Clear Sky Science · de
Auswirkung einer kryogenen Behandlung auf beschichtete und unbeschichtete Hartmetalleinsätze beim Drehen und Stirnen von legiertem Stahl unter Verwendung der Taguchi-Methode
Schneidwerkzeuge länger nutzbar machen
Von Kurbelwellen im Automobilbau bis zu Bauteilen für die Luftfahrt: Moderne Maschinen sind auf Metallteile angewiesen, die schwer und kostspielig zu formen sind. Jede zusätzliche Minute, die ein Schneidwerkzeug in der Fertigung durchhält, spart Geld und reduziert Abfall. Diese Untersuchung beleuchtet eine einfache, aber wirkungsvolle Methode, gängige metallbearbeitende Einsätze deutlich haltbarer zu machen, indem man sie auf extrem niedrige Temperaturen abkühlt und anschließend sanft wieder erwärmt — eine Behandlung, die Fabriken helfen könnte, Kosten zu senken und die Zuverlässigkeit zu erhöhen.
Warum das Abkühlen der Werkzeuge auf extreme Kälte wichtig ist
Die Forschenden konzentrierten sich auf EN24-Legierungsstahl, ein weit verbreitetes Material für stark belastete Bauteile wie Wellen und Zahnräder. Diese Teile werden häufig auf Drehmaschinen bearbeitet, wobei kleine austauschbare Schneideinsätze aus hartem Hartmetall zum Einsatz kommen, die manchmal von dünnen, keramisch wirkenden Beschichtungen geschützt sind. In der Industrie sind beschichtete Hartmetalleinsätze bereits