Clear Sky Science · tr
Saf nickelin yüzey özellikleri üzerinde torna kesme hızının ve elmas düzlemenin kuvvetinin etkisi
Zorlu İşler İçin Daha Düz Metal
Jet motorlarından kimyasal tesislere kadar birçok kritik makine, aşırı ısı, basınç ve korozyona dayanmak zorunda olan nikel parçalara güvenir. Bu parçaların yüzeyinin mikroskobik düzeyde nasıl hazırlandığı, güvenilir bir bağlantı ile erken arıza arasındaki farkı yaratabilir. Bu çalışma, iki yaygın imalat adımının—tornada kesme ve sert bir elmas ucu ile yapılan bir “düzleme” adımının—saf nikelin en üst katmanını nasıl değiştirdiğini ve bu değişikliklerin difüzyonla bağlanma adı verilen bir süreçle gelecekteki bileşenlerin daha güçlü şekilde bir araya gelmesine nasıl yardımcı olabileceğini inceliyor.
Nickel Parçaların Derisi Neden Önemli
Nikel, yüksek sıcaklıklarda bile dayanıklı ve saldırıya karşı dirençli kaldığı için değer taşır; ancak bu özellikler onu temiz işlemede zorlaştırır. Mikroreaktörler gibi küçük cihazlarda geleneksel kaynak zordur; bu nedenle üreticiler çok temiz, düz yüzeyleri yüksek sıcaklıkta bastırarak birleştiren difüzyon bağlanmasına yönelir. Bu durumda metalin “derisi” kritik hale gelir: çok pürüzlü, küçük çatlaklarla dolu veya yanlış türde iç gerilmelerle kilitlenmişse parçalar arasında boşluklar kalabilir ve ek zayıflayabilir. Araştırmacılar bu yüzden tornada kesme hızı ile elmas düzleme sırasında uygulanan itme kuvvetinin saf nikelde yüzey pürüzlülüğünü, sertliğini, iç gerilmeleri ve kristal yapısını nasıl birlikte şekillendirdiğini anlamayı hedeflediler.
Kesme Hızının Ayarlanması
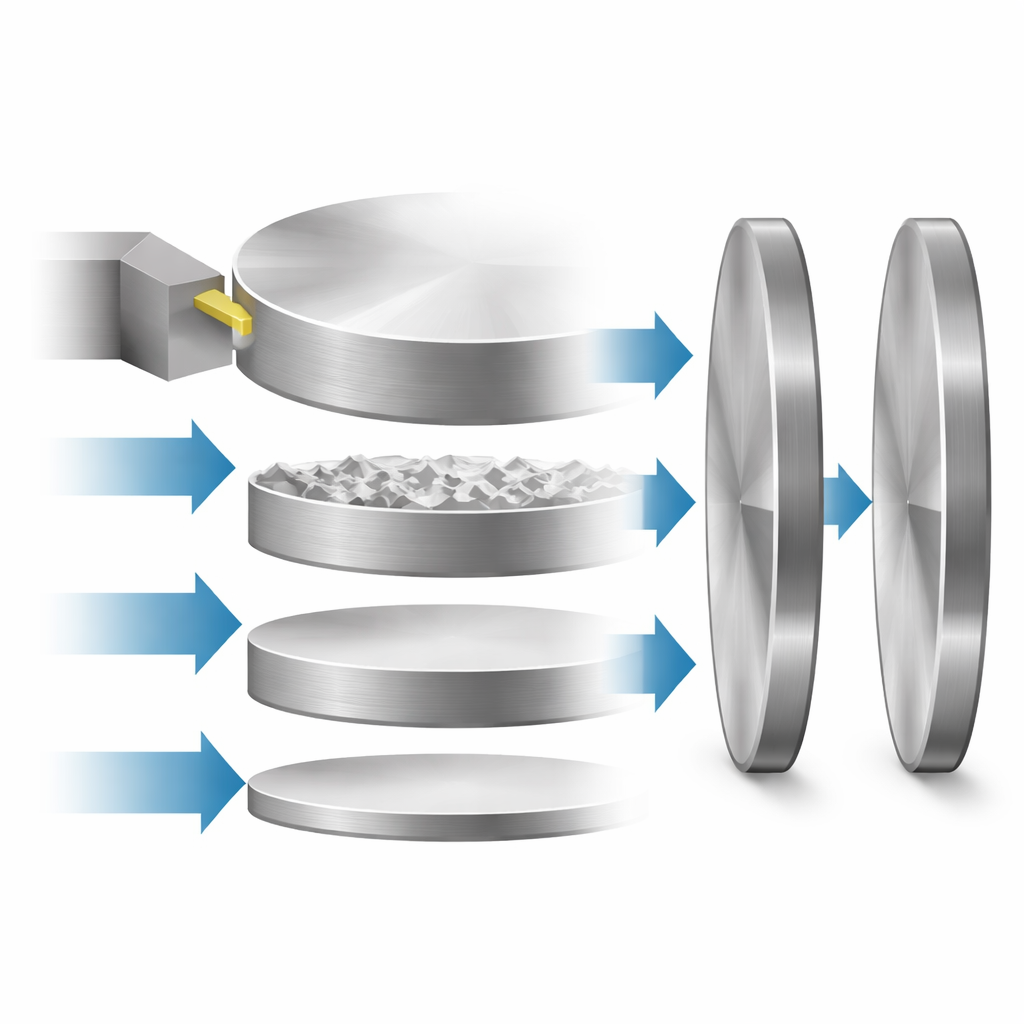
Ekip, hassas bir tornada saf nikelden disk şeklinde numuneler işledi ve kesici kenarın yüzey üzerinde ne kadar hızlı süpürdüğünü—nispeten yavaştan çok hızlıya—değiştirirken diğer ayarları sabit tuttu. Düşük kesme hızlarında kesme ve ilerleme kuvvetleri en yüksekti ve işlenmiş yüzey belirgin oluklar ve yükselmiş sırtlar göstererek