Clear Sky Science · zh
切削速度与钻石抛光力对纯镍表面特性的影响
为艰巨任务打造更光滑的金属表面
从喷气发动机到化工装置,许多关键设备依赖能够承受极端高温、压力和腐蚀的镍零件。这些零件表面在显微尺度上的处理方式,往往决定了粘合是否可靠还是会早期失效。本研究探讨了两种常见制造步骤——车削切削和随后用硬质钻石头进行的“压平”处理——如何改变纯镍表层,以及这些变化如何有助于通过称为扩散接合的工艺使未来组件更牢固地结合在一起。
镍零件“表皮”为何重要
镍之所以被重用,是因为它在高温下仍保持强度并抗化学侵蚀,但这些特性也使其难以获得干净的加工表面。在微反应器等微小装置中,传统焊接操作困难,制造者转向扩散接合,这种方法通过在高温下将非常干净、平整的表面压在一起实现连接。在这种情况下,金属的“表皮”变得至关重要:如果它太粗糙、充满细小裂纹或存在不利的内部应力分布,零件之间可能会留有间隙,接头强度会下降。因此,研究者旨在弄清楚车削过程中的切削速度以及钻石抛光时施加的推压力如何共同影响纯镍的表面粗糙度、硬度、内部应力和晶体结构。
调整切削速度
研究团队在精密车床上加工了盘形纯镍样件,改变切削刃扫过表面的速度——从相对缓慢到很快——同时保持其他参数不变。在较低切削速度下,切削力和进给力最大,加工表面出现明显的沟槽和高起脊,远比简单刀具几何所能预测的粗糙得多。在表层内部,金属发生了加工硬化,晶粒被强烈细化为更小的区域,且锁定的应力在一个方向上趋于压应力而在另一个方向上趋于拉应力。随着切削速度提高,力值下降,进给方向的粗糙度缩小到原来的约三分之一,并且随着热效应开始主导,表面附近的金属略有软化。在最高速度下,表面变得更光滑,但内部应力更明显地转为沿切削方向的拉应力。
用钻石“压平”以平复表面
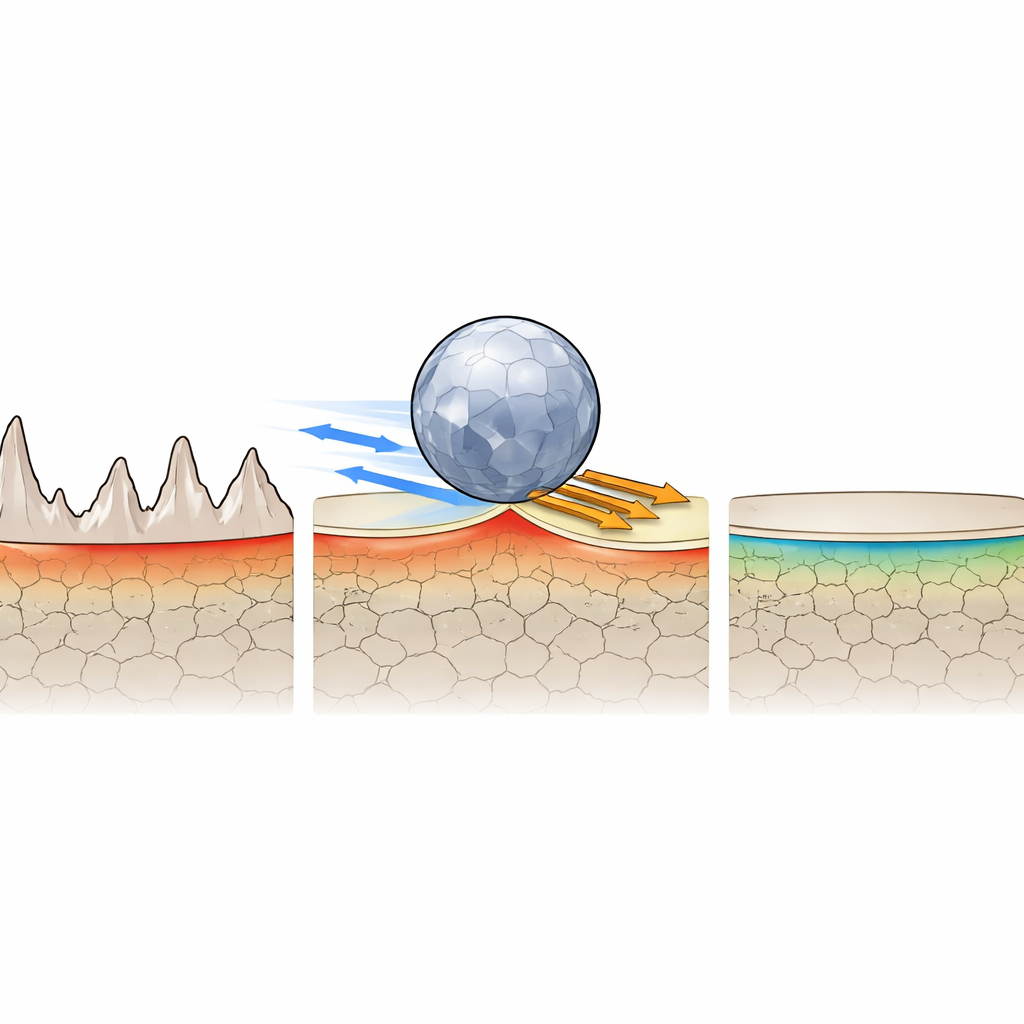