beliebt, weil sie dem Verschleiß besser widerstehen als unbeschichtete Werkzeuge. Fraglich war hier, ob ein Tiefkühl-Schritt, bekannt als kryogene Behandlung, gefolgt von einem moderaten Tempern, deren Zähigkeit und Lebensdauer weiter erhöhen kann — insbesondere unter anspruchsvollen, unterbrochenen Schnittbedingungen, die zum Ausbröckeln der Schneide neigen.
Wie das Team die Werkzeuge getestet hat
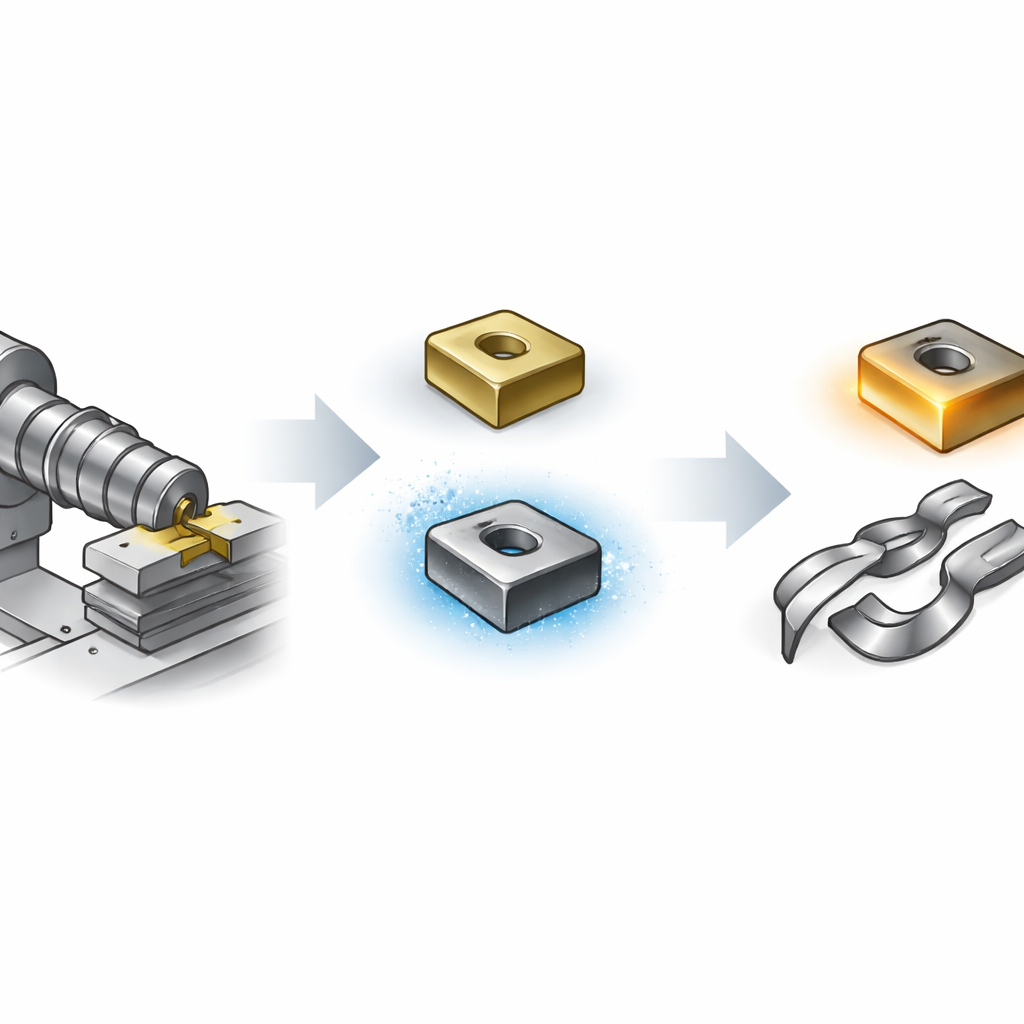
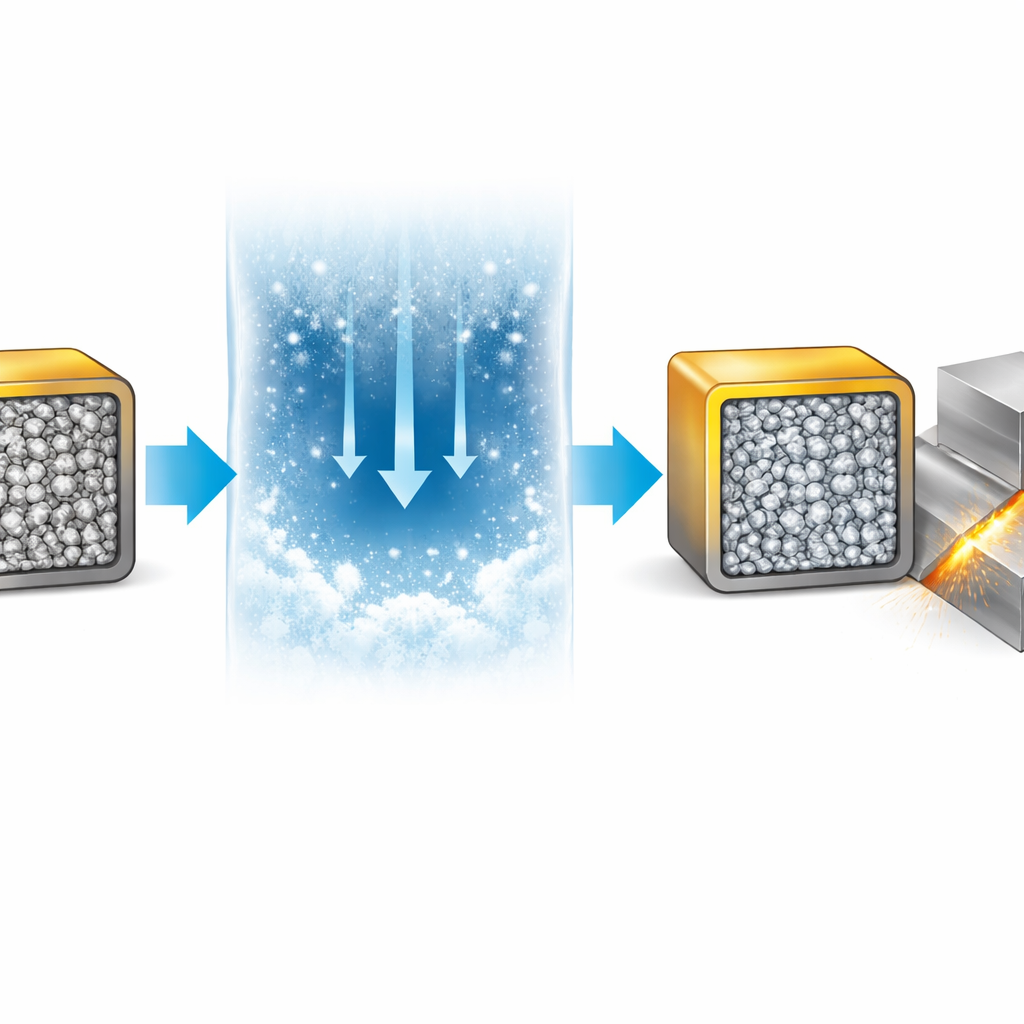
Das Team verwendete zwei Arten von Bearbeitungsaufgaben. Beim kontinuierlichen Drehen schneidet der Einsatz die rotierende Stange ununterbrochen und simuliert lange, gleichmäßige Schnitte. Beim intermittierenden Stirnen tritt das Werkzeug wiederholt in Kontakt mit mehreren Stahlstücken und verlässt diesen wieder, wodurch eine belastende, schlagartige Beanspruchung entsteht, die die Schneide stärker beansprucht. Die Einsätze wurden entweder im Auslieferungszustand belassen oder für etwa −186 °C über 24 Stunden abgekühlt und dann langsam wieder auf Raumtemperatur gebracht. Einige der kryogen behandelten Einsätze wurden zusätzlich bei 200 °C für 150 Minuten temperiert. Die Forschenden variierten Schnittgeschwindigkeit und Vorschubrate gemäß einem strukturierten Taguchi-Plan, was es ihnen erlaubte, den Einfluss von Maschineneinstellungen, