Clear Sky Science · ru
Оптимизация качества отверстий при сверлении прямых горячепрессованных композитов Al/SiC методом Тагучи
Почему качественные отверстия важны в лёгких металлах
От крыльев самолётов до электромобилей инженеры всё чаще используют лёгкие алюминиевые детали, соединяемые болтами или заклёпками. Каждому такому креплению требуется точно просверленное отверстие. Если отверстие шершавое, увеличенного диаметра или овальное, соединение может ослабнуть, со временем треснуть или даже выйти из строя. В этом исследовании рассматривается перспективный класс материалов — алюминий, упрочнённый мелкими керамическими частицами — и ставится практический вопрос: как надёжно и эффективно просверлить в них чистые, точные отверстия?
Создание более прочных, но лёгких металлических заготовок
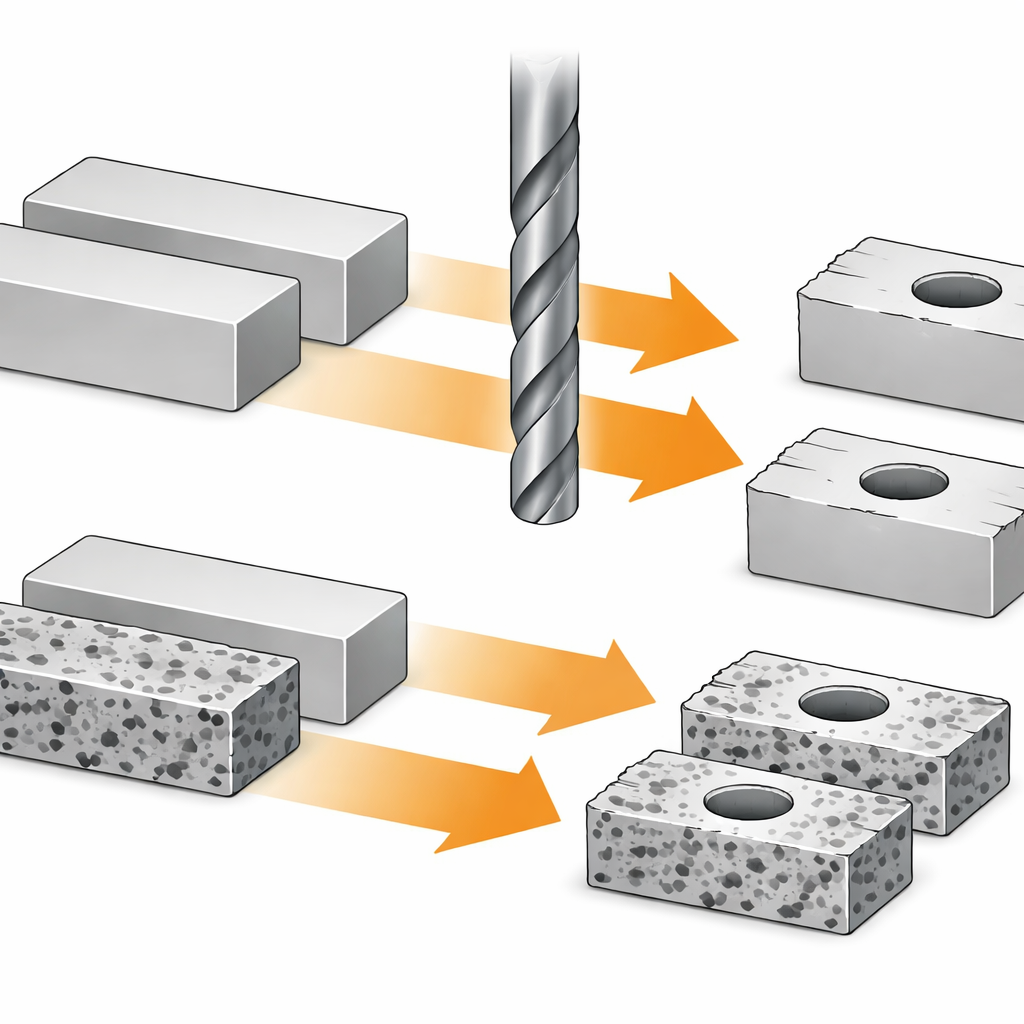
Исследователи сначала изготовили алюминиевые заготовки с разным содержанием карбида кремния — очень твёрдой керамики, применяемой, в том числе, в наждачной шкурке. Применяя твердотельный метод прямого горячего прессования, они уплотняли порошки алюминия и SiC под действием нагрева и давления, получая плотные композитные пластины. Микроскопия показала, что керамические частицы распределены по металлу довольно равномерно, а рентгеновский анализ подтвердил отсутствие нежелательных реакций на границах между алюминием и керамикой. Хотя увеличение доли керамики слегка повышало пористость и снижало общую плотность, оно заметно увеличивало твёрдость материала — примерно на треть при наивысшем содержании частиц — поскольку твёрдые зерна препятствуют мелким внутренним сдвигам, которые обычно позволяют металлам деформироваться.
