Clear Sky Science · de
Ein neuartiger Taguchi–OCRA-Optimierungsrahmen für inkrementelles Blechumformen von miniaturisierten konischen Bechern mit Multi-Response-Validierung und Geometrie-übergreifender Anwendbarkeit
Kleine Metallteile intelligenter formen
Viele moderne Geräte – von medizinischen Implantaten bis zu Miniatursensoren – benötigen sehr kleine Metallteile, die mit hoher Präzision und geringem Materialverlust gefertigt werden. Klassisch erfordert das Formen von Metall maßgeschneiderte Werkzeuge, die teuer, unflexibel und energieintensiv sind. Diese Arbeit untersucht einen agileren Ansatz zur Herstellung winziger konischer Metallbecher und zeigt, wie eine sorgfältige Abstimmung eines flexiblen Umformprozesses gleichzeitig Qualität, Geschwindigkeit und Umweltwirkung verbessern kann.

Wie man einen Becher ohne herkömmliche Matrize formt
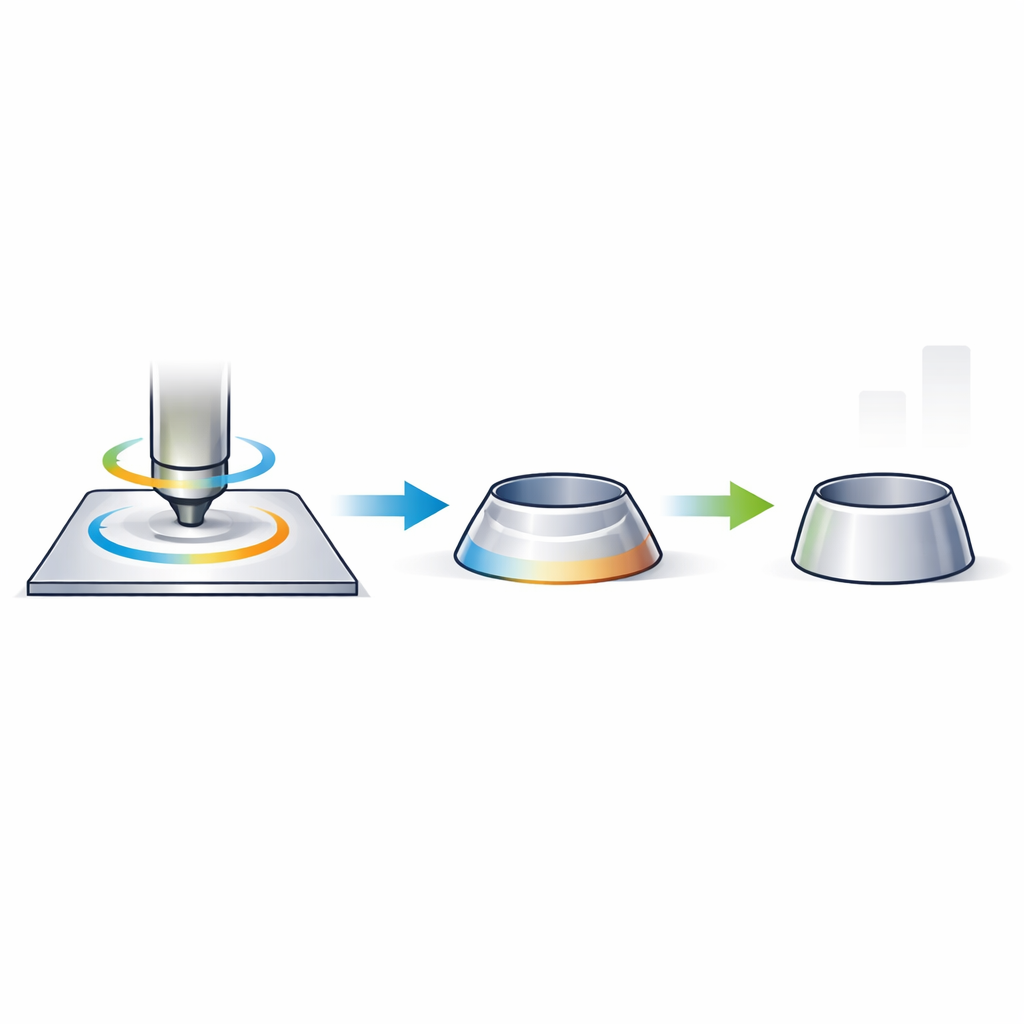
Die Studie konzentriert sich auf das inkrementelle Blechumformen, ein Verfahren, bei dem ein abgerundetes Werkzeug auf ein dünnes Metallblech drückt und einem programmierten Pfad folgt, wobei das Material schrittweise in die gewünschte Form gedrückt wird – hier ein konischer Becher mit nur 5 mm Durchmesser und 3 mm Höhe. Anstelle eines einmaligen Schlags in einer starren Matrize läuft das Werkzeug spiralförmig über das Blech und senkt sich Schicht für Schicht ab. Da der Werkzeugpfad computergesteuert ist, kann dieselbe Maschine viele Formen ohne neue Hardware fertigen, was für kundenspezifische oder Kleinserienproduktionen attraktiv ist.
