Clear Sky Science · pl
Wpływ obróbki kriogenicznej na powlekane i niepowlekane węglikowe wkładki skrawające podczas toczenia i czołowania stali stopowej z wykorzystaniem metody Taguchi
Wydłużanie żywotności narzędzi skrawających
Od wałów korbowych samochodów po części lotnicze — współczesne maszyny polegają na elementach metalowych, które są trudne i kosztowne w kształtowaniu. Każda dodatkowa minuta pracy narzędzia skrawającego na linii produkcyjnej to oszczędność i mniejsze odpady. Badanie to analizuje prosty, ale skuteczny sposób znacznego wydłużenia trwałości powszechnych wymiennych wkładek skrawających poprzez schłodzenie ich do bardzo niskich temperatur i łagodne podgrzanie — zabieg, który może pomóc zakładom obniżyć koszty przy jednoczesnym zwiększeniu niezawodności.
Dlaczego schładzanie narzędzi do ekstremalnego zimna ma znaczenie
Naukowcy skupili się na stali stopowej EN24, szeroko stosowanym materiale do części narażonych na duże obciążenia, takich jak wały i koła zębate. Części te są często obrabiane na tokarkach przy użyciu małych wymiennych wkładek skrawających z twardego węglika, czasami zabezpieczanych cienkimi powłokami o charakterze ceramicznym. W przemyśle powlekane wkładki węglikowe są już popularne, ponieważ lepiej opierają się zużyciu niż