Clear Sky Science · en
Analysis of anode temperature stability in hollow cathode vacuum arc brazing under multi-parameter coupling based on SR-MLP
Keeping High-Tech Welds Under Control
Modern aircraft engines and other demanding machines rely on ultra-precise metal joints that must survive intense heat and stress. One promising way to make these joints is hollow cathode vacuum arc brazing, which uses a focused electrical arc to melt a thin filler metal without damaging the surrounding parts. But if the hot spot on the metal anode heats unevenly or fluctuates, joints can weaken or even partially melt the base material. This paper explores how to keep that anode temperature stable and predictable, paving the way for smarter, more reliable welding systems.
How This Special Kind of Welding Works
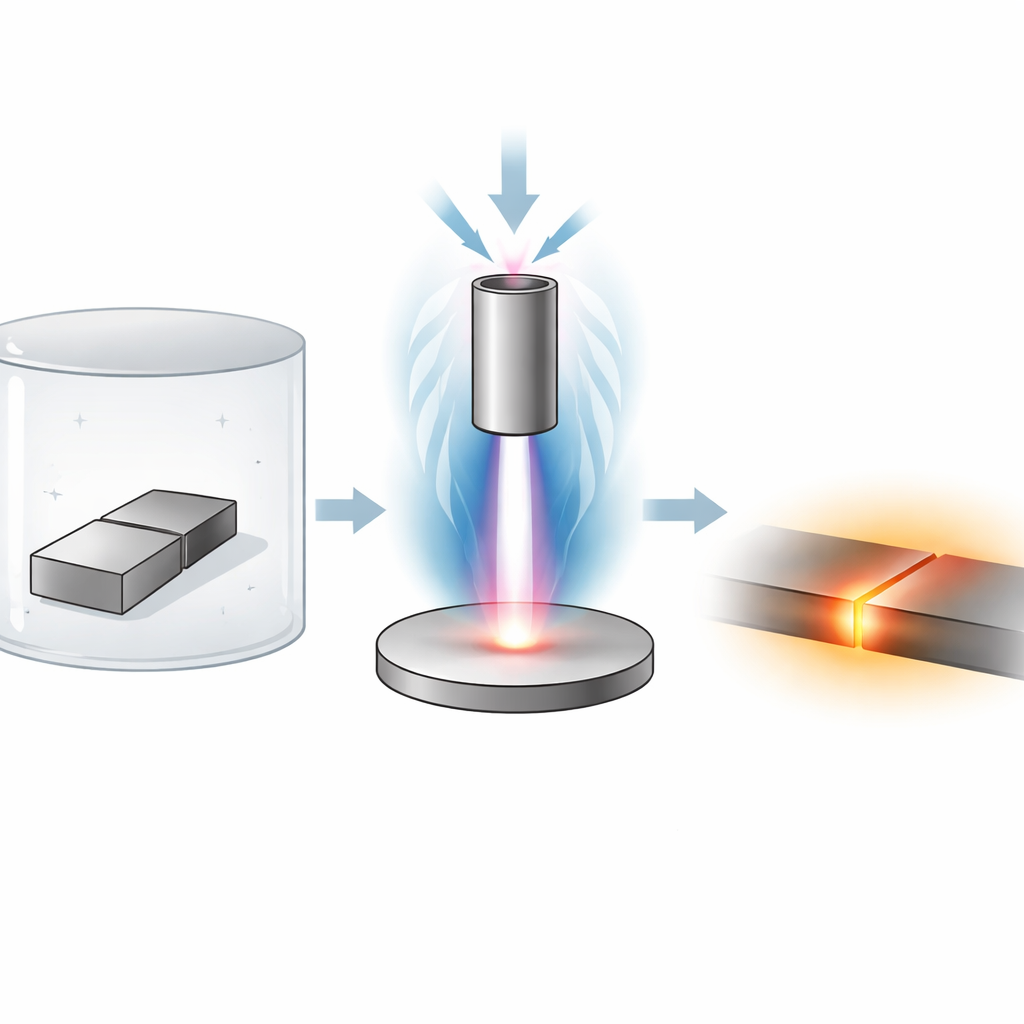
In hollow cathode vacuum arc brazing, two metal pieces sit inside a vacuum chamber. One piece is attached to the positive side of a power supply (the anode), while a tube-shaped electrode connected to the negative side (the hollow cathode) lets in a flow of inert argon gas. When voltage is applied under low pressure, the gas inside the tube becomes a glowing plasma. Electrons rush from the cathode through this plasma and slam into the anode, creating a very local hot zone just where the joint is to be made. The brazing filler metal melts in this zone and bonds the parts together without overheating everything around it.