Почему сверление таких материалов трудно
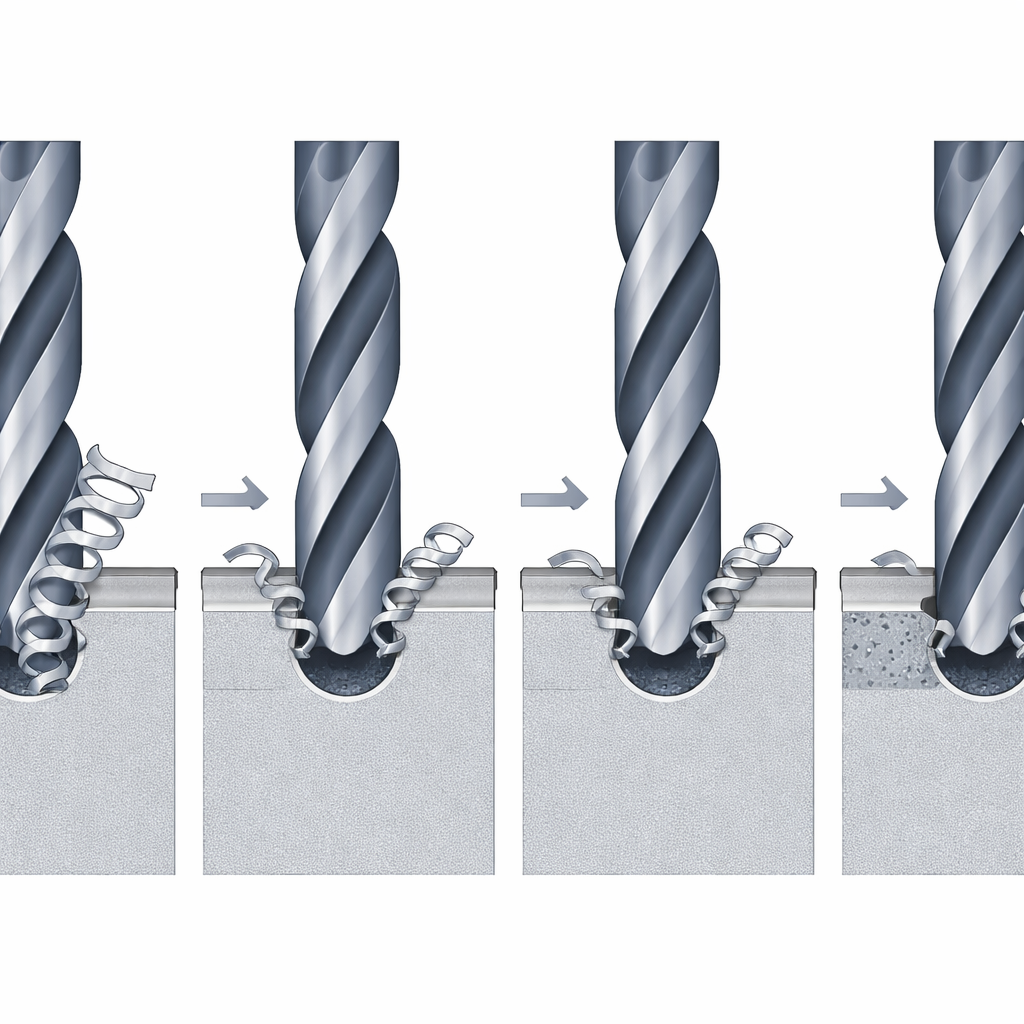
В реальных изделиях эти композиты нужно сверлить, чтобы пропустить болты и заклёпки. Но те же твёрдые керамические частицы, что упрочняют материал, являются абразивными — они изнашивают инструмент и делают поверхность отверстия грубой. Команда сосредоточилась на четырёх практических показателях качества отверстия: требуемая сила подачи, гладкость внутренней поверхности, соответствие итогового диаметра заданному и сохранение круглости. Они просверлили множество испытательных отверстий обычными быстрорежущими сверлами, систематически варьируя скорость резания, скорость подачи (подачу на оборот), угол заточки сверла и долю керамики в алюминии.
