Clear Sky Science · it
Indagine sulle prestazioni di asportazione su acciaio 17-4PH con utensili testurizzati innovativi
Taglio più freddo per metalli ostici
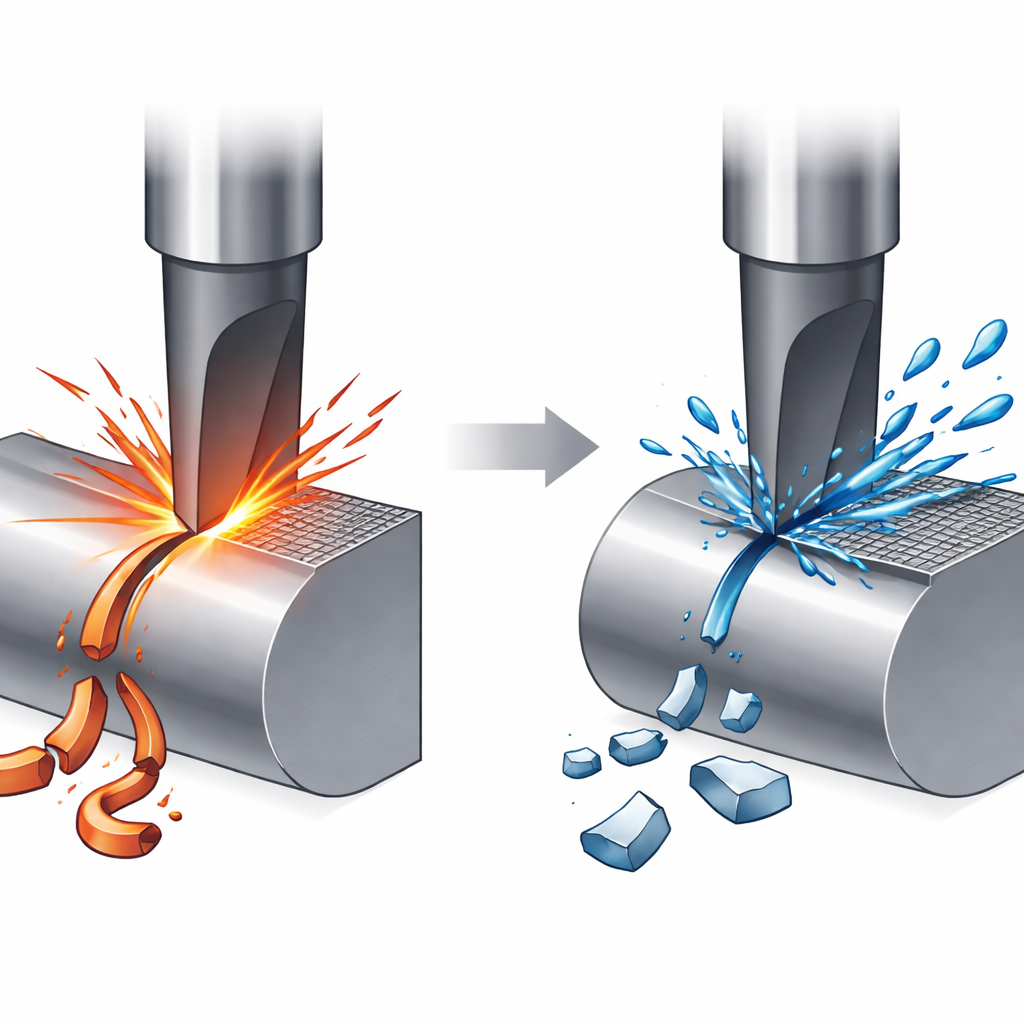
Dalle componenti degli atterraggi aeronautici alle parti per centrali elettriche, molti elementi critici sono realizzati in acciaio inox 17‑4PH, una lega apprezzata per la sua resistenza ma nota per la difficoltà di lavorazione. Elevate temperature e rapido consumo degli utensili rendono la formatura di questa lega costosa e ad alto consumo energetico. Questo studio esplora un’idea apparentemente semplice: aggiungere piccole scanalature alla superficie degli utensili da taglio in modo che possano trattenere e distribuire il liquido refrigerante più efficacemente, mantenendo sotto controllo le temperature, prolungando la vita dell’utensile e ottenendo finiture più lisce su questi componenti impegnativi.
