Clear Sky Science · ru
Исследование интеллектуального метода сборки глубоких гаек авиационного двигателя на основе управления по моменту и углу
Почему важно правильно затягивать скрытые части двигателя
Глубоко внутри реактивного двигателя, вне поля зрения механиков, огромные гайки стягивают вращающиеся детали, чтобы они не разрушались при тысячах оборотов в минуту. Добиться «правильной» затяжки этих крепежных элементов крайне важно: если слишком слабо — двигатель может разболтаться и погибнуть, если слишком сильно — дорогие детали могут треснуть. В этой работе изучается, как точнее и эффективнее затягивать большую гайку, расположенную почти в метре внутри ротора авиационного двигателя, и описывается новый интеллектуальный инструмент, который видит, анализирует и корректирует процесс в реальном времени.
Проблемы со скрытым высоконагруженным крепежом
Современные авиационные двигатели опираются на резьбовые соединения, удерживающие диски ротора и валы, при передаче огромных сил и в условиях высоких температур и вибрации. Особую сложность представляет затяжка гаек высокого момента в глубокой и узкой полости низкодавления ротора. Механикам нужно обеспечить моменты порядка двух тысяч ньютон-метров и совместить стопорные пазы, предотвращающие отворачивание, — и при этом у них нет прямой видимости. Традиционные методы, основанные только на измерении момента, сильно зависят от трения и состояния поверхностей, что часто приводит к большим неопределённостям в осевой зажимающей силе. Ручная подгонка внутри полости медленная, трудно повторяема и связана с риском столкновений, способных повредить дорогостоящие компоненты.
Взгляд в то, как поверхности действительно соприкасаются
Чтобы понять, почему зажимающая сила столь изменчива, авторы сначала изучили микроскопическую шероховатость нитей резьбы гайки и вала. Вместо гладкой поверхности эти поверхности похожи на миниатюрные горные хребты. Команда использовала математическое описание грубых самоподобных поверхностей вместе с классической теорией контакта, чтобы смоделировать, как эти крошечные вершины деформируются под нагрузкой. Их расчёты и компьютерные симуляции показали, что для типично обработанных поверхностей лишь около 12–18 процентов видимой площади резьбы действительно находится в контакте. Такой пятнистый характер контакта помогает объяснить, почему сила, создаваемая данным моментом затяжки, может сильно колебаться, и почему модели, предполагающие идеально гладкие поверхности, переоценивают точность.
