Clear Sky Science · ar
التحقيق في أداء التشغيل على مادة الفولاذ 17-4PH باستخدام أدوات متنقشة مبتكرة
قطع أبرد للمعادن الصلبة
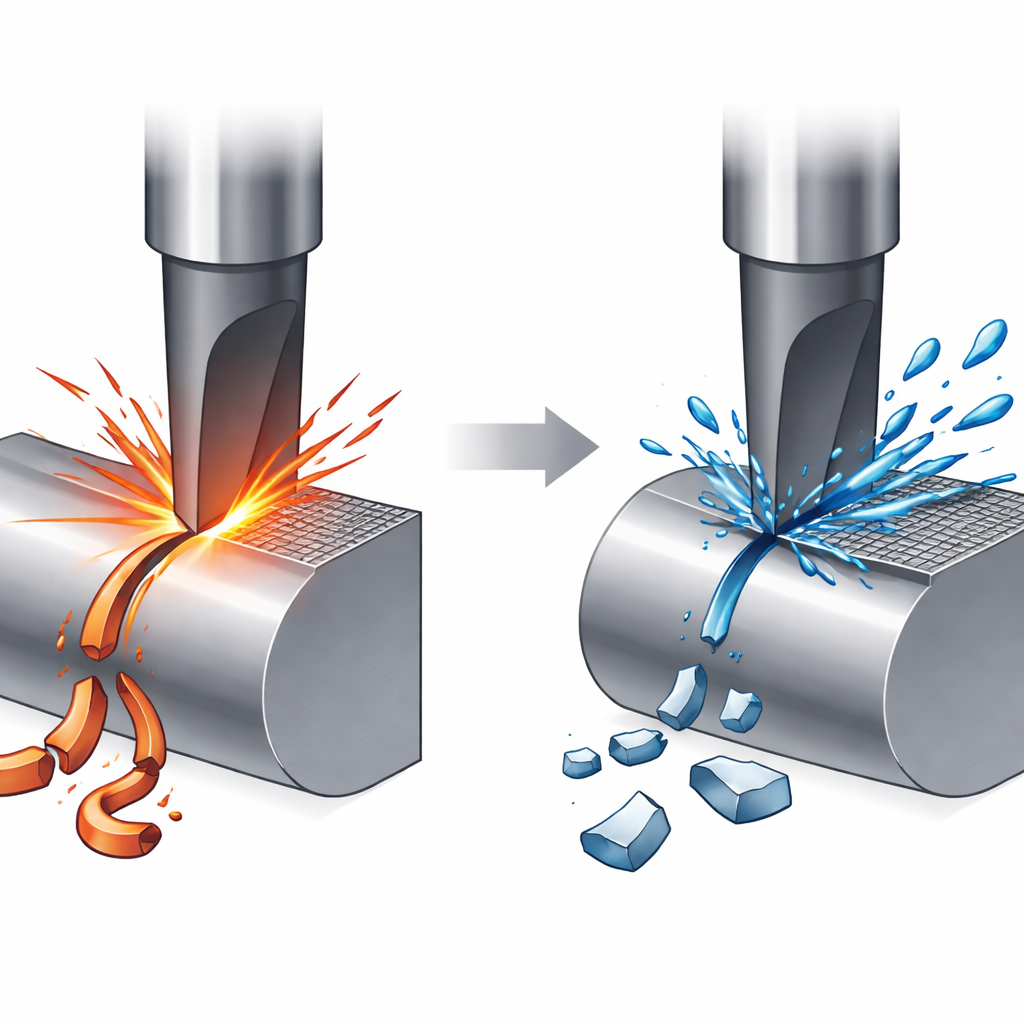
من معدات هبوط الطائرات إلى أجزاء محطات الطاقة، تُصنع العديد من المكونات الحيوية من فولاذ 17‑4PH المقاوم للصدأ، وهو معدن مُقدَّر لقوته لكنه سيء السمعة لصعوبة تشغيله. تتسبّب الحرارة العالية والاهتراء السريع للأدوات في جعل تشكيل هذا السبيكة مكلفًا ومستهلكًا للطاقة. تستكشف هذه الدراسة فكرة بسيطة المظهر: إضافة أخاديد دقيقة لسطح أدوات القطع بحيث تستطيع احتجاز وتغذية سائل التبريد بشكل أكثر فعالية، ما يحافظ على درجات الحرارة تحت السيطرة، ويطيل عمر الأداة، ويترك تشطيبات أكثر نعومة على هذه القطع المتطلبة.
