Clear Sky Science · ru
Анализ стабильности температуры анода при вакуумной пайке дугой с полым катодом при многопараметрическом взаимодействии на основе SR-MLP
Контроль высокотехнологичных сварных соединений
Современные авиационные двигатели и другие ответственные механизмы полагаются на сверхточные металлические соединения, которые должны выдерживать сильное тепло и механические нагрузки. Один из перспективных методов получения таких соединений — вакуумная пайка дугой с полым катодом: электрическая дуга локально расплавляет тонкий припой, не повреждая окружающие детали. Однако если зона нагрева на аноде прогревается неравномерно или флуктуирует, швы могут ослабнуть или даже вызвать частичное расплавление основного материала. В этой работе исследуется, как сделать температуру анода стабильной и предсказуемой, что открывает путь к более интеллектуальным и надежным системам сварки.
Как работает этот специальный метод пайки
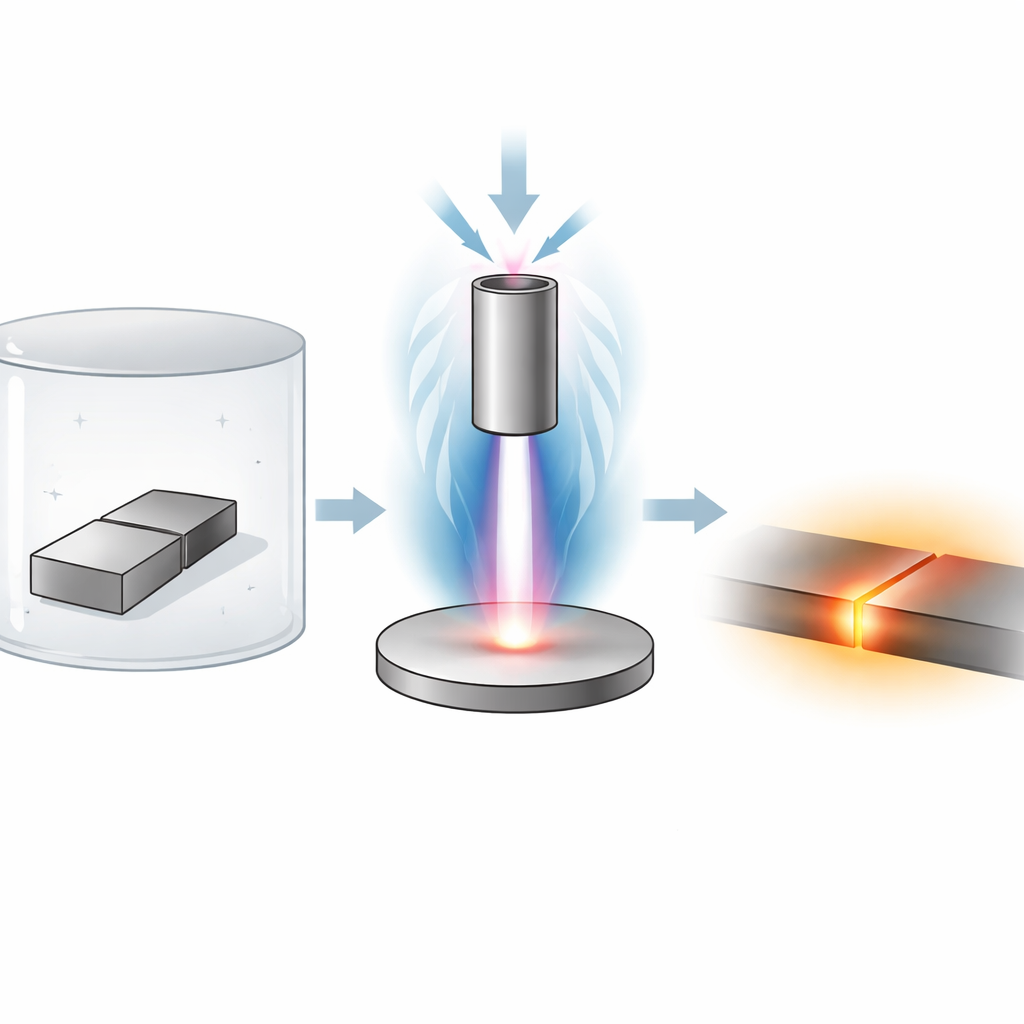
При вакуумной пайке дугой с полым катодом две металлические детали размещают в вакуумной камере. Одна деталь подключена к положительному полюсу источника питания (анод), а трубчатый электрод, связанный с отрицательным полюсом (полый катод), подает инертный аргон. При приложении напряжения при низком давлении газ внутри трубки превращается в светящуюся плазму. Электроны устремляются от катода через плазму и ударяются о анод, создавая очень локальную горячую зону именно в том месте, где формируется шов. Припой в этой зоне плавится и соединяет детали, не перегревая все вокруг.
