Clear Sky Science · de
Oberflächenhärtung eines Werkzeugstahls durch Laserabschreckung
Stärkere Werkzeuge für Alltagsprodukte
Von Stoßfängern bis zu Handyhüllen entstehen viele Kunststoffteile in Stahlformen, die Millionen von Produktionszyklen aushalten müssen. Wenn diese Formen verschleißen, drohen Fabriken kostenintensive Ausfallzeiten und Ersatzbeschaffungen. Diese Studie untersucht, wie ein fokussierter Laserstrahl schnell nur die Außenschicht eines gebräuchlichen Werkzeugstahls härten kann, sodass sie verschleißfester wird, während der Kern zäh und rissbeständig bleibt. Die Arbeit weist auf schnellere, präzisere Behandlungen hin, die die Lebensdauer von Werkzeugen verlängern und Abfall in der Massenfertigung reduzieren könnten.
Ein Hightech-Weg, Stahl zu verstärken
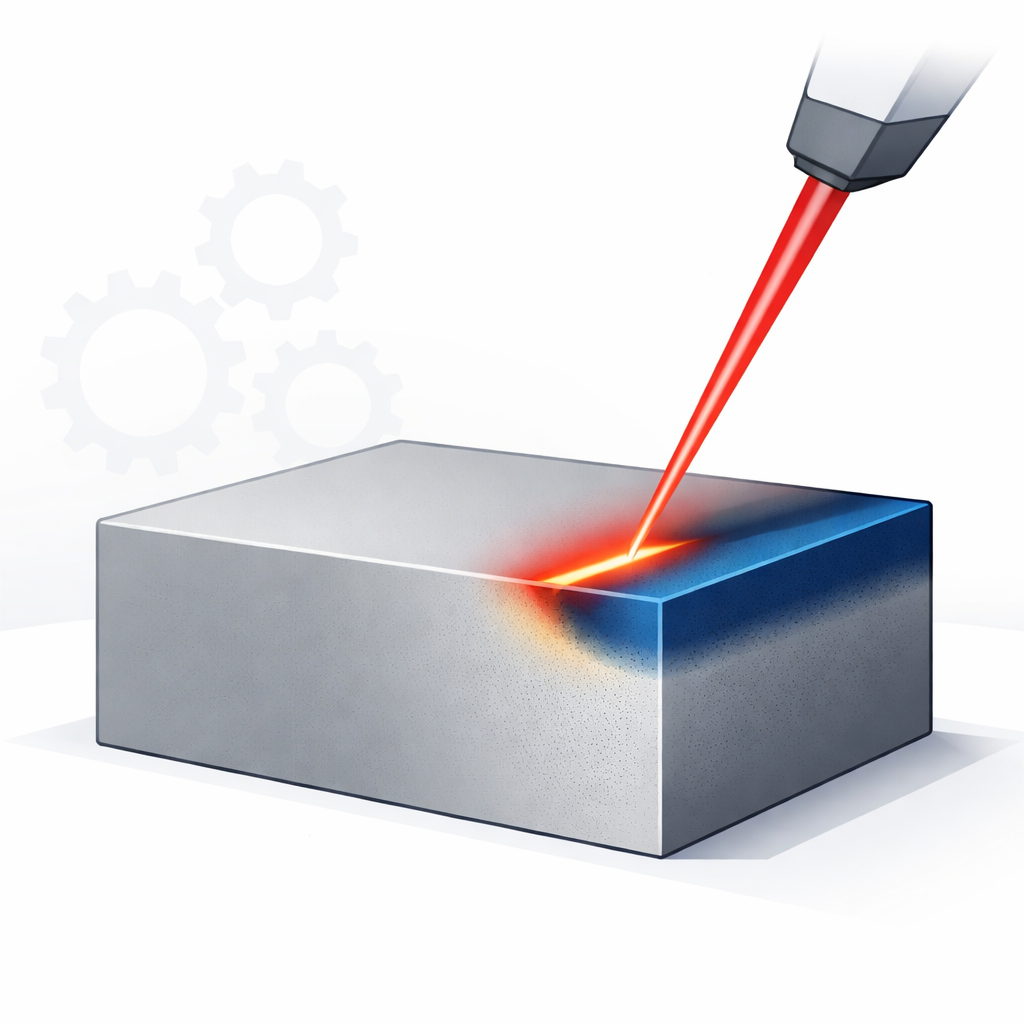
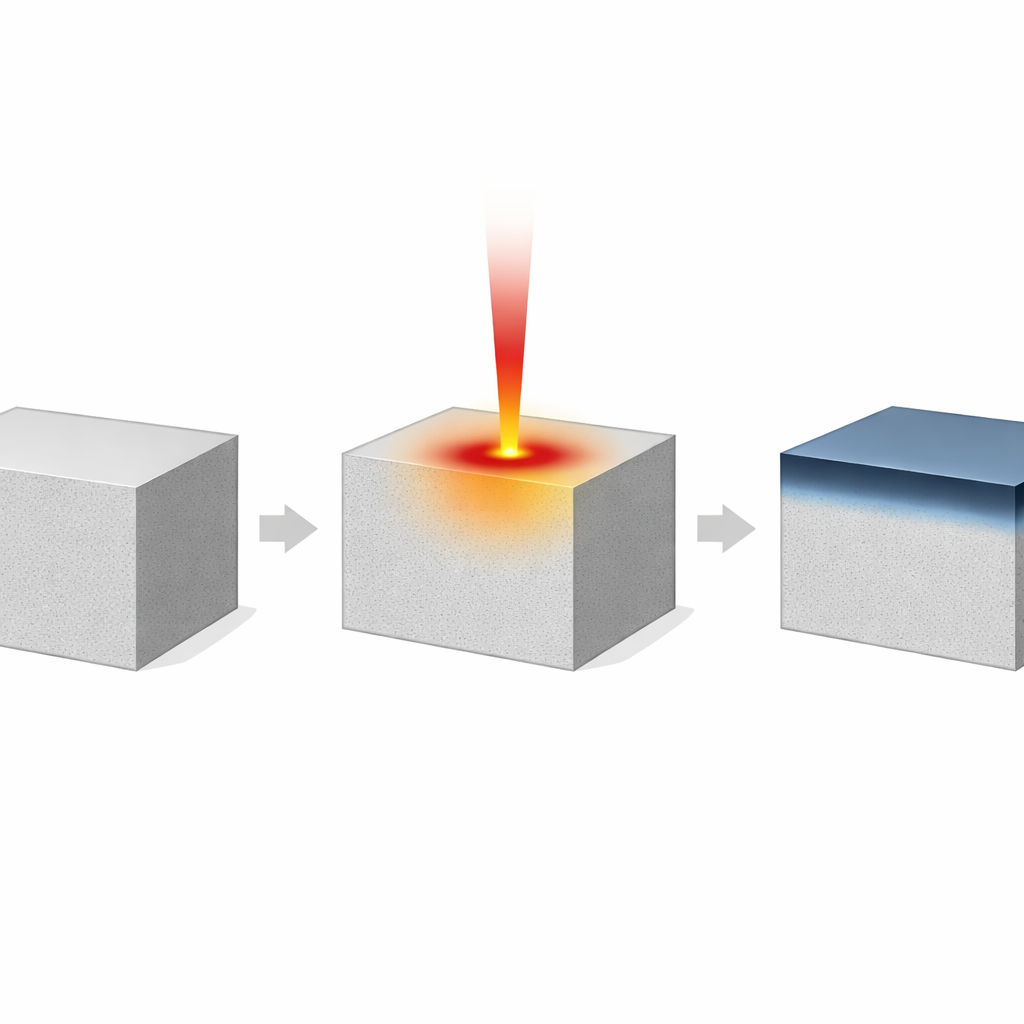
Die traditionelle Härtung von Stahl erfolgt durch Erwärmen ganzer Bauteile im Ofen und anschließendes schnelles Abkühlen. Zwar wirksam, kann dieses Verfahren aber komplexe Formen verziehen und innere Spannungen hinterlassen, die Bauteile schwächen. Die Forschenden testeten stattdessen die „Laserabschreckung“, bei der ein leistungsstarker Diodenlaser über die Oberfläche eines P20+S-Werkzeugstahlblocks fährt. Der Laser erwärmt sehr schnell nur eine dünne äußere Schicht, die dann rasch in eine sehr harte Struktur umwandelt, während das Stahlvolumen relativ kühl und duktil bleibt. Dieser lokalisierte Ansatz verspricht bessere Kontrolle, weniger Verzug und Oberflächen, die oft keiner zusätzlichen Politur bedürfen.
