Clear Sky Science · es
Análisis de la estabilidad de la temperatura del ánodo en el braselado por arco al vacío con cátodo hueco bajo acoplamiento multiparamétrico basado en SR-MLP
Mantener bajo control las soldaduras de alta tecnología
Los motores de aeronaves modernas y otras máquinas exigentes dependen de uniones metálicas ultraprécisas que deben resistir calor y esfuerzos intensos. Una vía prometedora para fabricar estas uniones es el braselado por arco al vacío con cátodo hueco, que utiliza un arco eléctrico focalizado para fundir un metal de aporte fino sin dañar las piezas circundantes. Pero si el punto caliente en el ánodo se calienta de forma desigual o fluctúa, las uniones pueden debilitarse o incluso fundir parcialmente el material base. Este artículo explora cómo mantener esa temperatura del ánodo estable y predecible, abriendo camino a sistemas de soldadura más inteligentes y fiables.
Cómo funciona este tipo especial de soldadura
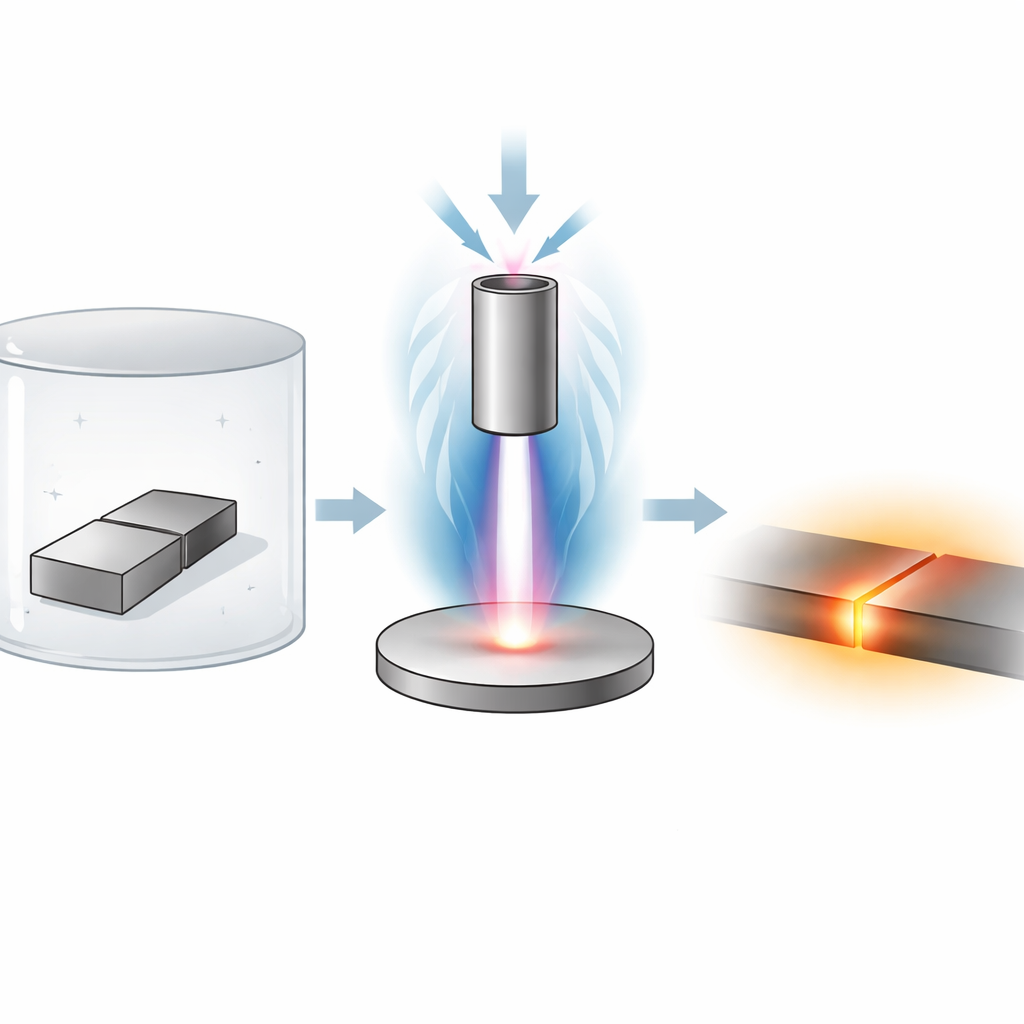
En el braselado por arco al vacío con cátodo hueco, dos piezas metálicas se colocan dentro de una cámara de vacío. Una pieza está conectada al terminal positivo de una fuente de alimentación (el ánodo), mientras que un electrodo en forma de tubo conectado al terminal negativo (el cátodo hueco) deja pasar un flujo de gas inerte, argón. Cuando se aplica tensión a baja presión, el gas dentro del tubo se convierte en un plasma luminoso. Electrones se desplazan desde el cátodo a través de este plasma y chocan contra el ánodo, creando una zona de calor muy localizada justo en el lugar donde debe formarse la unión. El metal de aporte se funde en esta zona y une las piezas sin sobrecalentar lo que hay alrededor.