Die besten Einstellungen mit weniger Versuchen finden
Obwohl die Ausrüstung flexibel ist, ist der Prozess empfindlich. Kleine Änderungen der Vorschubgeschwindigkeit (wie schnell sich das Werkzeug bewegt), der Tiefenstufe (wie weit es pro Schicht absenkt), der Schrittweite (Abstand zwischen den Spiralwindungen) oder der Metallauswahl können Wanddicke, Oberflächenglätte, Formgenauigkeit, Umformzeit und Energieverbrauch verändern. Anstatt jede mögliche Kombination zu testen, verwendeten die Autoren ein statistisches Versuchsdesign, das Taguchi L9-Array, um vier Schlüsselfaktoren mit jeweils drei Stufen in nur neun Versuchen zu untersuchen. Das lieferte einen strukturierten Überblick darüber, wie jede Einstellung mehrere Ergebnisse gleichzeitig beeinflusst – von Wanddünnung und Rückfederung (wie stark das Bauteil nach dem Umformen „zurückfedert“) bis zu Oberflächenrauheit, Zeit und elektrischer Leistung.
Widersprüchliche Ziele zu einer einzigen Entscheidung zusammenführen
Im realen Fertigungsbetrieb ist keine einzelne Einstellung für alle Ziele optimal. Ein langsamerer Vorschub kann eine glattere Oberfläche liefern, aber zu lange dauern; ein härteres Metall hält die Form besser, fordert aber mehr Energie. Um diese Zielkonflikte zu bewältigen, kombinierten die Forschenden ihre Taguchi-Versuche mit einem Entscheidungswerkzeug namens OCRA (Operational Competitiveness Rating Analysis). Zuerst baten sie Expertinnen und Experten, die Bedeutung der Ergebnisse zu bewerten, wobei sie mittels einer strukturierten Vergleichsmethode die Oberflächenqualität stark gewichtet, aber auch Dünnung, Zeit, Leistung, Rückfederung und Wandwinkel berücksichtigten. Anschließend fasste OCRA alle sechs Maße – wobei einige als „je kleiner, desto besser“ und andere als „je größer, desto besser“ behandelt wurden – zu einem einzigen Score pro Versuchseinstellung zusammen und zeigte so, welche Kombination die ausgewogenste Leistung lieferte.
Wie das beste Rezept aussieht
Das beste Ergebnis ergab sich bei relativ hohem Vorschub (90 mm/min), einer kleinen vertikalen Stufe (0,10 mm), einer mittleren lateralen Schrittweite (0,25 mm) und einer Kupferblechprobe. Unter diesen Bedingungen sank die Umformzeit um fast ein Fünftel und die momentane Leistungsaufnahme fiel im Vergleich zu einer schlechten Prüfkonfiguration um mehr als die Hälfte. Kombiniert man Zeit und Leistung, reduzierte sich die pro Becher verbrauchte Energie – und die damit verbundenen CO2-Emissionen – um etwa 64,5 %. Die geformten Becher zeigten glattere Oberflächen, geringere Rückfederung sowie gute Maßhaltigkeit und Wiederholbarkeit, obwohl die Wände leicht dünner wurden. Zusätzliche Prüfungen mittels statistischer Modelle, Wiederholläufen und alternativer Bauteilgeometrien (zylindrisch und prismatisch) bestätigten, dass die optimierten Einstellungen robust sind und sich gut auf ähnliche Geometrien übertragen lassen.
Warum das für eine umweltfreundlichere Fertigung wichtig ist
Für Nicht-Fachleute lautet die Kernbotschaft: Man kann einen flexiblen Umformprozess systematisch so einstellen, dass bessere Teile schneller hergestellt werden und gleichzeitig deutlich weniger Energie verbraucht wird. Durch die Kombination eines intelligenten Versuchsdesigns mit einer klaren Methode zur Bewertung konkurrierender Ziele zeigen die Autoren, wie Hersteller vom Prinzip „funktioniert“ zu „effizient und nachhaltig“ übergehen können. Ihr Taguchi–OCRA-Rahmen bietet eine Blaupause für die Auslegung winziger, präziser Metallteile – wie Miniaturbecher – ohne Sonderwerkzeuge, mit weniger Versuchen und geringerem ökologischen Fußabdruck.
Zitation: Sivam, S.P.S.S., Kesavan, S. & Santhosh, A.J. A novel taguchi–ocra optimization framework for incremental sheet metal forming of miniature conical cups with multi-response validation and cross-geometry applicability. Sci Rep 16, 14598 (2026). https://doi.org/10.1038/s41598-026-44398-4
Schlüsselwörter: inkrementelles Blechumformen, miniaturisierte Metallbecher, Prozessoptimierung, energieeffiziente Fertigung, nachhaltige Fertigung