随后,研究者选取在中等切削速度下加工的镍盘,用光滑的球形钻石头在不同力下在表面滑过,这个过程类似于用坚硬的大理石滚过柔软金属。在适中力下,这一步显著降低了车削留下的表面峰高,沿进给方向大幅平整表面,而沿抛光路径的粗糙度仅略有增加。显微图像显示钻石滑过时擦去了许多缺陷而未撕裂表面。在材料内部,此处理增加了硬度,使晶粒进一步细化,并且最关键的是将先前的拉应力状态转变为表层附近的强压应力——这通常被认为有利,因为压应力有助于抑制裂纹扩展。然而,当施力过大时,表面开始剥离成薄片,粗糙度再次增加,一些压应力松弛,表明更大的压力并不总是更好。
把表面形貌与隐含结构连接起来
通过比较不同试验,研究表明可见表面特征与薄层下发生的变化之间存在明确联系。低切削速度产生的较粗糙表面伴随更强的加工硬化、更细的晶体片段、更高的微应变以及在一个方向上的更大压应力,所有这些都是严重机械变形的标志。高切削速度产生的更光滑表面则表现出变形减少并向拉应力转变,反映出热影响在塑造表面方面的日益重要。以适当力值进行的钻石抛光则兼具两者优势:既平整了几何形貌,又将表面近层压实为硬化、细晶的压缩状态。对钻石施力过大则会打破这种平衡,损伤表层并抵消部分有利应力。
对实际接头意味着什么
对于希望将镍零件通过扩散接合的工程师而言,这些发现提供了实用的指导。以足够高的速度车削可以得到相对平滑的起始表面,但可能留下并不理想的拉应力。随后以中等力进行的钻石抛光步骤则可以形成更平整、更硬并带有压应力的表皮,这应有助于表面更完整地接触并抵抗裂纹形成。尽管该研究未直接测量接头强度,但它阐明了加工参数——切削速度和抛光力——如何转化为表面纹理和内在结构。有了这一路线图,未来的工作可以微调这些工艺步骤,以制备出在严苛环境中也能保持可靠结合的镍部件。
引用: Ghorbanalipour, S., Liborius, H., Martini, J. et al. Influence of the cutting speed in turning and force in diamond smoothing on the surface properties of pure nickel. Sci Rep 16, 12179 (2026). https://doi.org/10.1038/s41598-026-48553-9
关键词: 镍加工, 表面粗糙度, 钻石抛光, 残余应力, 扩散接合