali sono state poi misurate con strumenti ottici ad alta precisione, smussate e allineate digitalmente e infine inserite in un modello numerico che ha fatto procedere al contrario la deformazione per ricostruire i pattern di sforzo originali sull'intera sezione trasversale.
Confronto tra raffreddamento rapido e lento
Le mappe a campo pieno hanno mostrato una differenza netta tra tempra in acqua e in olio. La tempra in acqua, con il suo raffreddamento più violento, ha prodotto sforzi compressivi molto maggiori vicino alla superficie e transizioni più brusche da compressione a trazione verso il centro. La tempra in olio ha portato a profili di sforzo più dolci e graduali con valori di picco inferiori. In entrambi i casi, i cilindri hanno sviluppato la stessa struttura di base: un “guscio” di compressione che aiuta a resistere alla criccatura superficiale, bilanciato da un “nucleo” in trazione all'interno. Analizzando sia le sezioni trasversali sia i campioni lungo la lunghezza del cilindro, il team ha confermato che questi schemi erano coerenti in tutto il pezzo, non solo in una zona ristretta.
Quando temperature più alte smettono di fare la differenza
Una scoperta chiave è stata che oltre una certa temperatura iniziale, riscaldare ulteriormente il metallo prima della tempra non aumentava in modo significativo gli sforzi residui finali. Per entrambi i mezzi di tempra, i pattern di sforzo sono cambiati in modo evidente all'aumentare della temperatura di tempra fino a circa 700 °C. Sopra circa 700–800 °C, tuttavia, le forme e le intensità dei profili di sforzo variavano molto poco, anche raggiungendo i 1000 °C di partenza. Le simulazioni numeriche che accoppiavano il flusso termico e la risposta meccanica hanno riprodotto questo comportamento di “saturazione” e hanno corrisposto da vicino alle mappe sperimentali, confermando che il fattore principale è come il calore lascia la superficie durante la fase di ebollizione e raffreddamento più intensa.
Cosa significa per componenti più sicuri e duraturi
Per questo acciaio inossidabile di largo impiego, lo studio mostra che gli ingegneri possono modulare gli sforzi residui scegliendo principalmente il mezzo di raffreddamento e raggiungendo, ma non superando di molto, circa 700–800 °C prima della tempra. Un raffreddamento più rapido in acqua crea uno strato compressivo protettivo più marcato ma anche una tensione interna maggiore, mentre l'olio produce sforzi complessivi più contenuti. Poiché questi pattern sono stati mappati sull'intera sezione trasversale e verificati con simulazioni dettagliate, i progettisti possono usarli per prevedere meglio come i componenti resisteranno alla criccatura e alla fatica in applicazioni impegnative — senza necessità di cambiamenti di fase complessi o modelli esotici per catturare il comportamento essenziale.
Citazione: Meng, L., Khan, A.M., Shan, Y. et al. Saturation behavior and full-field reconstruction of residual stress in quenched AISI 304 stainless steel via the contour method. Sci Rep 16, 11694 (2026). https://doi.org/10.1038/s41598-026-45542-w
Parole chiave: sforzo residuo, tempra, acciaio inossidabile, trattamento termico, analisi agli elementi finiti