Clear Sky Science · it
Ottimizzazione della qualità dei fori nella foratura di compositi Al/SiC pressati a caldo direttamente mediante il metodo Taguchi
Perché fori migliori contano nei metalli leggeri
Dalle ali degli aeroplani alle auto elettriche, gli ingegneri fanno sempre più affidamento su componenti in alluminio leggeri che vengono assemblati con bulloni o rivetti. Ognuno di questi elementi di fissaggio richiede un foro forato con precisione. Se il foro è ruvido, sovradimensionato o non perfettamente circolare, il giunto può allentarsi, incrinarsi nel tempo o addirittura fallire. Questo studio esamina una classe di materiali promettente — alluminio rinforzato con piccole particelle ceramiche — e si pone una domanda pratica: come è possibile forare in modo pulito e preciso questi materiali in maniera affidabile ed efficiente?
Costruire blocchi metallici più resistenti ma più leggeri
I ricercatori hanno prima fabbricato blocchi di alluminio rinforzati con diverse percentuali di carburo di silicio, una ceramica molto dura usata anche nella carta abrasiva. Usando una tecnica allo stato solido chiamata pressatura diretta a caldo, hanno compattato polveri di alluminio e SiC sotto calore e pressione per ottenere lastre composite dense. La microscopia ha mostrato che le particelle ceramiche erano distribuite in modo abbastanza uniforme nel metallo, e l’analisi a raggi X ha confermato che non si sono formati composti di reazione indesiderati ai confini tra alluminio e ceramica. Sebbene l’aumento della frazione ceramica abbia leggermente incrementato le porosità interne e ridotto la densità complessiva, ha reso il materiale significativamente più duro — di circa un terzo al massimo contenuto di particelle — perché i grani duri ostacolano gli spostamenti interni minimi che normalmente permettono ai metalli di deformarsi.
Perché forare questi materiali è difficile
Nei prodotti reali, questi compositi devono essere forati affinché bulloni e rivetti possano passarvi attraverso. Ma le stesse particelle ceramiche dure che rafforzano il materiale sono anche abrasive, consumando gli utensili e rendendo il foro più ruvido. Il team si è concentrato su quattro misure pratiche della qualità del foro: la forza di avanzamento richiesta dalla punta, la liscezza della superficie interna, quanto il diametro finale si avvicina al valore desiderato e quanto il foro rimane circolare. Hanno forato numerosi fori di prova con punte in acciaio ad alta velocità comuni variando sistematicamente la velocità di taglio, la velocità di avanzo, l’angolo della punta della punta e la quantità di ceramica dispersa nell’alluminio.
Testare molte condizioni con meno esperimenti
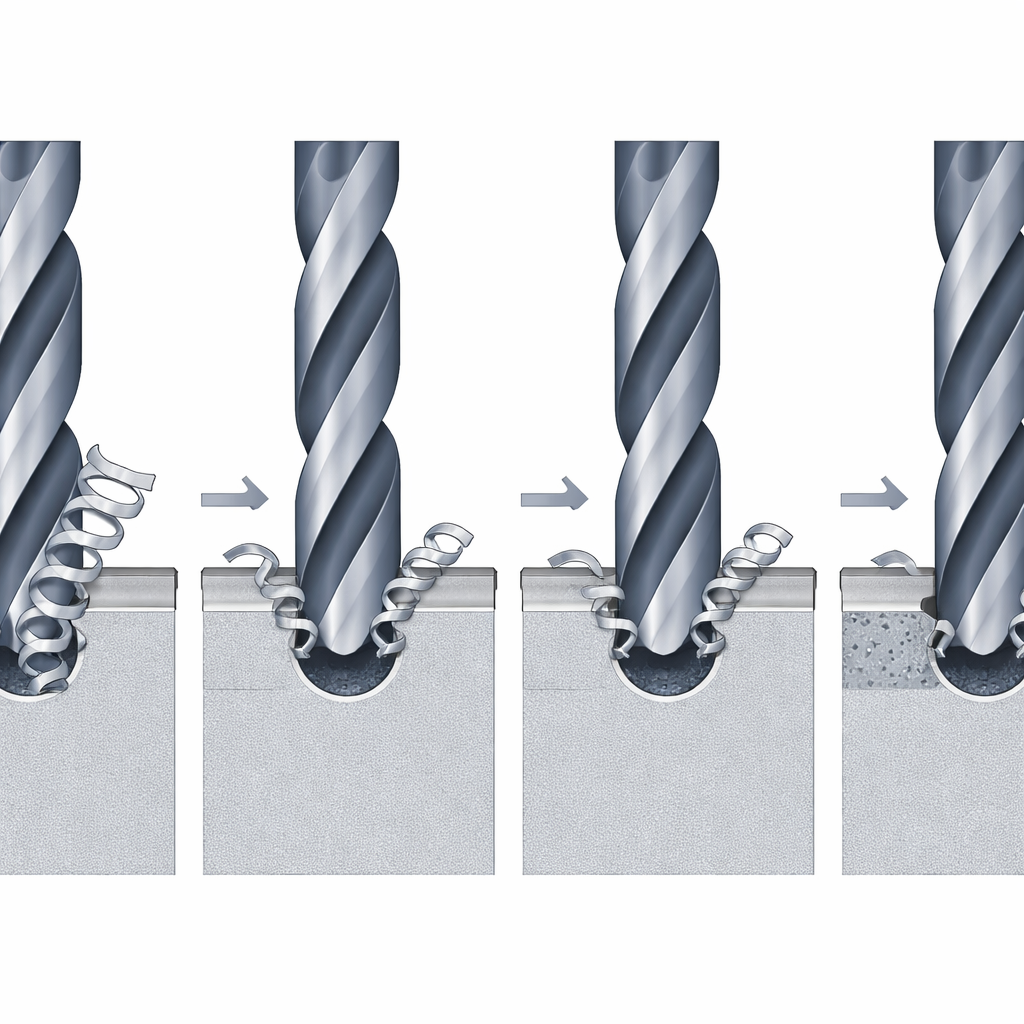