Почему важна стабильность температуры
Для прочного и повторяемого шва поверхность анода должна быть достаточно горячей, чтобы расплавить припой, но не настолько, чтобы начал плавиться или разъедаться основной материал. На практике несколько параметров нарушают этот хрупкий баланс: расстояние между электродами, радиус трубки катода, подача аргона и величина электрического тока. Изменение любого из них меняет энергию плазмы и то, где эта энергия концентрируется на аноде. До сих пор большинство работ рассматривали отдельные температуры или простые усреднения, что затрудняло предсказание взаимодействия всех этих факторов и разработку автоматического управления, поддерживающего стабильную горячую зону.
Моделирование сложной горячей зоны
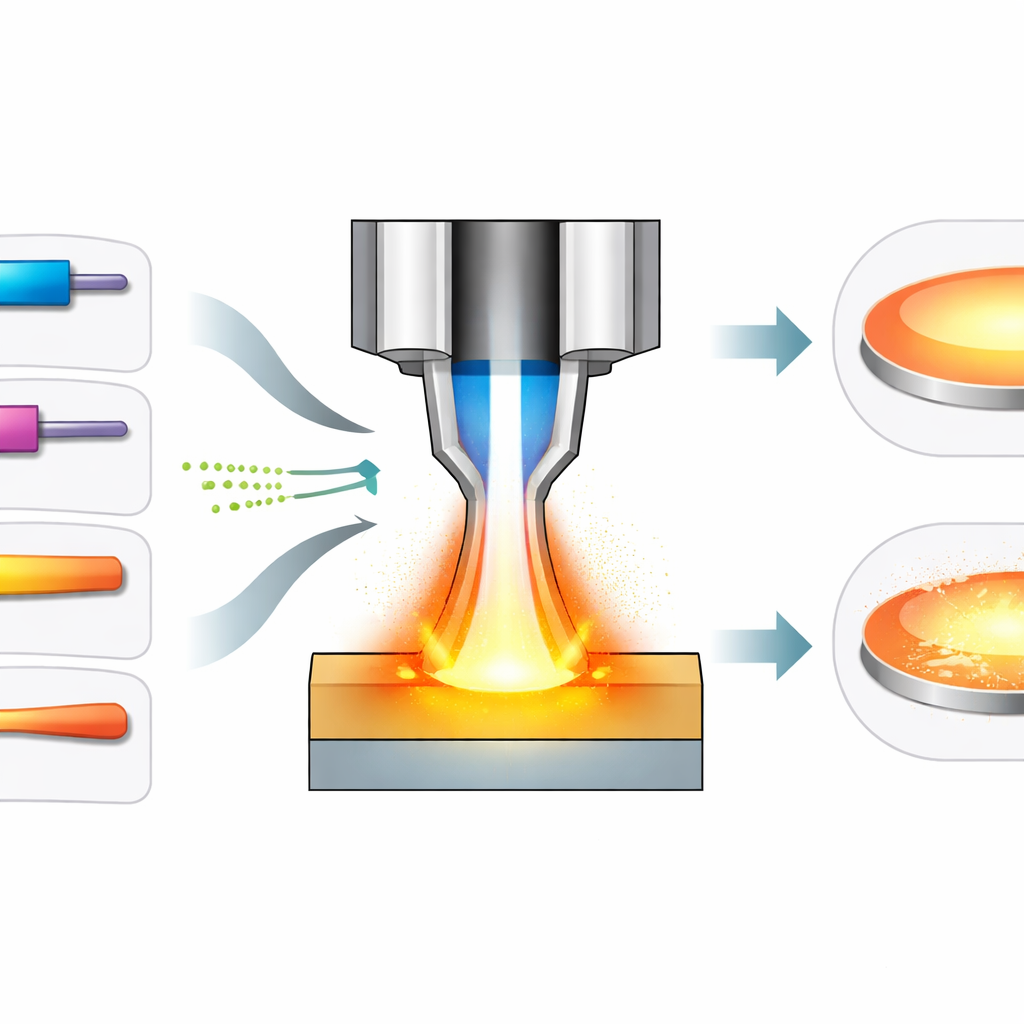
Авторы создали детализированную компьютерную модель, которая рассматривает плазму, газовый поток и теплоперенос как взаимосвязанную систему. В отличие от более простых подходов, предполагающих единое равновесное тепловое состояние, эта двухтемпературная модель отдельно отслеживает электроны и более тяжелые частицы, что дает более реалистичное представление о поведении дуги. В рамках этой модели они использовали программное обеспечение для моделирования, чтобы проверить, как схема распределения температуры анода меняется при варьировании каждого параметра процесса. Были обнаружены четкие тенденции: увеличение подачи аргона и тока, как правило, повышает температуру анода, тогда как увеличение зазора и больший радиус катода уменьшают её. Не менее важно то, как температура распространяется от центра анода к краям, образуя горячее ядро, которое постепенно остывает к периферии.
От симуляций к практическому правилу