Why Temperature Stability Matters
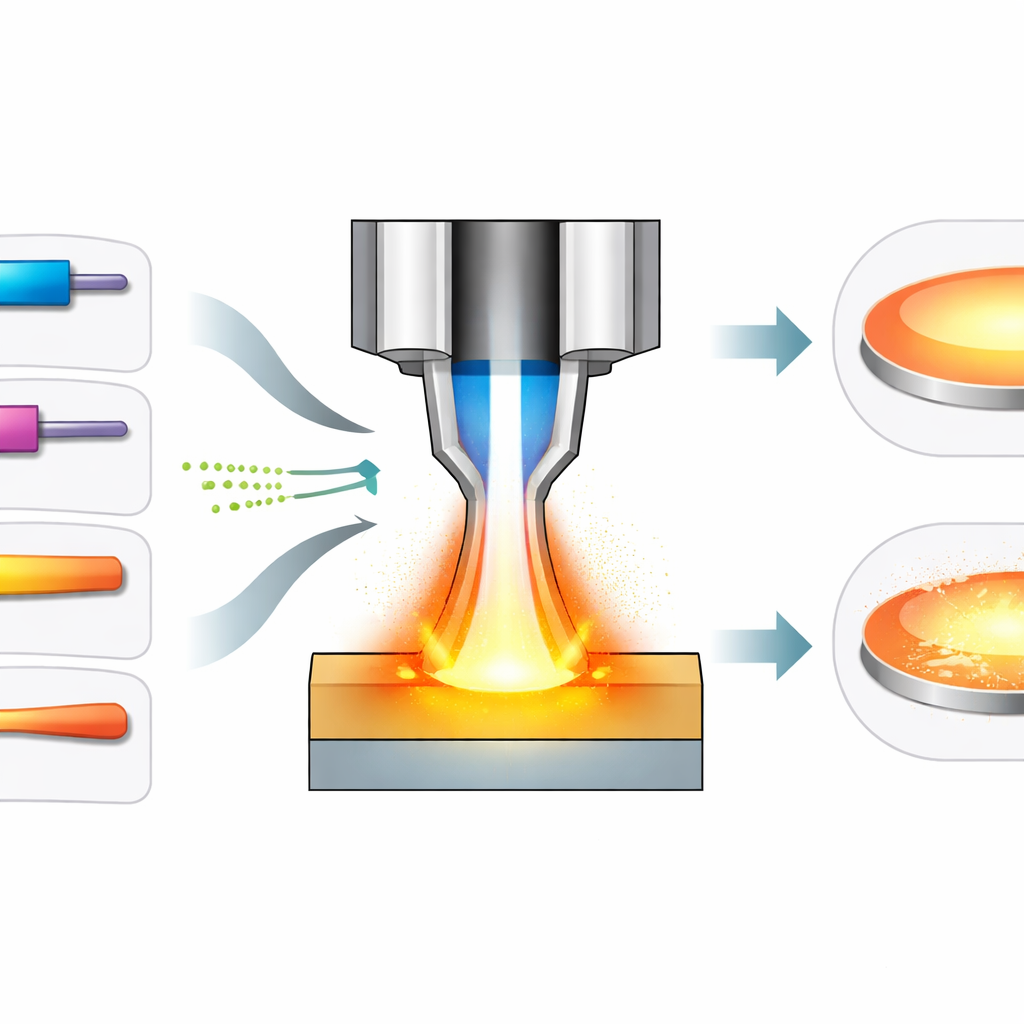
For a strong, repeatable joint, the anode surface must be hot enough to melt the brazing filler but not so hot that the base material itself starts to melt or erode. In practice, several settings can disturb this delicate balance: the distance between electrodes, the radius of the cathode tube, the argon gas flow, and the size of the electrical current. Changing any one of these alters how much energy the plasma carries and where that energy lands on the anode. Until now, most studies looked at isolated temperatures or simple averages, making it hard to predict how all these knobs interact or to design automatic control systems that keep the hot zone steady.
Modeling a Complex Hot Spot
The authors built a detailed computer model that treats the plasma, gas flow, and heat transfer as a coupled system. Unlike simpler approaches that assume everything is in one uniform thermal state, this dual-temperature model tracks electrons and heavier particles separately, capturing more realistic behavior in the arc. With this framework, they used simulation software to test how the anode temperature pattern responds when they vary each process parameter. They found clear trends: higher argon flow and higher current tend to raise the anode temperature, while wider spacing and a larger cathode radius tend to lower it. Just as important, they saw how temperature spreads from the center of the anode outward, forming a hot core that gradually cools toward the edges.
Turning Simulations into a Practical Rule
To quantify what “stable temperature” really means, the team proposed a new stability index. It combines two ideas: how much of the anode surface sits in the effective temperature range for brazing, and how gently the temperature changes across that surface. A wide, even hot zone scores higher than a tiny, sharp peak. Using hundreds of simulated cases, they then trained a neural network to learn the relationship between the four process settings and this stability index. To avoid ending up with a purely black-box predictor, they paired the network with symbolic regression, a technique that searches for a simple formula matching the learned behavior. The result is a compact equation that expresses stability as a power-law function of spacing, tube radius, gas flow, and current.
From Math Formula to Factory Floor
Finally, the authors checked their formula against real welding conditions on an experimental hollow cathode brazing platform. They fed ten sets of actual process settings into their descriptive model and compared its predicted stability values with those from detailed simulations. The differences were small, with errors of only a few percent—well within the tolerance usually accepted for industrial closed-loop control. In everyday terms, this work turns a complicated plasma-welding process into a manageable rule of thumb that can guide automatic adjustment of gas flow, current, and geometry. That makes it easier to keep the hot zone on the anode broad, even, and just hot enough, improving the reliability of high-performance brazed joints in aerospace and other advanced technologies.
Citation: Lu, J., Wang, Z., Xie, M. et al. Analysis of anode temperature stability in hollow cathode vacuum arc brazing under multi-parameter coupling based on SR-MLP. Sci Rep 16, 14580 (2026). https://doi.org/10.1038/s41598-026-45176-y
Keywords: vacuum arc brazing, hollow cathode plasma, temperature stability, welding process control, symbolic regression model