أخاديد دقيقة بوظيفة كبيرة
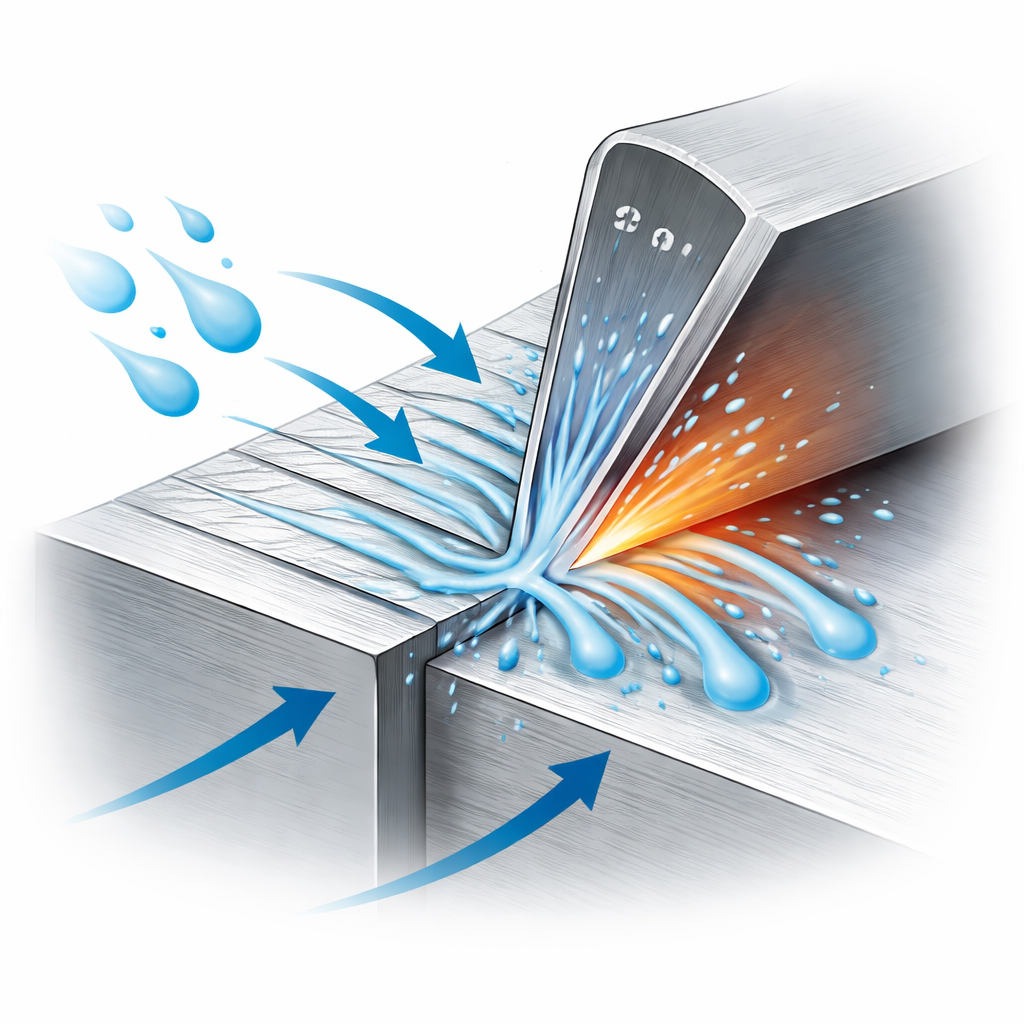
صمّم الباحثون قطعة إدراج متنقشة «هجينة» مبتكرة تُغطّى وجهها العامل بنمط من الأخاديد المجهرية. وعلى عكس التصاميم التقليدية التي تستخدم اتجاه أخدود واحد فقط، يجمع هذا التصميم بين أخاديد موازية ومتعامدة مع اتجاه انسياب رقائق المعدن، بالإضافة إلى أخاديد متموضعة بمحاذاة الحواف القطعية الأساسية والثانوية. تم إنشاء كل هذه الميزات باستخدام ليزر ألياف على إدراجات من كربيد التنغستن القياسية. الفكرة أن تعمل الأخاديد كمخازن وقنوات دقيقة لسائل التبريد، تتيح له الوصول إلى الفجوة الصغيرة حيث تلتقي الأداة والرقاقة والقطعة والحفاظ عليه هناك.
