Clear Sky Science · tr
Bir kalıp çeliğinin yüzey sertleştirilmesi: lazer tavlama
Günlük ürünler için daha dayanıklı takımlar
Otomobil tamponlarından telefon kapaklarına kadar birçok plastik parça, milyonlarca üretim döngüsüne dayanmak zorunda olan çelik kalıplarda şekillenir. Bu kalıplar aşındığında fabrikalar yüksek maliyetli duruşlar ve yenileme giderleriyle karşılaşır. Bu çalışma, odaklanmış bir lazer ışınının yaygın kullanılan bir kalıp çeliğinin sadece dış yüzeyini hızla sertleştirerek aşınmaya karşı daha dayanıklı hale getirebileceğini, iç kısmın ise tok ve çatlama direncini koruduğunu araştırıyor. Çalışma, takım ömrünü uzatabilecek ve seri üretimde atıkları azaltabilecek daha hızlı, daha hassas işlemlere işaret ediyor.
Çeliği sertleştirmenin yüksek teknoloji yöntemi
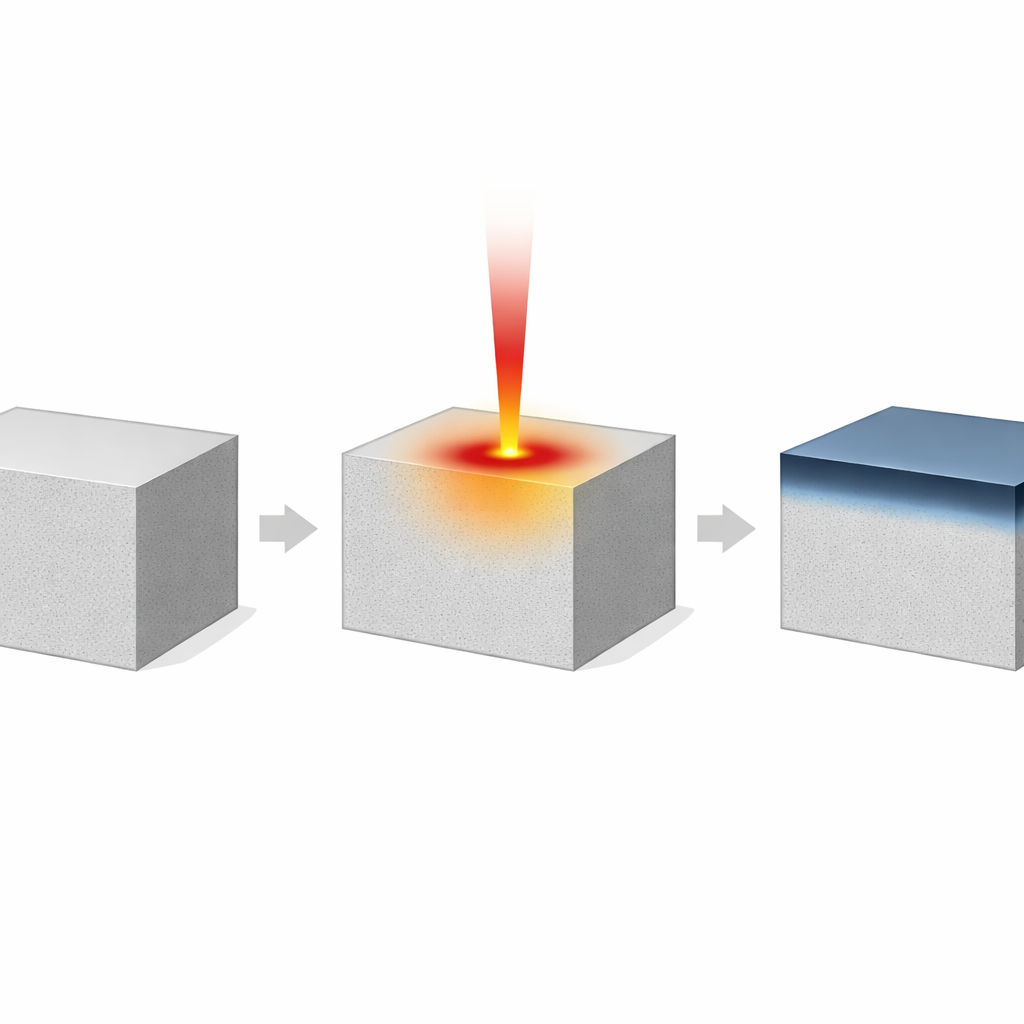
Çeliğin geleneksel sertleştirilmesi, parçaların tamamının fırında ısıtılıp sonra hızlıca soğutulmasını içerir. Bu yöntem etkili olsa da karmaşık şekillerde deformasyon yapabilir ve bileşenleri zayıflatabilecek iç gerilmeler bırakabilir. Araştırmacılar bunun yerine güçlü bir diyot lazerin P20+S kalıp çeliği blok yüzeyi üzerinde tarandığı “lazer tavlama”yı test etti. Lazer yalnızca ince bir dış katmanı hızlıca ısıtarak onun hızla soğuyup çok sert bir yapıya dönüşmesini sağlarken, çeliğin gövdesi nispeten serin ve dövülebilir kalır. Bu yerel yaklaşım daha iyi kontrol, daha az deformasyon ve çoğu zaman ek parlatma gerektirmeyen yüzeyler vaat eder.