basit takım geometrisinin öngördüğünden çok daha pürüzlüydü. Üst katmanın içinde metal sertleşti, küçük kristalleri daha küçük bölgelere parçalandı ve kilitlenmiş gerilmeler bir yönde basma (kompresif) eğilimliyken diğer yönde çekmeye (tensil) dönüktü. Kesme hızı arttıkça kuvvetler düştü, ilerleme yönündeki pürüzlülük orijinal seviyesinin yaklaşık üçte birine indi ve yüzeye yakın yerde ısı etkileri hakim olmaya başlayınca metal biraz yumuşadı. En yüksek hızlarda yüzey daha düzgün hale geldi ancak iç gerilmeler özellikle kesme yönünde belirgin biçimde çekmeye kaydı.
Yüzeyi Yatıştırmak İçin Elmasla Düzleme
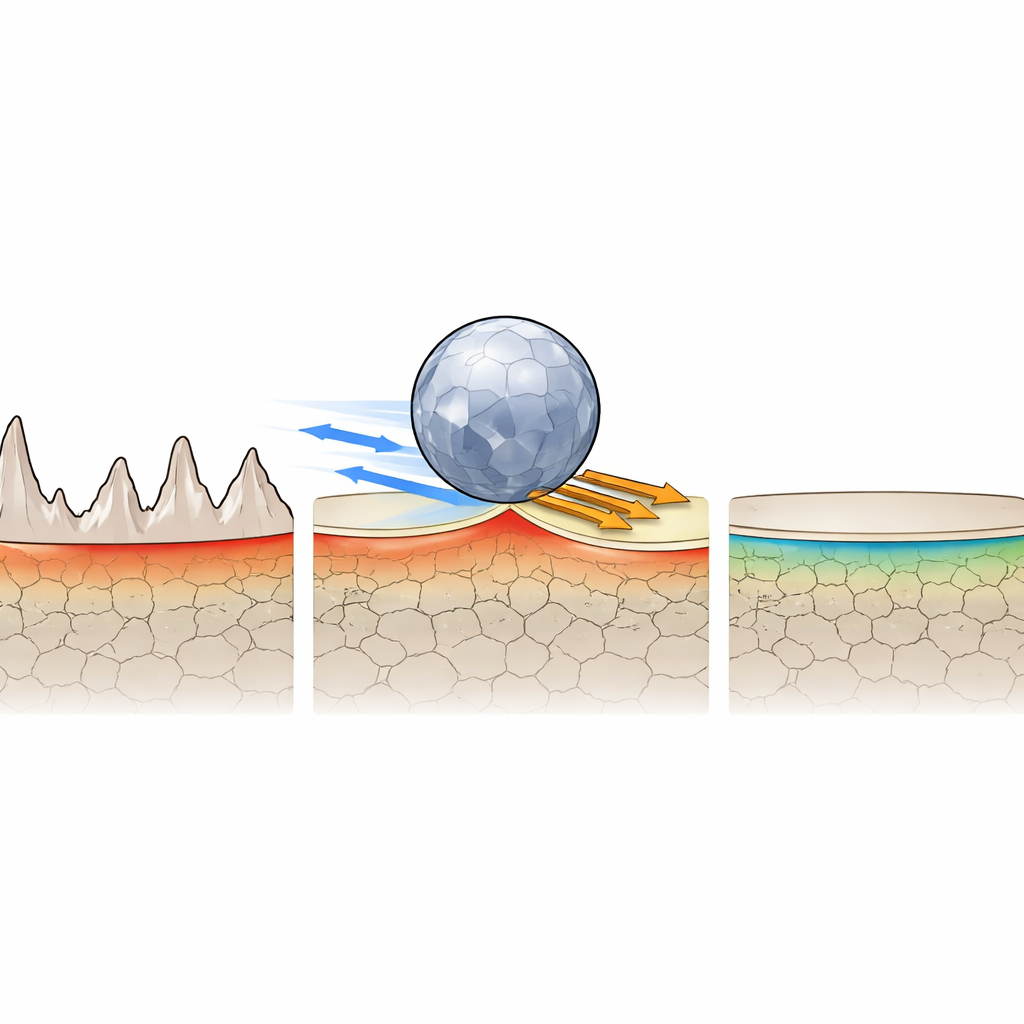
Sonraki adımda araştırmacılar orta aralık bir hızda kesilmiş nikel disklerini aldılar ve yüzey üzerine farklı kuvvetler altında pürüzsüz bir küresel elmas uç geçirdiler; bu işlem yumuşak metalin üzerinden sert bir misket yuvarlamaya benziyor. Orta düzey kuvvetlerde bu adım, tornadan kalan yüzey zirvelerinin yüksekliğini dramatik şekilde azalttı; ilerleme yönünde yüzeyi çok daha düzleştirirken düzleme yolundaki pürüzlülüğü yalnızca biraz artırdı. Mikroskopik görüntüler elmas geçişinin yüzeyi yırtmadan birçok kusuru sildiğini gösterdi. Malzemenin içinde bu işlem sertliği artırdı, kristalitleri daha da küçülttü ve kritik olarak daha önce çekme eğiliminde olan gerilme durumunu yüzeye yakın bölgede güçlü kompresif gerilmeye dönüştürdü—bu durum çatlak büyümesine direnç sağladığı için genellikle faydalı kabul edilir. Ancak kuvvet çok yüksek olduğunda yüzey ince pullar halinde soyulmaya başladı, pürüzlülük yeniden arttı ve bazı kompresif gerilmeler gevşedi; bu da daha fazla basıncın her zaman daha iyi olmadığını gösterdi.
Yüzey Şekli ile Gizli Yapı Arasındaki Bağlantı