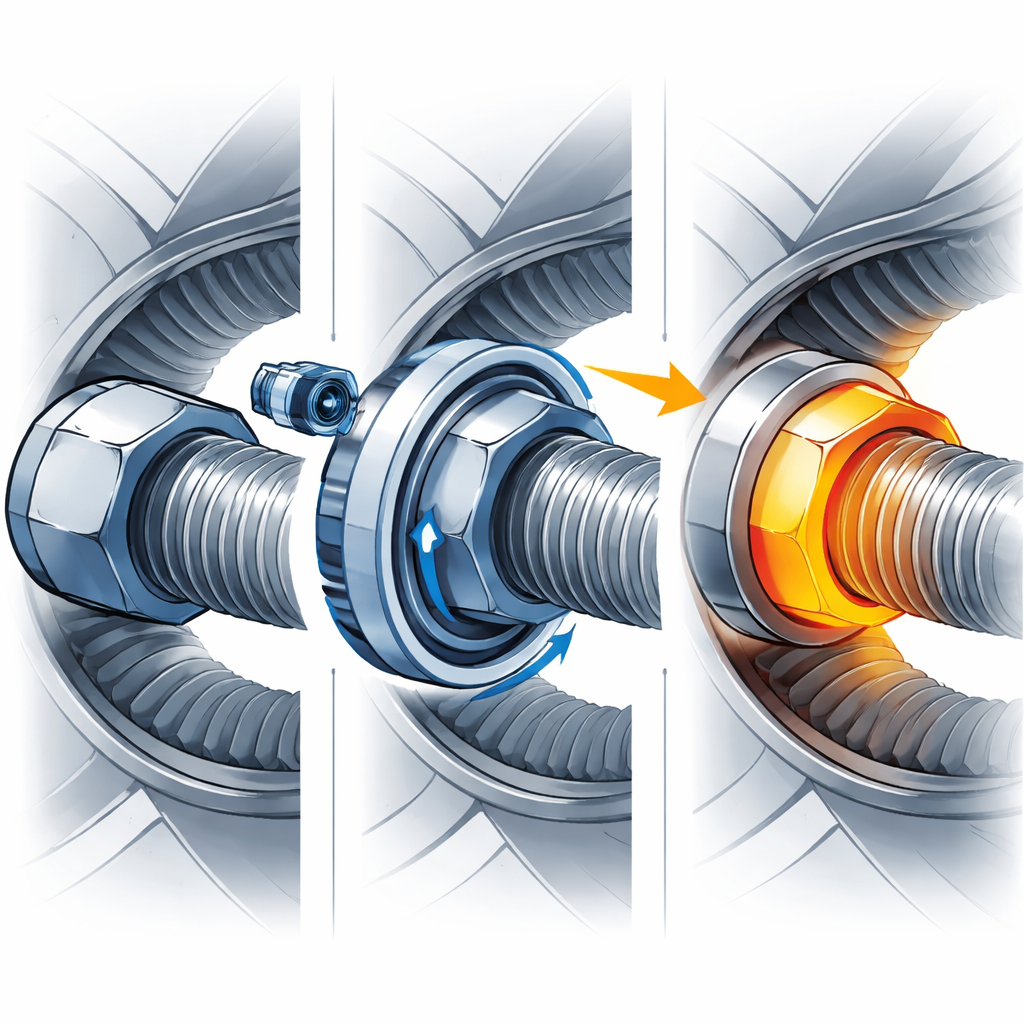
Прослеживание сил при нагреве и вращении
Далее исследователи построили подробную цифровую модель гайки, вала и зажимаемых деталей, чтобы проследить, как изменяется зажимающая сила после нагрева и при работе на оборотах. С помощью конечно-элементных расчётов они объединили механические нагрузки, температурный эффект и центробежные силы, приближённые к реальным условиям работы. По мере того как металл нагревается до нескольких сотен градусов Цельсия, он размягчается и расширяется, перераспределяя напряжения по большему числу витков резьбы и снижая зажимную силу. Одновременно вращение вызывает радиальное увеличение диаметра вала и небольшое укорачивание, что также ослабляет нагрузку на резьбу. Исследование показало, что температура оказывает наибольшее влияние, и в совокупности с вращением она может снизить предварительную затяжку почти на четверть. На основе этих результатов команда разработала конкретный угол «перетяжки» и запас предварительной затяжки так, чтобы после нагрева и раскрутки двигателя оставшаяся зажимающая сила оставалась в безопасных пределах.
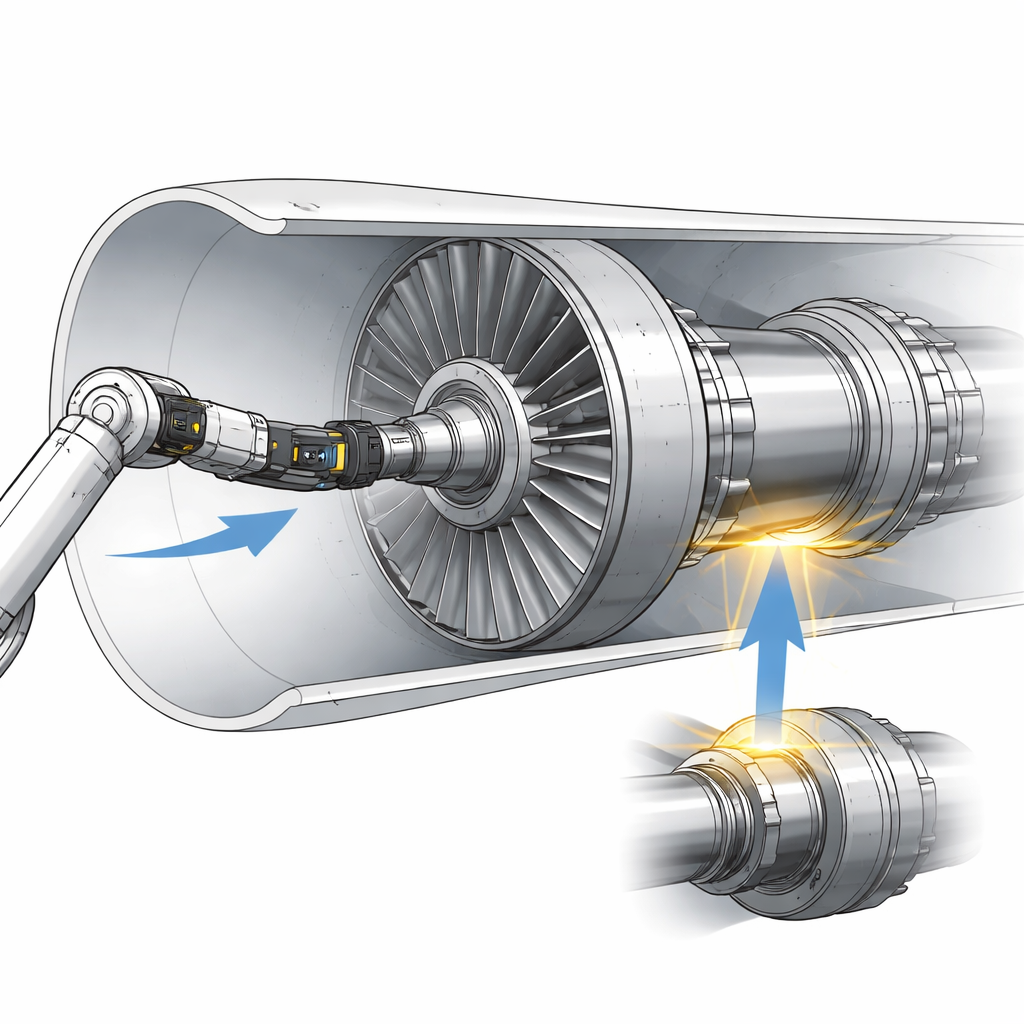
Интеллектуальный инструмент, который видит и корректирует во время затяжки
Вооружившись этим пониманием, авторы разработали новую систему затяжки для глубоких полостей. Она использует сервоприводной вал для создания высокого момента, миниатюрную камеру и датчик наклона для наблюдения за стопорными пазами, а также компьютерно управляемую стратегию, объединяющую обратную связь по моменту и углу поворота. В работе инструмент вводят в длинную полость при помощи специально сформированных приспособлений, предотвращающих случайные контакты с деликатными частями двигателя. Сначала он затягивает гайку под контролем момента до достижения целевого диапазона, затем переключается на точное управление углом, чтобы совместить пазы, оставаясь в разрешённом окне момента. Система постоянно записывает момент, угол поворота и прогнозируемую зажимающую силу и может автоматически добавить небольшой дополнительный оборот для компенсации ожидаемой потери предварительной затяжки при высоких температуре и скорости.