Testlerin nasıl yapıldığı
Ekip lazer uygulaması sırasında iki ana ayarı değiştirdi: yüzey sıcaklığı (yaklaşık 1000 °C veya 1200 °C) ve bitişik lazer izlerinin ne kadar örtüştüğü (%10 veya %25). Daha sonra muamele edilmiş bölgelerin kesitlerini optik ve elektron mikroskopları altında incelediler ve kristal yapıların belirlenmesi için X-ışını kırınımı kullandılar. Yüzeyin ne kadar sertleştiğini nicel olarak belirlemek için nanoindentasyon uyguladılar; bu yöntemle çok küçük bir elmas uç malzemeye yüzeyden içe doğru birçok noktada bastırıldı. Son olarak, bir pin-on-disk düzeneği ile aşınma direncini test ettiler; burada seramik bir top çelik yüzey üzerinde binlerce kez kaydırıldı ve oluşan oluklar ile sürtünme ölçüldü.
Çeliğin içinde neler oluyor
İşlem öncesinde P20+S çeliği tipik olarak daha yumuşak ferrit ve daha sert perlitle karışık bir mikro yapı gösteriyordu. Lazer tavlamadan sonra bu mikro yapı yüzeyde kayboldu ve yüksek dayanımıyla bilinen iğne benzeri atom düzenine sahip martensit ile tutarlı çok daha sert bir fazla yer değiştirdi. Yüzey sertliği iki kattan fazla arttı—işlenmemiş çelikte yaklaşık 3,4 gigapascal iken lazer tavlamadan sonra yaklaşık 8–9 gigapascal oldu. 1000 °C’de bu sertleşmiş katman yaklaşık 700 mikrometrenin hemen altında derinliğe ulaşırken; 1200 °C’de neredeyse 1400 mikrometreye kadar genişleyerek daha yumuşak, değişmemiş bir çekirdek üzerinde derin bir sert kabuk oluşturdu. Lazer izleri arasındaki örtüşmenin değiştirilmesi esasen işlem görmüş bölgenin genişliğini etkiledi; sertlik üzerinde belirgin bir etkisi olmadı ve örtüşme bölgeleri işlem görmüş yüzeyin geri kalanıyla aynı sertlikte kaldı.
Daha sert olması her zaman daha dayanıklı demek değil
Daha yüksek sıcaklık daha derin ve biraz daha sert bir katman üretti olsa da, yüzeyde daha kalın bir oksit film oluşumunu da teşvik etti. Aşınma testleri sırasında bu gevrek oksit tekrarlayan şekilde koparak altındaki sertleşmiş çeliği açığa çıkardı ve zarar verdi. Sonuç olarak 1200 °C’de işlem görmüş numune en yüksek aşınma hacmini ve yapışkan aşınmanın hakim olduğu, malzeme parçacıklarının yapışıp kopmasıyla karakterize daha düzensiz bir sürtünme sinyali gösterdi. Buna karşılık 1000 °C’de işlem yapılan çelik çok daha ince bir oksit tabakası oluşturdu. Bu tabakanın küçük yamalar halinde kopması durumunda bile, altındaki martensitik katman yüzeyi korumaya devam etti; böylece toplam aşınma, çok daha yüksek sertliğe rağmen işlem görmemiş çeliğe daha yakın kaldı.
Endüstri için anlamı
Çalışma, lazer tavlamanın kalıp çeliklerinde çekirdeklerini tok ve boyutsal olarak stabil tutarken hızla sert, aşınmaya dayanıklı bir kabuk oluşturabileceğini gösteriyor. Lazer sıcaklığı ve iz örtüşmesi ayarlanarak bu sertleşmiş katmanın derinliği kontrol edilebilir, ancak aşırı yüksek sıcaklıkların kırılgan oksit filmleri oluşturarak aşınma performansını olumsuz etkileyebileceği unutulmamalıdır. Genel olarak sonuçlar, takımlar ve kalıplar için geleneksel fırın işlemlerine kıyasla endüstriye hazır, umut verici bir alternatif olarak lazer tavlamayı destekliyor; bu, hizmet ömrünü uzatabilir ve yüksek hacimli plastik üretimin güvenilirliğini artırabilir.
Atıf: Rodrigues, F.M., Gonçalves, F., Cavaleiro, D. et al. Surface hardening of a mould steel by laser quenching. Sci Rep 16, 12917 (2026). https://doi.org/10.1038/s41598-026-42194-8
Anahtar kelimeler: lazer yüzey sertleştirme, kalıp çeliği, aşınma direnci, ısıl işlem, endüstriyel kalıplama