Farklı testleri karşılaştırarak çalışma, yüzeyde görülen ile ince alt katmanda olanlar arasında belirgin bağlantılar ortaya koydu. Düşük kesme hızlarında oluşan daha pürüzlü yüzeyler, daha güçlü iş sertleşmesi, daha ince kırılmış kristal parçacıkları, daha yüksek mikrogerinim ve bir yönde daha fazla kompresif gerilme ile çakıştı; bunların hepsi şiddetli mekanik deformasyon belirtileriydi. Daha yüksek kesme hızlarında üretilen daha düzgün yüzeyler deformasyonun azaldığını ve yüzey şekillenmesinde ısının rolünün arttığını yansıtarak çekme gerilmesine doğru bir kayma gösterdi. Dikkatle seçilmiş kuvvetlerde yapılan elmas düzleme her iki dünyanın en iyisini birleştirdi: geometrisini düzleştirirken aynı zamanda yüzeye yakın katmanı sertleşmiş, ince taneli ve sıkışmış bir durumda bıraktı. Elması çok fazla zorlamak dengeyi bozdu, üst katmana zarar verdi ve bazı yararlı gerilmeleri geri aldı.
Bunun Gerçek Dünya Ek Yerleri İçin Anlamı
Nickel parçaları difüzyonla birleştirmeyi hedefleyen mühendisler için bu bulgular pratik bir tarif sunuyor. Yeterince yüksek hızlarda torna işlemi, makul derecede düzgün bir başlangıç yüzeyi sağlayabilir, ancak geride ideal olmayan çekme gerilmeleri bırakabilir. Orta kuvvette uygulanan takip elmas düzleme adımı ise çok daha düz, daha sert ve yüzeyde kompresif gerilme oluşturabilir; bu da yüzeylerin daha eksiksiz biçimde birbirine bastırmasına ve çatlak oluşumuna karşı direnç sağlamasına yardımcı olmalıdır. Çalışma doğrudan ekin dayanımını ölçmese de, işleme düğmelerinin—kesme hızı ve düzleme kuvveti—yüzey dokusu ve gizli yapıya nasıl dönüştüğünü gösteren bir yol haritası sunuyor. Bu yol haritasıyla gelecekteki çalışmalar, birleştirilen yüzeyleri maruz kalmaları gereken zorlu ortamlara uygun şekilde sağlam ve güvenilir üretecek biçimde bu adımları ince ayar yapabilir.
Atıf: Ghorbanalipour, S., Liborius, H., Martini, J. et al. Influence of the cutting speed in turning and force in diamond smoothing on the surface properties of pure nickel. Sci Rep 16, 12179 (2026). https://doi.org/10.1038/s41598-026-48553-9
Anahtar kelimeler: nikel işleme, yüzey pürüzlülüğü, elmas düzleme, artık gerilme, difüzyon bağlanması