Piccole scanalature, grande funzione
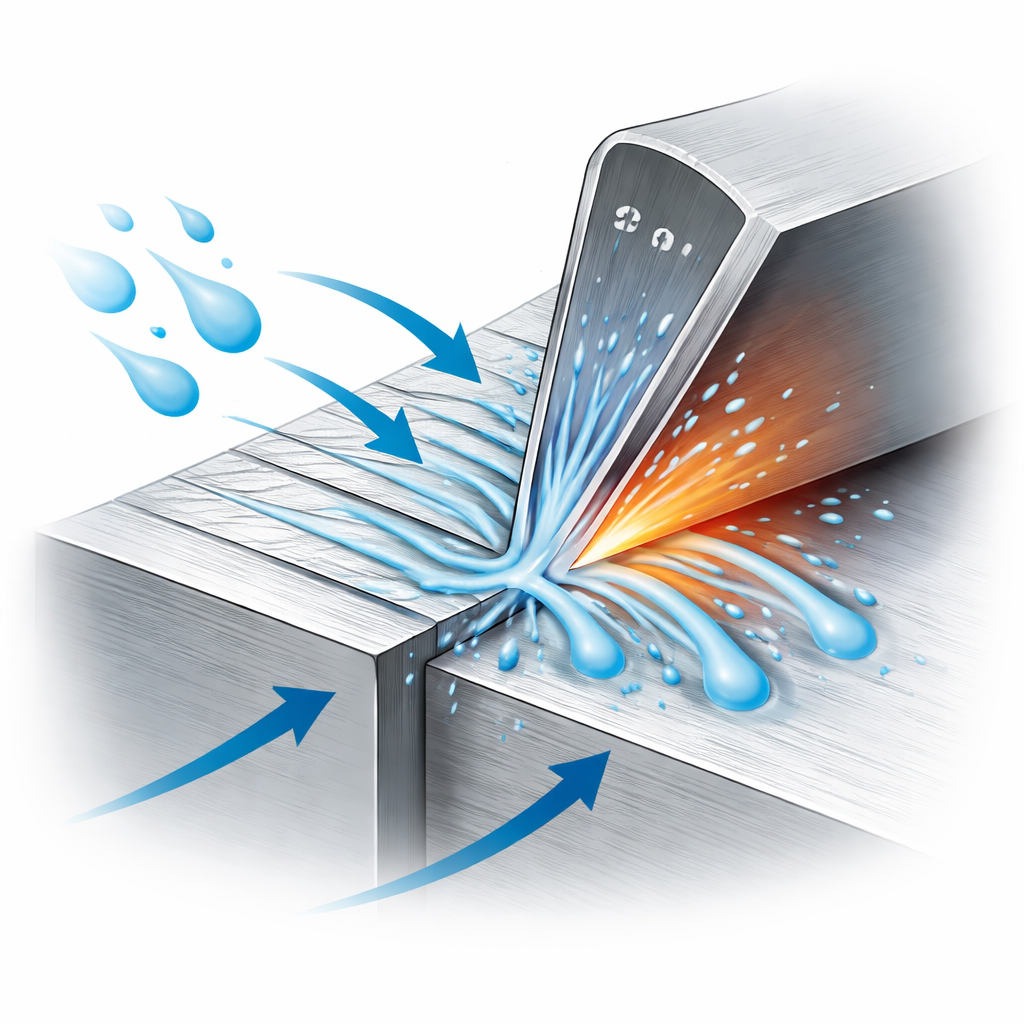
I ricercatori hanno progettato un inserto da taglio testurizzato «ibrido» il cui fronte operativo è coperto da un motivo di scanalature microscopiche. Diversamente dai progetti tradizionali che adottano una sola direzione di incisione, questo utensile combina scanalature parallele e perpendicolari al flusso del truciolo, oltre a scanalature allineate con il tagliente principale e secondario. Tutte queste caratteristiche sono state realizzate mediante un laser a fibra su inserti standard in carburo di tungsteno. L’idea è che le scanalature funzionino come piccoli serbatoi e canali per il refrigerante liquido, permettendogli di raggiungere e rimanere nella sottile zona di contatto tra utensile, truciolo e pezzo.
