Clear Sky Science · zh
基于SR-MLP的多参数耦合下空心阴极真空弧钎焊阳极温度稳定性分析
保持高科技焊接的可控性
现代航空发动机及其他要求苛刻的机械设备依赖超精密的金属接头,这些接头必须能承受极高的温度和应力。空心阴极真空弧钎焊是一种很有前景的制备这些接头的方法,它利用聚焦电弧熔化薄层填充金属,而不会损伤周围零件。但如果阳极金属表面的热点受热不均或温度波动,接头可能会变弱,甚至导致基体局部熔化。本文研究如何使阳极温度保持稳定且可预测,为更智能、更可靠的焊接系统铺平道路。
这种特殊焊接方法如何工作
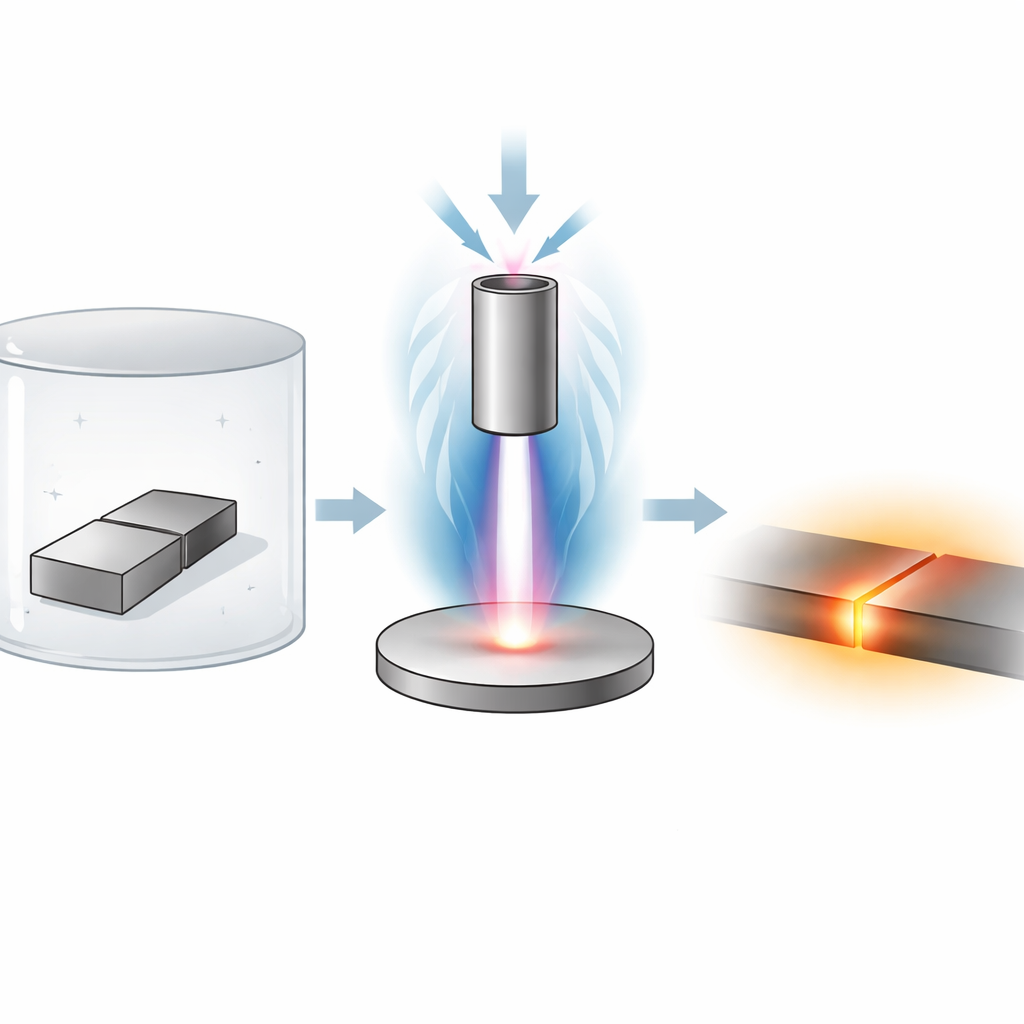
在空心阴极真空弧钎焊中,两块金属件放置在真空腔内。一块连接到电源的正极(阳极),而与负极相连的管状电极(空心阴极)引入惰性氩气流。施加电压并在低压下,管内气体成为发光等离子体。电子从阴极通过该等离子体迅速冲向阳极并撞击阳极,在接头处形成非常局部的高温区。钎料在该区熔化并将零件连接在一起,而不会使周围区域过热。
温度稳定性为何重要
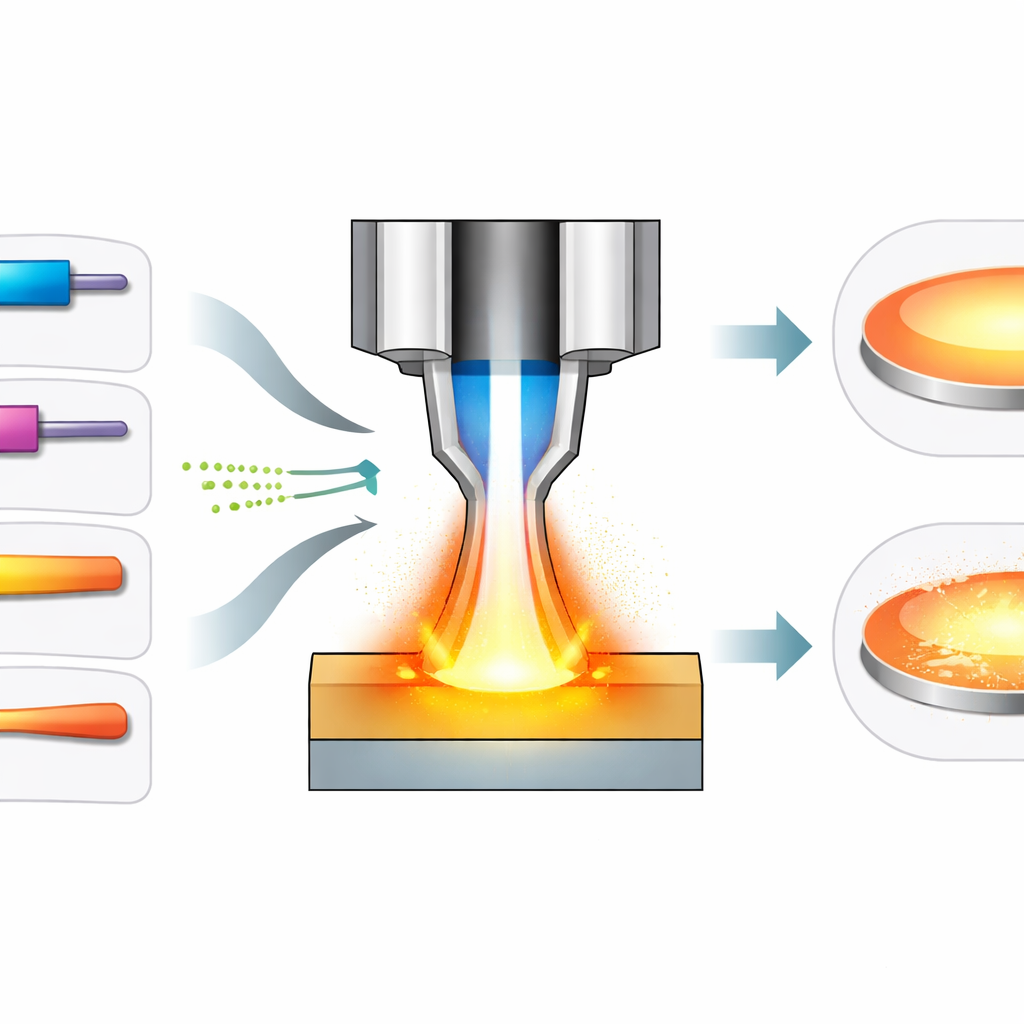
要获得强且可重复的接头,阳极表面必须足够热以熔化钎料,但又不能过热以致基体自身开始熔化或侵蚀。实际上,若干工艺参数会扰乱这一微妙平衡:电极间距、阴极管半径、氩气流量和电流大小。改变任何一项都会改变等离子体携带的能量及其在阳极上的着点。迄今为止,大多数研究只关注孤立的温度或简单平均值,这使得难以预测这些旋钮如何相互作用,或难以设计能保持热点稳定的自动控制系统。
对复杂热点的建模
作者构建了一个详细的计算模型,将等离子体、气体流动和传热视为耦合系统。不同于将一切视为单一热态的简化方法,该双温模型分别跟踪电子与较重粒子的温度,更真实地捕捉了电弧行为。在此框架下,他们用仿真软件测试了在改变各工艺参数时阳极温度分布的响应。结果显示明确趋势:增大氩气流量和电流趋于升高阳极温度,而增大间距与阴极半径则倾向于降低温度。同样重要的是,他们观察到温度如何从阳极中心向外扩散,形成逐渐向边缘冷却的高温核心。