Por qué importa la estabilidad de la temperatura
Para obtener una unión fuerte y repetible, la superficie del ánodo debe estar lo suficientemente caliente como para fundir el metal de aporte, pero no tanto como para que el material base comience a fundirse o erosionarse. En la práctica, varios parámetros pueden alterar este delicado equilibrio: la distancia entre electrodos, el radio del tubo del cátodo, el flujo de argón y la magnitud de la corriente eléctrica. Cambiar cualquiera de estos modifica la energía que transporta el plasma y dónde ésta incide sobre el ánodo. Hasta ahora, la mayoría de los estudios consideraban temperaturas aisladas o promedios simples, lo que dificultaba predecir cómo interactúan todos estos controles o diseñar sistemas de control automáticos que mantengan estable la zona caliente.
Modelando un punto caliente complejo
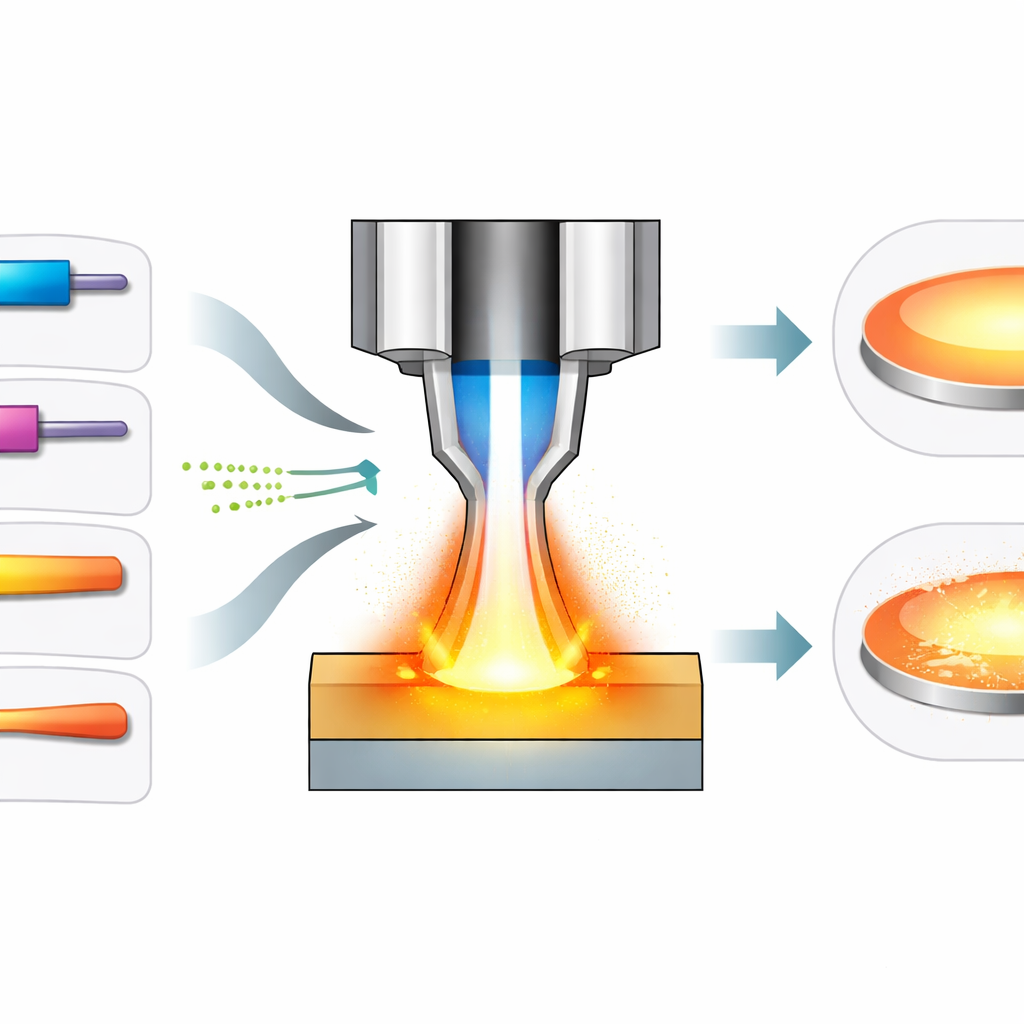
Los autores construyeron un modelo informático detallado que trata el plasma, el flujo de gas y la transferencia de calor como un sistema acoplado. A diferencia de enfoques más simples que asumen un estado térmico uniforme, este modelo de doble temperatura sigue por separado a los electrones y a las partículas más pesadas, capturando un comportamiento más realista del arco. Con este marco, usaron software de simulación para probar cómo responde el patrón de temperatura del ánodo al variar cada parámetro del proceso. Encontraron tendencias claras: un mayor flujo de argón y una corriente más alta tienden a elevar la temperatura del ánodo, mientras que un mayor espaciamiento y un mayor radio del cátodo tienden a reducirla. Igualmente importante fue observar cómo la temperatura se extiende desde el centro del ánodo hacia afuera, formando un núcleo caliente que se enfría gradualmente hacia los bordes.
Convertir simulaciones en una regla práctica