Mettere alla prova il nuovo utensile
Per verificare se questa testurizzazione migliori davvero le prestazioni, il team ha tornito barre cilindriche di 17‑4PH su un torno in condizione di raffreddamento a liquido, confrontando gli inserti scanalati con quelli convenzionali lisci. Si sono concentrati su tre misure pratiche rilevanti per l’industria: la temperatura di taglio nella zona di contatto utensile‑pezzo, la rugosità superficiale dell’acciaio lavorato (indicatore della qualità della finitura) e l’usura sia sulla faccia di spoglia che sul fianco dell’utensile, che insieme determinano la durata dell’inserto prima della sostituzione. I test sono stati eseguiti a due velocità di taglio mantenendo costanti e ridotti l’avanzamento e la profondità di passata, e ulteriori esperimenti hanno esplorato come la combinazione di variazioni di velocità, avanzamento e profondità influenzi i risultati.
Tagli più freddi, superfici più lisce, vita utile più lunga
Gli utensili testurizzati hanno mantenuto temperature costantemente inferiori rispetto ai corrispondenti non testurizzati. Alla velocità di taglio più bassa, il design ibrido ha ridotto la temperatura di circa un quarto rispetto all’utensile liscio; anche alla velocità maggiore, dove l’attrito è più intenso e il refrigerante ha meno tempo per penetrare, l’inserto testurizzato ha comunque abbassato la temperatura di oltre un decimo. Queste condizioni più fresche si sono tradotte in danni minori all’utensile. L’usura della faccia di spoglia e del fianco è risultata inferiore per gli utensili testurizzati, con riduzioni dell’ordine del 10–20%, e il tagliente è rimasto più affilato. Immagini microscopiche hanno mostrato che l’abrasione è il principale meccanismo di usura in entrambi i tipi di utensile, ma era nettamente meno severa quando erano presenti le scanalature.
Trucioli migliori e finiture più pulite
Anche la forma del truciolo, spesso trascurata fuori dalle officine, è migliorata. A velocità più basse gli utensili lisci tendevano a produrre trucioli lunghi e continui che possono impigliarsi e interferire con la produzione automatizzata. Gli utensili scanalati, invece, hanno favorito un’azione di taglio «derivativa» o segmentata che rompeva il truciolo in pezzi più corti, agevolata dal refrigerante immagazzinato e rilasciato dalle micro‑scanalature. Anche la finitura superficiale ne ha beneficiato: gli inserti ibridi hanno fornito valori di rugosità inferiori rispetto agli utensili convenzionali, con i miglioramenti più marcati — intorno al 28% — alla velocità di taglio più elevata. I grafici di contorno statistici dei dati hanno mostrato che la velocità di taglio governava fortemente temperatura e usura, mentre l’avanzamento era il fattore dominante per la rugosità superficiale; in tutte queste condizioni, la presenza della testura ha spostato i risultati in modo coerente verso condizioni più fredde, più lisce e meno usurate.
Cosa significa per la produzione
Per i produttori che formano acciai difficili da lavorare come il 17‑4PH, questi risultati suggeriscono che texture degli utensili progettate con cura possono apportare vantaggi concreti senza cambiare macchine o ricorrere a metodi di raffreddamento esotici. Trasformando la superficie dell’utensile in una rete di piccoli serbatoi e canali per il refrigerante, le scanalature ibride contribuiscono a contenere il calore, proteggere il tagliente e migliorare la qualità della superficie lavorata — il tutto con il normale raffreddamento a liquido. In termini pratici, ciò può tradursi in meno sostituzioni di utensili, pezzi più costanti e un minor consumo di energia e di fluido. Gli autori sostengono che tali utensili testurizzati sono pronti per l’adozione nelle industrie della lavorazione dei metalli e che un ulteriore perfezionamento dei motivi delle scanalature e delle strategie di raffreddamento potrebbe sbloccare efficienze ancora maggiori.
Citazione: Sivaiah, P., Rao, K., Yuvaraj, C. et al. Machining performance investigation on 17-4PH steel material with innovative textured tools. Sci Rep 16, 13242 (2026). https://doi.org/10.1038/s41598-026-42889-y
Parole chiave: testurizzazione utensili da taglio, lavorazione acciaio inox, sgrossatura con raffreddamento assistito, riduzione usura utensile, miglioramento finitura superficiale