Испытание множества условий при меньшем числе экспериментов
Вместо исчерпывающего тестирования всех возможных комбинаций исследователи использовали статистическую стратегию, известную как метод Тагучи. Этот подход организует тщательно подобранный набор опытов так, чтобы можно было выделить влияние каждого фактора. После каждого сверления они измеряли силу подачи датчиком, шероховатость поверхности профилометром, а размеры и круглость — прецизионной координатной измерительной машиной. Также исследовали износ сверла, форму стружки и заусенцы на выходе сверла. Затем статистическими методами ранжировали значимость настроек и строили уравнения, предсказывающие, как выбранный режим сверления повлияет на четыре показателя качества отверстия.
Что определяет хорошее отверстие
Самый очевидный вывод из данных — что основной регулятор качества отверстия — это скорость подачи (подача на оборот). Более высокая подача значительно увеличивает силу на сверле, шероховатость стенки отверстия и ошибки по диаметру и круглости. Скорость резания, угол заточки и содержание керамики тоже влияли, но в меньшей степени и по-разному. Увеличение скорости резания, как правило, сглаживало поверхность, но немного ухудшало геометрическую точность из-за нагрева и вибраций. Больший угол заточки и большее содержание керамики в целом помогали поддерживать размеры и форму отверстия, а повышенная доля керамики также уменьшала заусенцы и формирование длинной нитевидной стружки, делая поведение материала менее похожим на мягкий алюминий, склонный к смазыванию, и более похожим на хрупкое, легко дробящееся тело.
Поиск оптимальных режимов сверления
Комбинируя измерения с анализом по Тагучи, команда выявила режимы сверления, которые совместно минимизируют силу, шероховатость, погрешность диаметра и отклонение от круглости. Лучшие универсальные рецепты включали низкую подачу, крутой угол заточки сверла и максимальное содержание керамики, при этом скорость резания подстраивали в зависимости от того, важнее ли поверхность или размерная точность. Когда они проверили эти «оптимальные» настройки в новых экспериментах, результаты совпали с прогнозами в узком допуске и показали существенное улучшение по всем четырём показателям качества. Для производителей это означает, что высокоэффективные алюминиево-керамические композиты можно сверлить с жёсткими допусками обычными инструментами при условии внимательного подбора подачи и геометрии сверла. Практически работа даёт дорожную карту по созданию более лёгких, жёстких компонентов с отверстиями, которые служат дольше и реже выходят из строя в эксплуатации.
Цитирование: Basar, G., Der, O., Kahraman, F. et al. Optimization of hole quality in drilling of direct hot-pressed Al/SiC composites using Taguchi method. Sci Rep 16, 13591 (2026). https://doi.org/10.1038/s41598-026-42714-6
Ключевые слова: композиты на алюминиевой матрице, армирование карбидом кремния, оптимизация сверления, качество отверстий, планирование экспериментов по Тагучи