将仿真转化为实用规则
为量化“温度稳定”究竟意味着什么,团队提出了一个新的稳定性指标。该指标结合了两方面:处于有效钎焊温度范围的阳极表面积占比,以及表面温度变化的平缓程度。宽而均匀的高温区得分高于狭窄而尖锐的峰值。基于数百个仿真案例,他们训练了一个神经网络来学习四项工艺参数与该稳定性指标之间的关系。为了避免仅得到纯黑箱预测,他们将神经网络与符号回归结合,符号回归是一种寻找与学习行为相匹配的简明公式的技术。其结果是一个紧凑方程,将稳定性表示为间距、管半径、气流和电流的幂律函数。
从数学公式到工厂车间
最后,作者在实验性空心阴极钎焊平台上将其公式与真实焊接条件进行了验证。他们将十组实际工艺参数输入描述性模型,并将其预测的稳定性值与详细仿真结果进行比较。误差很小,仅为百分之几——在工业闭环控制通常接受的公差范围内。通俗地说,这项工作把复杂的等离子体焊接过程转化为可操作的经验法则,可指导气流、电流和几何参数的自动调节,从而更容易保持阳极热点宽广、均匀并恰到好处地高温,提升航空航天及其他先进技术中高性能钎接接头的可靠性。
引用: Lu, J., Wang, Z., Xie, M. et al. Analysis of anode temperature stability in hollow cathode vacuum arc brazing under multi-parameter coupling based on SR-MLP. Sci Rep 16, 14580 (2026). https://doi.org/10.1038/s41598-026-45176-y
关键词: 真空弧钎焊, 空心阴极等离子体, 温度稳定性, 焊接工艺控制, 符号回归模型