اختبار الأداة الجديدة
لمعرفة ما إذا كان هذا التنقش يحسّن الأداء بالفعل، قام الفريق بتدوير قضبان أسطوانية من فولاذ 17‑4PH على مخرطة تحت تبريد رطب، مقارنًا بين الإدراجات المخدّدة والإدراجات الملساء التقليدية. ركزوا على ثلاثة مقاييس عملية تهم الصناعة: درجة حرارة القطع في منطقة تماسك الأداة والقطعة، وخشونة سطح الفولاذ المشغول (مقياس جودة التشطيب)، والاهتراء على كل من وجه الكشط والوجه الجانبي للأداة، والتي تحدد معًا مدة صلاحية الإدراج قبل استبداله. أُجريت الاختبارات بسرعتين للقطع مع إبقاء المقدم وعمق القطع صغيرين وثابتين، واستكشفت تجارب إضافية كيف يؤثر تغيير السرعة والمقدم والعمق معًا على النتائج.
قطع أبرد، أسطح أنعم، عمر أداة أطول
عملت الأدوات المتنقشة باستمرار عند درجات حرارة أقل من نظيراتها غير المتنقشة. عند سرعة القطع الأدنى، قلّلت التصميم الهجين درجة الحرارة بحوالي ربع مقارنة بالأداة الملساء؛ وحتى عند السرعة الأعلى، حيث الاحتكاك أكثر حدة ويكون لسائل التبريد وقت أقل للاختراق، ما زال الإدراج المتنقش يخفض الحرارة بأكثر من عشر بالمئة. ترجمت هذه الظروف الأكثر برودة إلى أضرار أقل في الأداة نفسها. كان كل من اهتراء وجه الكشط والوجه الجانبي أقل للأدوات المتنقشة، مع تخفيضات بنطاق 10–20%، وبقي حافة القطع أكثر حدة. أظهرت صور مجهرية أن الاحتكاك المتمطي كان آلية الاهتراء الرئيسية في كلا النوعين من الأدوات، لكنها كانت أقل حدة بوضوح عندما كانت الأخاديد موجودة.
رقائق أفضل وتشطيعات أنظف
تحسّن شكل الرقاقة، وهو جانب كثيرًا ما يُهمل خارج ورش التشغيل، أيضًا. عند السرعات الأدنى، كانت الأدوات الملساء تميل إلى إنتاج رقائق طويلة ومتواصلة يمكن أن تتشابك وتعيق الإنتاج الآلي. أما الأدوات المخدّدة فتعزّز عمل قطع «مجزأ» أو مشتق يكسر الرقاقة إلى قطع أقصر، بمساعدة سائل التبريد المخزن والمفرَج عنه من الأخاديد المجهرية. استفاد التشطيب السطحي أيضًا: قدّمت الإدراجات الهجينة قيم خشونة أقل من الأدوات التقليدية، مع أكبر التحسينات — حوالي 28% — عند سرعة القطع الأعلى. أظهرت خرائط الكنتور الإحصائية للبيانات أن سرعة القطع تحكمت بقوة في الحرارة والاهتراء، بينما كان معدل المقدم العامل الحاسم لخشونة السطح؛ وعبر هذه الظروف، حوّلت وجود النمط النتائج باستمرار نحو ظروف أبرد، وأنعم، وأقل اهتراءً.
ما يعنيه ذلك للتصنيع
بالنسبة للمصنّعين الذين يشكلون الفولاذات الصعبة مثل 17‑4PH، تشير هذه النتائج إلى أن نقوش الأدوات المصممة بعناية يمكن أن تقدم مكاسب حقيقية دون تغيير الآلات أو اللجوء إلى طرق تبريد غريبة. من خلال تحويل سطح الأداة إلى شبكة من مخازن وقنوات سائل تبريد دقيقة، تساعد الأخاديد الهجينة في السيطرة على الحرارة، وحماية حافة القطع، وتحسين جودة السطح المشغول — كل ذلك تحت تبريد رطب قياسي. عمليًا، يمكن أن يعني ذلك تغييرات أدوات أقل، وقطع أكثر اتساقًا، وانخفاضًا في استهلاك الطاقة والسائل. يجادل المؤلفون بأن مثل هذه الأدوات المتنقشة جاهزة لاعتمادها في صناعات قطع المعادن وأن تكييف أنماط الأخاديد واستراتيجيات التبريد قد يفتح كفاءات أكبر.
الاستشهاد: Sivaiah, P., Rao, K., Yuvaraj, C. et al. Machining performance investigation on 17-4PH steel material with innovative textured tools. Sci Rep 16, 13242 (2026). https://doi.org/10.1038/s41598-026-42889-y
الكلمات المفتاحية: تنقش أدوات القطع, تشغيل الفولاذ المقاوم للصدأ, التشغيل بالتبريد المساعد, تقليل اهتراء الأداة, تحسين نعومة السطح