Доказательства улучшений на стенде и в цехе
Эксперименты на представительной двигательной аппаратуре показали, что новый подход значительно повышает характеристики. Комбинированные модели поверхности и жёсткости предсказывали поведение соединения с погрешностями всего в несколько процентов, а стратегия компенсации удерживала зажимающую силу в пределах примерно плюс-минус восьми процентов от проектного значения даже в условиях моделируемого нагрева и вращения. В реальных сборочных испытаниях на двадцати двигателях система сократила время на затяжку каждой глубокой гайки с примерно четырёх часов до 2,6 часа, уменьшила вариацию предварительной затяжки по сравнению с ручными методами, обеспечила угловое совмещение примерно в пятую долю градуса и полностью исключила столкновения. При полном внедрении в производство это повысило процент успешных сборок и снизило затраты на брак и доработку для сотен двигателей.
Что это значит для более безопасных и умных двигателей
Для неспециалиста ключевая мысль такова: авторы превратили сложную, в значительной степени ручную операцию в контролируемый, основанный на данных процесс. Признав, что грубые поверхности соприкасаются лишь в отдельных пятнах, что нагрев и вращение постепенно ослабляют зажим, и что визуализация и измерение внутри глубокой полости необходимы, они создали визуальную, сервоуправляемую систему затяжки, которая «знает», какой должна быть степень затяжки сейчас и после запуска двигателя. В результате получаются более надёжные соединения в критичных вращающихся узлах, более быстрая сборка и меньше дорогостоящих ошибок — важный шаг к более интеллектуальному и надёжному производству авиационных двигателей.
Цитирование: Liu, Z., Huang, X. & Tan, J. Research on intelligent assembly method of aero-engine deep-cavity nuts based on torque-angle control. Sci Rep 16, 11569 (2026). https://doi.org/10.1038/s41598-026-41867-8
Ключевые слова: сборка авиационных двигателей, резьбовые соединения, управление по моменту и углу, крепеж для глубоких полостей, визуальная система затяжки