Invece di testare esaustivamente ogni possibile combinazione, i ricercatori hanno usato una strategia statistica chiamata metodo Taguchi. Questo approccio dispone un sottoinsieme accuratamente scelto di esperimenti in modo che l’influenza di ciascun fattore possa comunque essere separata. Dopo ogni prova di foratura hanno misurato la forza di avanzamento con un sensore di forza, la rugosità superficiale con un profilometro e le dimensioni e la circolarità con una macchina di misura a coordinate di precisione. Hanno inoltre ispezionato l’usura delle punte, la forma dei trucioli e le sbavature formate all’uscita del foro. Poi hanno utilizzato strumenti statistici per classificare quali impostazioni erano più importanti e per costruire equazioni in grado di prevedere come una specifica “ricetta” di foratura avrebbe influenzato le quattro misure di qualità del foro.
Cosa controlla un buon foro
Il messaggio più chiaro dai dati è che la velocità di avanzamento — la distanza che la punta avanza per giro — è la manopola di controllo dominante. Velocità di avanzamento maggiori aumentano drasticamente la forza sulla punta, la rugosità della parete del foro e gli errori di diametro e circolarità. La velocità di taglio, l’angolo della punta e il contenuto ceramico hanno anch’essi un ruolo, ma in misura minore e in modi diversi. Tagli più veloci tendevano a levigare la superficie ma peggioravano leggermente la precisione geometrica a causa del calore e delle vibrazioni. Un angolo della punta più ampio e una maggiore presenza di particelle ceramiche aiutavano generalmente a mantenere sotto controllo dimensioni e forma del foro, e un contenuto ceramico più elevato riduceva anche le sbavature e i trucioli lunghi e filanti facendo comportare il materiale meno come un alluminio morbido soggetto ad imbrattamento e più come un solido fragile che si frattura facilmente.
Trovare il punto ottimale per le impostazioni di foratura
Combinando le loro misure con l’analisi Taguchi, il team ha identificato condizioni di foratura che minimizzano congiuntamente forza, rugosità, errore di diametro e ovalizzazione. Le migliori “ricette” complessive prevedevano una bassa velocità di avanzamento con una punta dalla geometria pronunciata e il massimo contenuto ceramico, con la velocità di taglio regolata a seconda che l’obiettivo primario fosse la finitura superficiale o la precisione dimensionale. Quando hanno testato queste impostazioni “ottimali” in nuovi esperimenti, i risultati hanno corrisposto alle previsioni entro un margine ristretto e hanno mostrato miglioramenti sostanziali in tutte e quattro le misure di qualità. Per i produttori ciò significa che i compositi alluminio–ceramica ad alte prestazioni possono essere forati entro tolleranze strette usando utensili convenzionali, a condizione che velocità di avanzamento e geometria della punta siano scelte con cura. In termini pratici, il lavoro offre una mappa per realizzare componenti più leggeri e più rigidi con fori che durano più a lungo e guastano meno frequentemente in servizio.
Citazione: Basar, G., Der, O., Kahraman, F. et al. Optimization of hole quality in drilling of direct hot-pressed Al/SiC composites using Taguchi method. Sci Rep 16, 13591 (2026). https://doi.org/10.1038/s41598-026-42714-6
Parole chiave: compositi a matrice di alluminio, rinforzo in carburo di silicio, ottimizzazione della foratura, qualità del foro, progettazione Taguchi