Clear Sky Science · nl
Onderzoek naar verspaningsprestaties op 17-4PH-staal met innovatieve getextureerde gereedschappen
Koelere sneden voor taaie metalen
Van landingsgestellen voor vliegtuigen tot onderdelen in elektriciteitscentrales: veel kritieke componenten worden gemaakt van 17‑4PH roestvast staal, een legering die gewaardeerd wordt om zijn sterkte maar berucht is vanwege de moeilijkheid waarmee hij te bewerken is. Hoge warmteontwikkeling en snelle slijtage van het gereedschap maken het vormen van dit materiaal duur en energie-intensief. Deze studie onderzoekt een ogenschijnlijk eenvoudige gedachte: kleine groeven aanbrengen op het oppervlak van snijgereedschappen zodat zij koelvloeistof effectiever kunnen vasthouden en afvoeren, waardoor temperaturen beperkt blijven, de gereedschapstandtijd toeneemt en er gladdere afwerkingen op deze veeleisende onderdelen ontstaan.
Kleine groeven met een grote taak
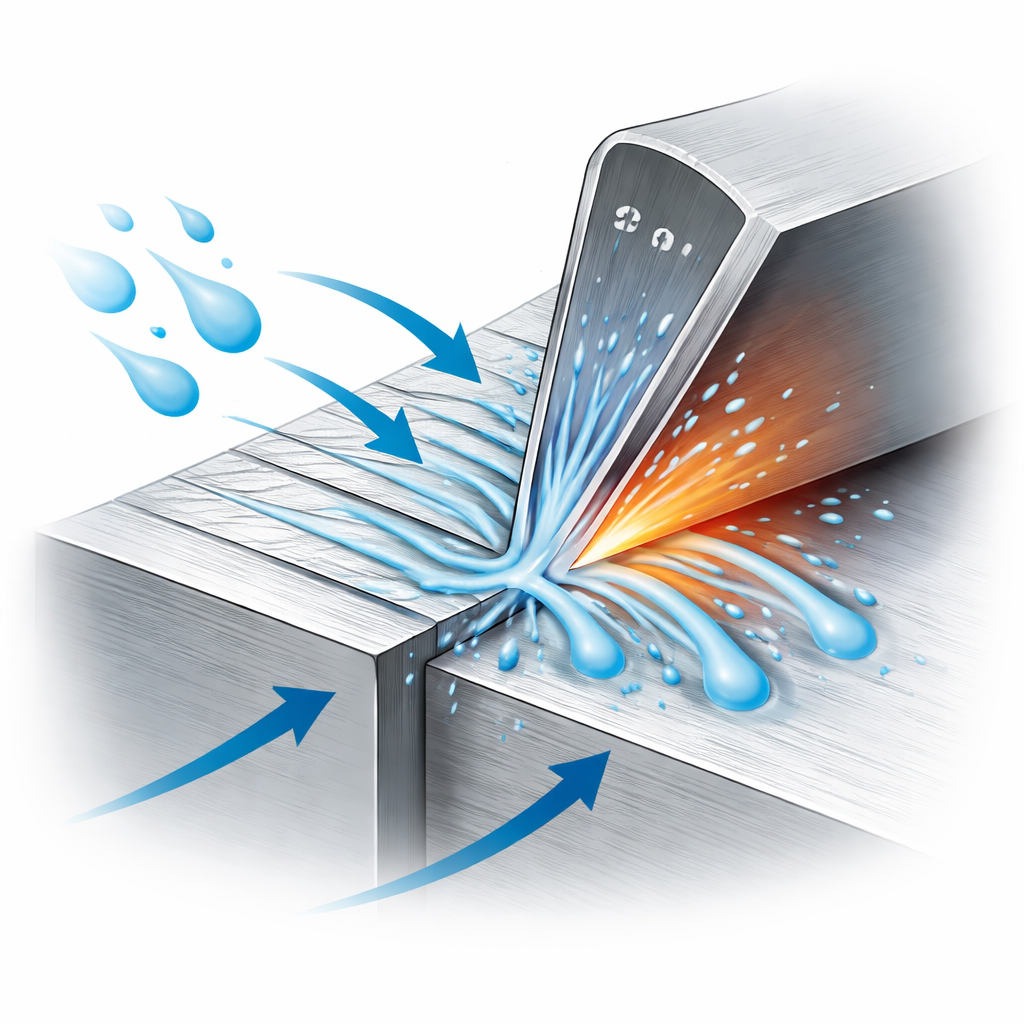
De onderzoekers ontwierpen een innovatief "hybride" getextureerd wisselplaatje waarvan het werkvlak bedekt is met een patroon van microscopische groeven. In tegenstelling tot traditionele ontwerpen die slechts één groeverichting gebruiken, combineert dit gereedschap groeven die zowel parallel als loodrecht op de richting lopen waarin de metaalspanen zich verplaatsen, plus groeven uitgelijnd met de hoofd- en secundaire snijkanten. Al deze kenmerken werden aangebracht met een vezellaser op standaard hardmetalen (tungsten-kobalt) wisselplaatjes. Het idee is dat de groeven fungeren als miniatuurreservoirs en kanalen voor vloeibare koelvloeistof, zodat deze het kleine krappe gebied waar gereedschap, spaander en werkstuk samenkomen kan bereiken en daar kan blijven.