Wie die Tests durchgeführt wurden
Das Team variierte während der Laserbehandlung zwei Haupteinstellungen: die Oberflächentemperatur (etwa 1000 °C oder 1200 °C) und wie stark benachbarte Laserbahnen überlappen (10 % oder 25 %). Anschließend untersuchten sie Querschnitte der behandelten Zonen im Licht- und Elektronenmikroskop und nutzten Röntgendiffraktion zur Bestimmung der Kristallstrukturen. Um die Zunahme der Oberflächenhärte zu quantifizieren, führten sie Nanoindentationen durch, bei denen eine winzige Diamantspitze an vielen Punkten von der Oberfläche in das Material gedrückt wurde. Schließlich prüften sie die Verschleißfestigkeit mit einem Pin-on-Disk-Aufbau, bei dem eine keramische Kugel tausendfach über die Stahloberfläche gleitet und die entstehenden Rillen sowie die Reibung gemessen werden.
Was sich im Inneren des Stahls abspielt
Vor der Behandlung zeigte der P20+S-Stahl die typische Mischung aus weicherem Ferrit und härterem Perlit. Nach der Laserabschreckung verschwand diese Mikrostruktur an der Oberfläche und wurde durch eine deutlich härtere Phase ersetzt, die mit Martensit übereinstimmt — einer nadelartigen Atomordnung, die für hohe Festigkeit bekannt ist. Die Oberflächenhärte mehr als verdoppelte sich: von etwa 3,4 Gigapascal im unbehandelten Stahl auf rund 8–9 Gigapascal nach der Laserabschreckung. Bei 1000 °C reichte diese gehärtete Schicht in Tiefen knapp unter 700 Mikrometern; bei 1200 °C erstreckte sie sich auf nahezu 1400 Mikrometer und bildete so eine tiefe, harte Schale über einem weicheren, unveränderten Kern. Eine Änderung der Überlappung zwischen Laserbahnen beeinflusste hauptsächlich die Breite der behandelten Zone, nicht jedoch die Härte selbst; die Überlappungsbereiche blieben genauso hart wie der Rest der behandelten Oberfläche.
Härter ist nicht immer haltbarer
Obwohl höhere Temperaturen eine tiefere und etwas härtere Schicht erzeugten, förderten sie zugleich das Wachstum einer dickeren Oxidschicht an der Oberfläche. Während der Verschleißtests löste sich dieses spröde Oxid wiederholt ab und setzte so den gehärteten Stahl darunter frei und beschädigte ihn. Infolgedessen zeigte die bei 1200 °C behandelte Probe das größte Verschleißvolumen und ein unruhigeres Reibungssignal, dominiert von Adhäsionsverschleiß, bei dem Materialstücke klebenblieben und herausgerissen wurden. Im Gegensatz dazu bildete der bei 1000 °C behandelte Stahl eine deutlich dünnere Oxidschicht. Wenn kleine Bereiche davon unter dem Gleiten abbrachen, schützte die darunterliegende martensitische Schicht weiterhin die Oberfläche, sodass der Gesamtverschleiß trotz der deutlich höheren Härte eher dem des unbehandelten Stahls ähnelte.
Was das für die Industrie bedeutet
Die Studie zeigt, dass Laserabschreckung schnell eine harte, verschleißfeste Schale auf Werkzeugstählen erzeugen kann, während die Kerne zäh und dimensionsstabil bleiben. Durch Feinabstimmung von Laser-Temperatur und Bahnenüberlappung können Hersteller steuern, wie tief diese gehärtete Schicht reicht; übermäßig hohe Temperaturen können jedoch die Verschleißleistung durch Ausbildung fragiler Oxidschichten verschlechtern. Insgesamt stützen die Ergebnisse die Laserabschreckung als vielversprechende, für die Industrie geeignete Alternative zu konventionellen Ofenbehandlungen für Werkzeuge und Formen, mit dem Potenzial, ihre Lebensdauer zu verlängern und die Zuverlässigkeit der Massenproduktion von Kunststoffteilen zu verbessern.
Zitation: Rodrigues, F.M., Gonçalves, F., Cavaleiro, D. et al. Surface hardening of a mould steel by laser quenching. Sci Rep 16, 12917 (2026). https://doi.org/10.1038/s41598-026-42194-8
Schlüsselwörter: Laser-Oberflächenhärtung, Werkzeugstahl, Verschleißfestigkeit, Wärmebehandlung, industrielle Werkzeuge