Clear Sky Science · sv
En ny Taguchi–OCRA-optimeringsram för inkrementell plåtbearbetning av miniatyrkoniska koppar med flerresponsvalidering och tvärgeometrisk tillämpbarhet
Formning av små metalldelar på ett smartare sätt
Många moderna enheter — från medicinska implantat till miniatyrsensorer — behöver mycket små metalldelar som tillverkas med hög precision och låg materialåtgång. Traditionellt kräver metallformning specialgjutna stansverktyg som är dyra, oflexibla och energikrävande. Denna artikel undersöker ett mer smidigt sätt att forma små koniska metallkoppar och visar hur noggrann inställning av en flexibel formningsprocess kan förbättra kvalitet, hastighet och miljöpåverkan samtidigt.

Hur man formar en kopp utan traditionellt verktyg
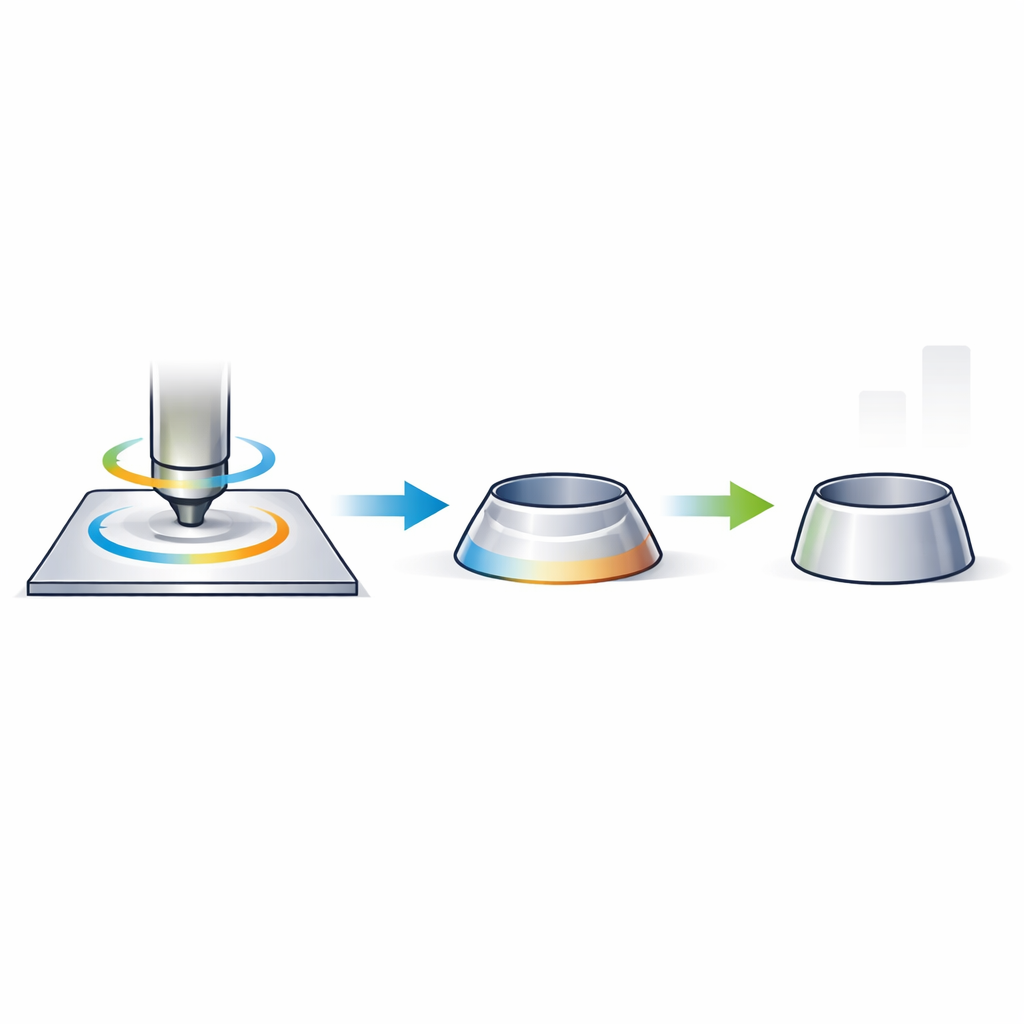
Studien fokuserar på inkrementell plåtbearbetning, en metod där ett rundat verktyg pressar mot en tunn plåt och följer en programmerad bana, gradvis trycker materialet till önskad form — här en konformad kopp som bara är 5 mm i diameter och 3 mm hög. Istället för ett enda hårt stansslag i en stel form vandrar verktyget över plåten i en spiral och sänker sig lager för lager. Eftersom verktygsbanan styrs av dator kan samma maskin tillverka många former utan nytt hårdvara, vilket är attraktivt för kundanpassad eller lågvolymproduktion.