Het nieuwe gereedschap in de praktijk
Om te beoordelen of deze textuur de prestaties daadwerkelijk verbetert, draaide het team cilindrische staven van 17‑4PH-staal op een draaibank onder nat koelen en vergeleek de gegroefde plaatjes met conventionele gladde exemplaren. Ze richtten zich op drie praktische grootheden die van belang zijn voor de industrie: de snijtemperatuur in de contactzone tussen gereedschap en werkstuk, de oppervlakte-ruwheid van het bewerkte staal (een maat voor de afwerkingskwaliteit), en de slijtage aan zowel het spanenvlak als de flank van het gereedschap, die samen bepalen hoe lang een wisselplaat meegaat voordat vervanging nodig is. Tests werden uitgevoerd bij twee snijsnelheden, terwijl voeding en diepte van snede klein en constant werden gehouden; aanvullende experimenten onderzochten hoe het samen variëren van snelheid, voeding en diepte de uitkomsten beïnvloedt.
Koelere sneden, gladdere oppervlakken, langere gereedschapstandtijd
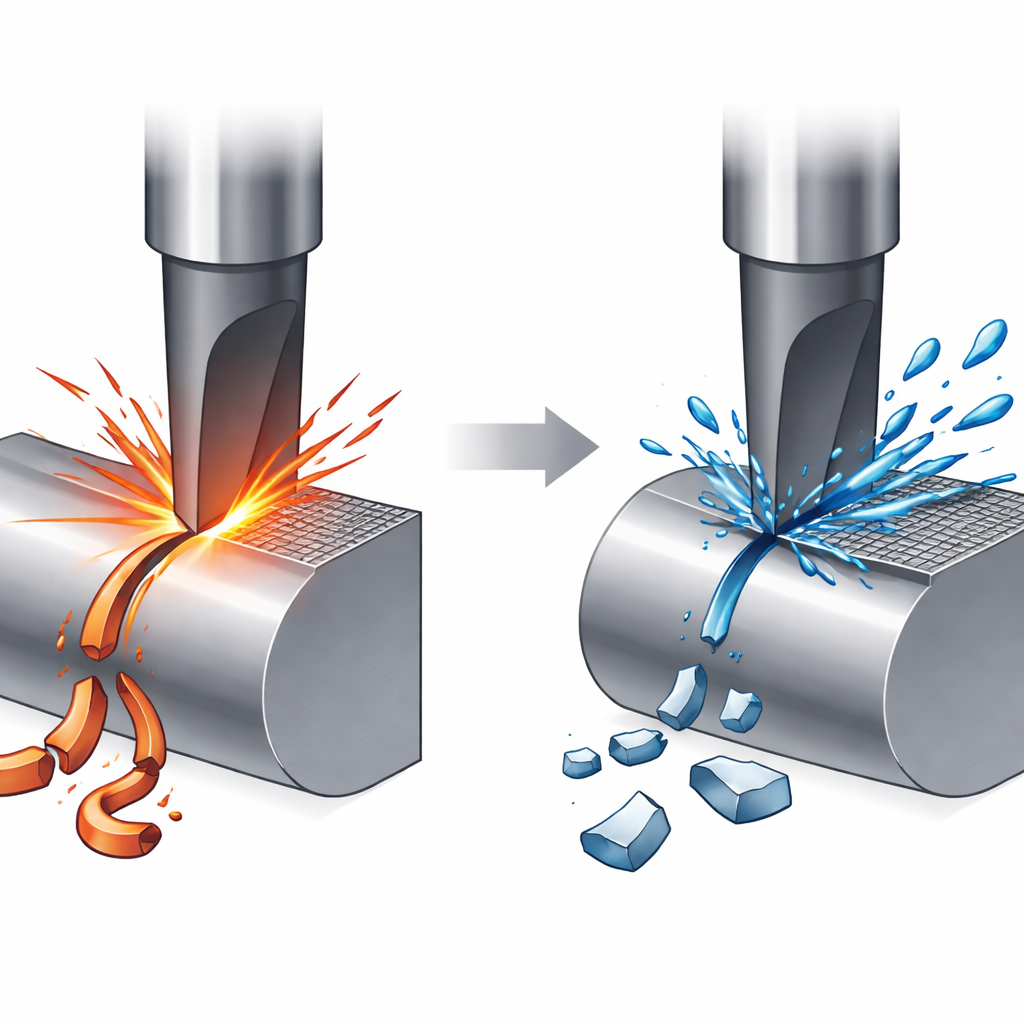
De getextureerde gereedschappen liepen consequent koeler dan hun niet-getextureerde tegenhangers. Bij de lagere snijsnelheid verlaagde het hybride ontwerp de snijtemperatuur met ongeveer een kwart vergeleken met het gladde plaatje; zelfs bij de hogere snelheid, waar wrijving intenser is en de koelvloeistof minder tijd heeft om door te dringen, verminderde het getextureerde plaatje de temperatuur nog met meer dan een tiende. Deze koelere omstandigheden vertaalden zich in minder schade aan het gereedschap zelf. Zowel spanenvlakslijtage als flankslijtage waren lager voor de getextureerde gereedschappen, met reducties in de orde van 10–20%, en de snijkant bleef scherper. Microscopische beelden toonden dat abrasie de belangrijkste slijtagemachtigde was bij beide gereedschapstypes, maar die was duidelijk minder ernstig wanneer de groeven aanwezig waren.
Betere spanen en schonere afwerkingen