narzędzia niepowlekane. Pytanie brzmiało, czy poddanie tych powlekanych wkładek głębokiemu zamrożeniu, znanemu jako obróbka kriogeniczna, a następnie umiarkowanemu podgrzaniu (hartowaniu temperaturowemu), może dodatkowo zwiększyć ich ciągliwość i trwałość — zwłaszcza w wymagających warunkach przerywanego skrawania, które sprzyjają odpryskiwaniu krawędzi.
Jak zespół testował narzędzia
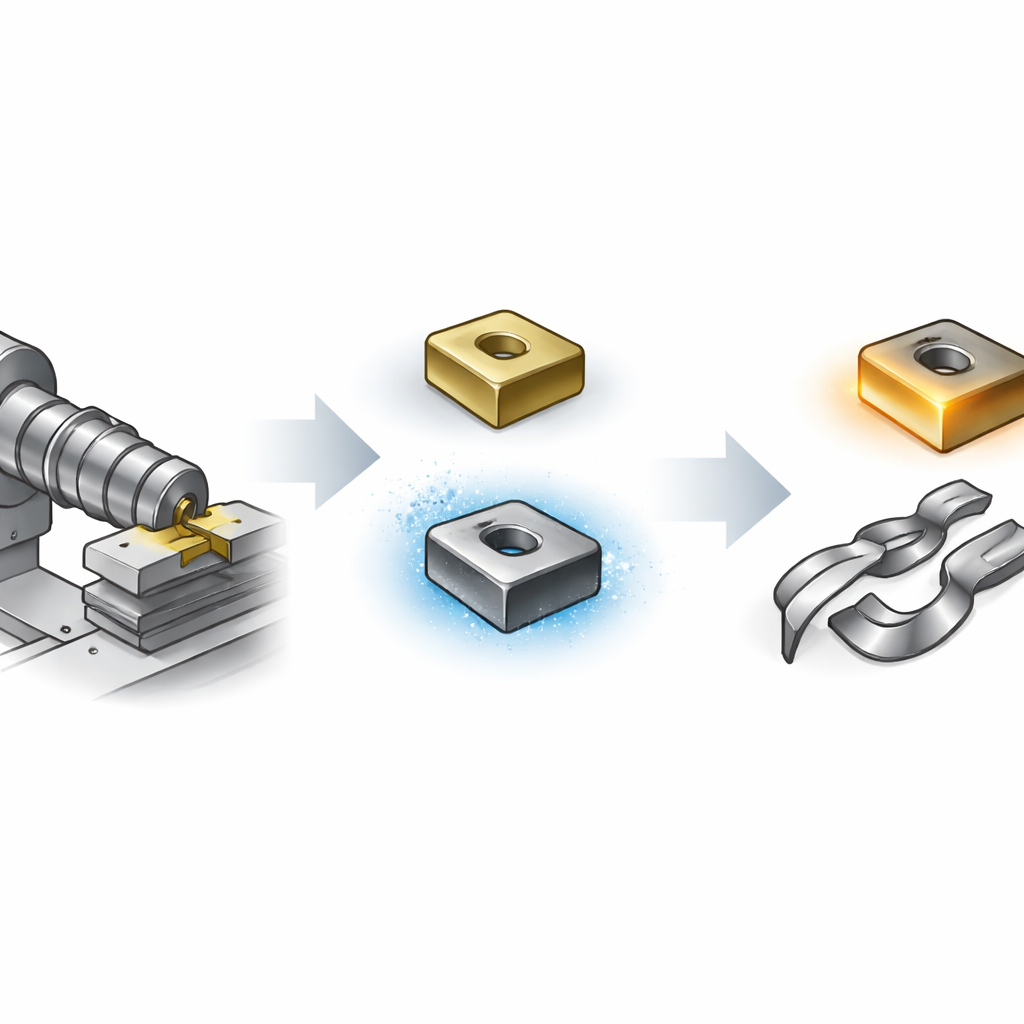
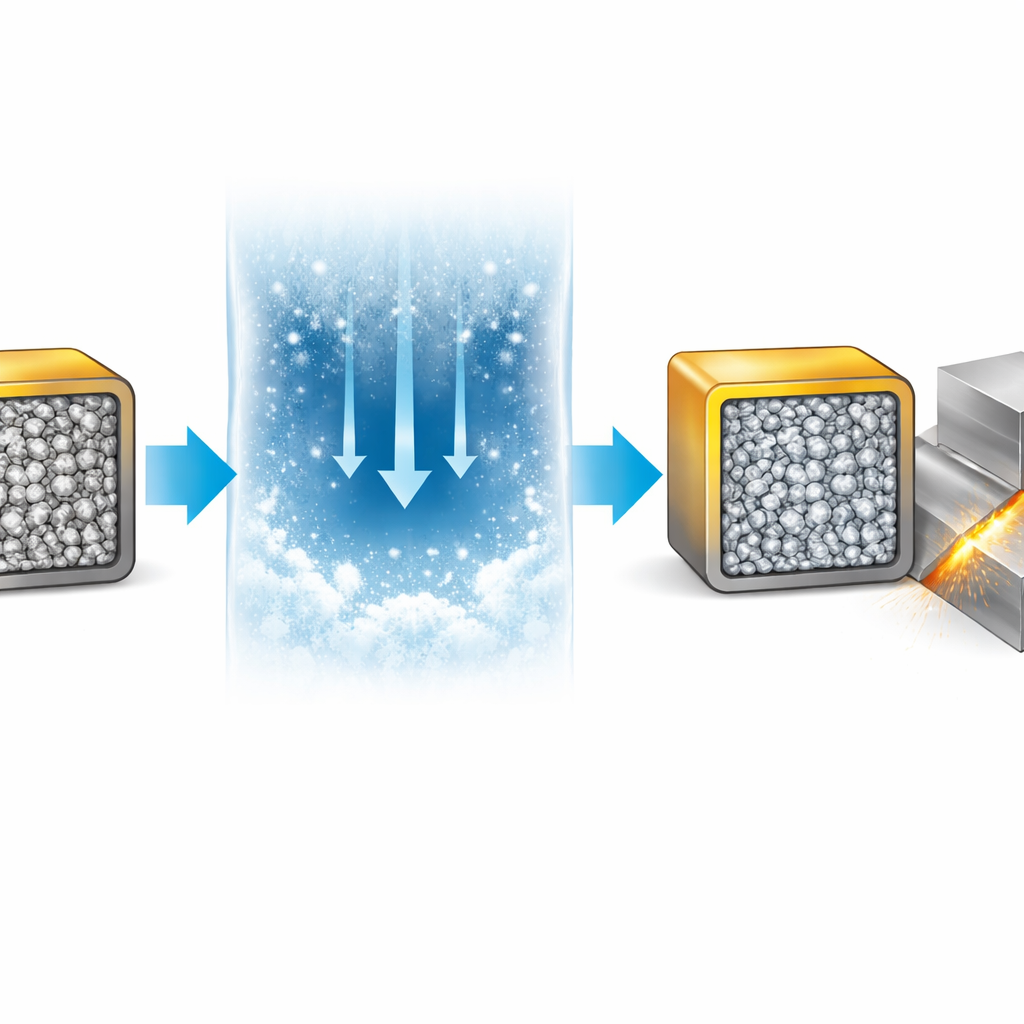
Zespół stosował dwa typy operacji skrawania. W toczeniu ciągłym wkładka przecina obracający się pręt stalowy bez przerwy, symulując długie, stabilne cięcia. W czołowaniu przerywanym narzędzie wielokrotnie wchodzi i wychodzi z kontaktu z kilkoma elementami stalowymi, generując obciążenia podobne do uderzeń, które są znacznie bardziej szkodliwe dla ostrza. Wkładki pozostawiano albo w stanie fabrycznym, albo schładzano do około −186 °C przez 24 godziny, a następnie powoli przywracano do temperatury pokojowej. Niektóre z tych wkładek po obróbce kriogenicznej były dodatkowo hartowane temperaturowo w 200 °C przez 150 minut. Badacze zmieniali prędkość skrawania i posuw według ustrukturyzowanego projektu Taguchi, co pozwoliło im rozdzielić wpływ parametrów obróbkowych, powłoki i obróbki na trwałość narzędzia.