Para cuantificar qué significa realmente “temperatura estable”, el equipo propuso un nuevo índice de estabilidad. Combina dos ideas: cuánto de la superficie del ánodo se sitúa en el rango de temperatura efectivo para el braselado y cuán suavemente cambia la temperatura a lo largo de esa superficie. Una zona caliente amplia y uniforme obtiene mejor puntuación que un pico pequeño y agudo. Usando cientos de casos simulados, entrenaron luego una red neuronal para aprender la relación entre los cuatro parámetros del proceso y este índice de estabilidad. Para evitar acabar con un predictor puramente de caja negra, emparejaron la red con regresión simbólica, una técnica que busca una fórmula simple que coincida con el comportamiento aprendido. El resultado es una ecuación compacta que expresa la estabilidad como una función de ley de potencias del espaciamiento, el radio del tubo, el flujo de gas y la corriente.
De la fórmula matemática al taller
Finalmente, los autores comprobaron su fórmula frente a condiciones reales de soldadura en una plataforma experimental de braselado con cátodo hueco. Introdujeron diez conjuntos de parámetros de proceso reales en su modelo descriptivo y compararon los valores de estabilidad predichos con los de las simulaciones detalladas. Las diferencias fueron pequeñas, con errores de solo unos pocos puntos porcentuales —muy por dentro de las tolerancias habituales para control industrial en lazo cerrado. En términos prácticos, este trabajo convierte un proceso complejo de soldadura por plasma en una regla empírica manejable que puede guiar el ajuste automático del flujo de gas, la corriente y la geometría. Así es más fácil mantener la zona caliente del ánodo amplia, uniforme y lo justo de caliente, mejorando la fiabilidad de las uniones brasadas de alto rendimiento en aeronáutica y otras tecnologías avanzadas.
Cita: Lu, J., Wang, Z., Xie, M. et al. Analysis of anode temperature stability in hollow cathode vacuum arc brazing under multi-parameter coupling based on SR-MLP. Sci Rep 16, 14580 (2026). https://doi.org/10.1038/s41598-026-45176-y
Palabras clave: braselado por arco al vacío, plasma de cátodo hueco, estabilidad de la temperatura, control del proceso de soldadura, modelo de regresión simbólica