Чтобы количественно определить, что означает «стабильная температура», команда предложила новый индекс стабильности. Он сочетает две идеи: какая доля поверхности анода находится в эффективном температурном диапазоне для пайки и насколько плавно изменяется температура по этой поверхности. Широкая и равномерная горячая зона получает более высокий балл, чем крошечный резкий пик. Используя сотни смоделированных случаев, они обучили нейронную сеть устанавливать связь между четырьмя параметрами процесса и этим индексом стабильности. Чтобы не получить чисто «черный ящик», сеть дополнили символической регрессией — техникой поиска простой формулы, соответствующей изученному поведению. В результате получилось компактное уравнение, выражающее стабильность как степенную функцию от зазора, радиуса трубки, подачи газа и тока.
От математической формулы до цеха
Наконец, авторы проверили свою формулу на реальных условиях сварки на экспериментальной установке для пайки с полым катодом. Они подали в описательную модель десять наборов реальных параметров процесса и сравнили предсказанные значения индекса стабильности с результатами подробных симуляций. Отличия оказались небольшими, всего в несколько процентов — в пределах допуска, обычно принятого для промышленного систем автоматического управления. Проще говоря, эта работа превращает сложный процесс плазменно-дуговой пайки в пригодное для практики правило, которое может направлять автоматическую регулировку подачи газа, тока и геометрии. Это облегчает поддержание широкой, ровной и достаточно горячей зоны на аноде, повышая надежность высокопроизводительных паянных соединений в авиации и других передовых технологиях.
Цитирование: Lu, J., Wang, Z., Xie, M. et al. Analysis of anode temperature stability in hollow cathode vacuum arc brazing under multi-parameter coupling based on SR-MLP. Sci Rep 16, 14580 (2026). https://doi.org/10.1038/s41598-026-45176-y
Ключевые слова: вакуумная пайка дугой, плазма полого катода, стабильность температуры, контроль процесса сварки, символическая регрессия