Hitta bästa inställningarna med färre experiment
Även om utrustningen är flexibel är processen känslig. Små förändringar i matningshastighet (hur snabbt verktyget rör sig), steghöjd (hur mycket det sänker sig per lager), stegstorlek (avståndet mellan spiralvarv) eller metallval kan påverka koppens tjocklek, ytjämnhet, formnoggrannhet, formningstid och energiförbrukning. Istället för att testa varje möjlig kombination använde författarna en statistisk design kallad Taguchi L9-array för att utforska fyra viktiga faktorer på tre nivåer vardera i bara nio försök. Det gav dem en strukturerad överblick över hur varje inställning påverkar flera utfall samtidigt, från väggutglesning och återfjädring (hur mycket detaljen ”återfjädrar” efter formning) till ytråhet, tid och elektrisk effekt.
Göra målsättningskonflikter till ett enda beslut
I verklig tillverkning är ingen enskild inställning bäst för alla mål. En långsammare matning kan ge en jämnare yta men ta för lång tid; ett hårdare material kan hålla formen bättre men kräva mer energi. För att hantera dessa kompromisser kombinerade teamet sina Taguchi-experiment med ett beslutsverktyg kallat OCRA (Operational Competitiveness Rating Analysis). Först bad de experter att bedöma vilka utfall som var viktigast, med en strukturerad jämförelsemetod som starkt prioriterade ytkvalitet men också tog hänsyn till uttunning, tid, effekt, återfjädring och väggvinkel. Därefter slog OCRA ihop alla sex måtten — och behandlade vissa som ”ju lägre desto bättre” och andra som ”ju högre desto bättre” — till en enda poäng för varje försöksinställning och visade vilken kombination som gav mest balanserad prestanda.
Hur den bästa recepturen ser ut
Vinnarreceptet visade sig vara en relativt hög matningshastighet (90 mm/min), ett litet vertikalt steg (0,10 mm), ett måttligt lateralt steg (0,25 mm) och en kopparplåt. Under dessa förhållanden minskade formningstiden med nästan en femtedel och ögonblicklig effektförbrukning sjönk med mer än hälften jämfört med en dålig inställning identifierad i testerna. När tid och effekt kombinerades minskade energiförbrukningen per kopp — och de associerade koldioxidutsläppen — med cirka 64,5 %. De formade kopparna visade jämnare ytor, lägre återfjädring samt god dimensionsnoggrannhet och repeterbarhet, även om väggarna blev något tunnare. Ytterligare kontroller med statistiska modeller, upprepade körningar och alternativa detaljformer (cylindriska och prismatiska) bekräftade att de optimerade inställningarna var robusta och överförbara till liknande geometrier.
Varför detta betyder något för grönare tillverkning
För en icke-specialist är huvudbudskapet att man systematiskt kan finjustera en flexibel formningsprocess för att få bättre detaljer snabbare samtidigt som man använder avsevärt mindre energi. Genom att kombinera smart experimentdesign med ett tydligt sätt att rangordna konkurrerande mål visar författarna hur tillverkare kan gå från ”få det att fungera” till ”gör det effektivt och hållbart.” Deras Taguchi–OCRA-ramverk erbjuder en mall för att konstruera små, precisa metalldelar — som miniatyrkoppar — utan specialverktyg, med färre försök och en mindre miljömässig fotavtryck.
Citering: Sivam, S.P.S.S., Kesavan, S. & Santhosh, A.J. A novel taguchi–ocra optimization framework for incremental sheet metal forming of miniature conical cups with multi-response validation and cross-geometry applicability. Sci Rep 16, 14598 (2026). https://doi.org/10.1038/s41598-026-44398-4
Nyckelord: inkrementell plåtbearbetning, miniatyrmetallkoppar, processoptimering, energieffektiv tillverkning, hållbar tillverkning