De spanenvorm, vaak over het hoofd gezien buiten werkplaatsen, verbeterde ook. Bij lagere snelheden neigden de gladde gereedschappen lange, continue spanen te produceren die kunnen verstrikken en geautomatiseerde productie kunnen hinderen. De gegroefde gereedschappen daarentegen bevorderden een "gedifferentieerde" of gesegmenteerde snijactie die de spaander in kortere stukken brak, geholpen door de koelvloeistof die in de microgroeven werd opgeslagen en vrijgegeven. De oppervlakteafwerking profiteerde eveneens: de hybride plaatjes leverden lagere ruwheidswaarden dan conventionele gereedschappen, met de grootste verbeteringen—ongeveer 28%—bij de hogere snijsnelheid. Statistische contourplots van de gegevens toonden aan dat snijsnelheid sterk de temperatuur en slijtage bepaalde, terwijl de voedingssnelheid de dominante factor was voor oppervlakte-ruwheid; over deze condities verschoven de resultaten door de aanwezigheid van textuur consequent richting koeler, gladder en minder versleten.
Wat dit betekent voor de productie
Voor fabrikanten die moeilijk te bewerken staalsoorten zoals 17‑4PH vormen, suggereren deze bevindingen dat zorgvuldig ontwerpte gereedschapstexturen echte voordelen kunnen opleveren zonder machines te veranderen of tot exotische koelmethoden te grijpen. Door het gereedschapsoppervlak te veranderen in een netwerk van kleine koelvloeistofreservoirs en -kanalen helpen de hybride groeven de warmte onder controle te houden, de snijkant te beschermen en de kwaliteit van het bewerkte oppervlak te verbeteren—alles onder standaard nat koelen. In praktische termen kan dat betekenen: minder gereedschapswissels, consistenter geproduceerde onderdelen en lager energie- en vloeistofverbruik. De auteurs beweren dat dergelijke getextureerde gereedschappen klaar zijn voor adoptie in metaalbewerkingsindustrieën en dat verdere afstemming van groefpatronen en koelstrategieën nog grotere efficiëntiewinsten kan opleveren.
Bronvermelding: Sivaiah, P., Rao, K., Yuvaraj, C. et al. Machining performance investigation on 17-4PH steel material with innovative textured tools. Sci Rep 16, 13242 (2026). https://doi.org/10.1038/s41598-026-42889-y
Trefwoorden: teksturering van snijgereedschap, bewerking van roestvast staal, koelvloeistof-geassisteerd draaien, vermindering van gereedschapslijtage, verbetering van oppervlakteafwerking