Clear Sky Science · zh
一种用于微型锥形杯增量拉深的新型田口–OCRA 优化框架,具多响应验证与跨几何适用性
更智能地成形微小金属部件
许多现代设备——从医疗植入物到微型传感器——都需要高精度、低损耗的微小金属零件。传统成形通常依赖定制模具,成本高、缺乏柔性且能耗大。本文探讨了一种更灵活的微型锥形金属杯成形方法,展示了如何通过精心调整一种可变工艺,同时改善质量、速度和环境影响。

如何在无传统模具下成形杯体
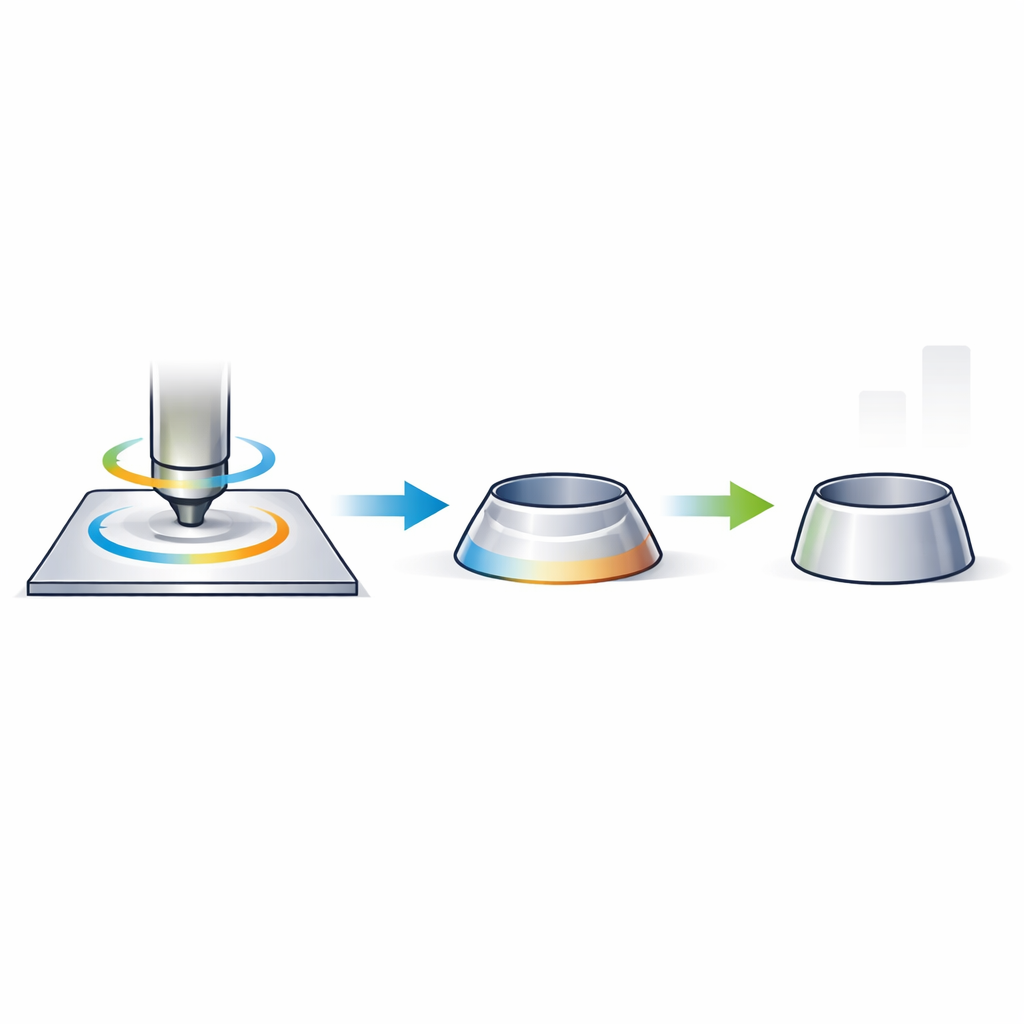
研究聚焦于增量板材成形:用圆形工具在薄金属片上按编程路径逐步施压,逐层推动材料形成目标形状——在此为仅 5 mm 宽、3 mm 高的锥形杯。与刚性模具中的一次冲压不同,工具沿螺旋轨迹行进,逐层下降。由于刀具路径由计算机控制,同一台设备可在无需更换硬件的情况下制造多种形状,适合定制或小批量生产。
用更少实验找出最佳参数
尽管装备灵活,工艺本身非常敏感。进给速率(刀具移动速度)、垂直步距(每层下降量)、横向步距(螺距间隔)或材料选择的小幅变化,都会影响杯壁厚度、表面光洁度、形状精度、成形时间和功耗。作者没有测试所有可能组合,而是采用名为田口 L9 阵列的统计设计,在仅九次试验中探索四个因素的三个水平。这为他们提供了一个有结构的快照,显示每个设置如何同时影响多项结果——从壁薄和回弹(成形后零件的回弹量)到表面粗糙度、时间和电力。
将冲突目标转为单一决策
在实际制造中,很难找到对所有目标都最优的单一设置。较慢的进给可能带来更光滑的表面但耗时太长;更硬的材料成形性好但能耗更高。为处理这些折衷,团队将田口实验与一种称为 OCRA(运营竞争力评级分析)的决策工具结合使用。首先,他们请专家对各项结果的重要性进行评估,采用结构化比较法,表面质量被赋予较高权重,同时也考虑了壁薄、时间、功率、回弹和壁角。然后 OCRA 将这六项指标——将某些视为“越小越好”、某些视为“越大越好”——合并为每个实验设置的单一得分,从而揭示哪种组合在性能上最为平衡。
最佳配方是什么样的
结果表明,最佳配方为相对较高的进给速率(90 mm/min)、较小的垂直步距(0.10 mm)、中等的横向步距(0.25 mm)以及铜片材料。在这些条件下,成形时间相比测试中较差的设置减少了近五分之一,瞬时功率下降了超过一半。当时间与功率合并考虑时,每个杯子的能耗及相应碳排放约降低了 64.5%。成形杯具有更光滑的表面、更低的回弹以及良好的尺寸精度和重复性,尽管壁稍微变薄。使用统计模型、重复试验以及对圆柱形和棱柱形等替代零件形状的额外检验,证实了优化设置的稳健性并能良好地迁移到相似几何体。
这对更绿色制造的意义
对非专业读者而言,核心信息是:可以系统地调整一种灵活的成形工艺,以更快得到更好的零件,同时显著降低能耗。通过将智能试验设计与明确的目标排序方法结合,作者展示了制造商如何从“让它能工作”迈向“让它高效且可持续”。他们的田口–OCRA 框架为在无需定制模具、试验更少且环境足迹更小的前提下,设计微小精密金属部件(如微型杯)提供了一个范式。
引用: Sivam, S.P.S.S., Kesavan, S. & Santhosh, A.J. A novel taguchi–ocra optimization framework for incremental sheet metal forming of miniature conical cups with multi-response validation and cross-geometry applicability. Sci Rep 16, 14598 (2026). https://doi.org/10.1038/s41598-026-44398-4
关键词: 增量成形, 微型金属杯, 工艺优化, 节能制造, 可持续制造