Co mikroskopy ujawniły wewnątrz wkładek
Obrazy wykonane za pomocą skaningowego mikroskopu elektronowego wykazały, że wkładki węglikowe poddane chłodzeniu kriogenicznemu rozwinęły bardziej jednorodną i drobnoziarnistą strukturę w porównaniu z nieobrobionymi. Sama powłoka miała strukturę warstwową: grubszy wewnętrzny pakiet związków na bazie tytanu przykryty cieńszą warstwą zawierającą tlenek glinu i węglik tytanu. Całkowita grubość powłoki wynosiła około 18 mikrometrów. Chociaż między warstwą wewnętrzną a zewnętrzną zauważono pewne pory i drobne obszary odspojenia, ogólna przyczepność i mikrostruktura były poprawione w narzędziach głęboko schłodzonych. Ta drobniejsza, bardziej jednorodna struktura wewnętrzna pomaga lepiej rozkładać naprężenia, przez co wkładki są mniej podatne na odpryski przy nagłych obciążeniach.
O ile dłużej działały narzędzia po obróbce
Gdy wkładki wykorzystano w pracy, korzyści były wyraźne. W toczeniu ciągłym powlekane wkładki poddane obróbce kriogenicznej wytrzymywały około 43% dłużej niż powlekane wkładki niepoddane obróbce przy tym samym dopuszczalnym zużyciu. Po dodaniu procesu hartowania temperaturowego po głębokim schłodzeniu żywotność narzędzia wzrosła o około 47% w tych samych warunkach. W bardziej wymagających testach czołowania przerywanego zyski były jeszcze większe: powlekane wkładki poddane obróbce kriogenicznej działały około dwa razy dłużej o dwie trzecie w porównaniu z nieobrobionymi, a głębokie schłodzenie z następnym hartowaniem temperaturowym wydłużyło żywotność o ponad 70%. Pomiary wykazały, że prędkość skrawania i posuw również miały znaczenie, ale obróbka wkładki była jednym z najważniejszych czynników wpływających na wydajność zarówno przy cięciach ciągłych, jak i przerywanych.
Co to oznacza dla przemysłowej produkcji
Dla nietechnika kluczowy wniosek jest taki, że poddanie standardowych powlekanych wkładek z węglika dodatkowej procedurze głębokiego zamrażania i hartowania temperaturowego może znacznie wydłużyć ich żywotność i odporność na odpryski, bez zmiany podstawowej twardości. W praktyce oznacza to mniej wymian narzędzi, bardziej równą jakość powierzchni i potencjalnie niższe koszty produkcji przy obróbce twardych stali, takich jak EN24, szczególnie w operacjach, gdzie narzędzie wielokrotnie wchodzi i wychodzi z materiału. Badanie sugeruje, że głęboka obróbka kriogeniczna połączona z hartowaniem temperaturowym to obiecujące, stosunkowo proste ulepszenie narzędzi skrawających stosowanych w wymagających, przerywanych procesach obróbkowych.
Cytowanie: Chand, R.P., Shekar, A.C., Rao, C.R.P. et al. Effect of cryogenic treatment on coated and uncoated carbide inserts during turning and facing of alloy steel using Taguchi method. Sci Rep 16, 9962 (2026). https://doi.org/10.1038/s41598-026-40235-w
Słowa kluczowe: obróbka kriogeniczna, wkładki skrawające z węglika, zużycie narzędzia, obróbka stali stopowej, optymalizacja Taguchi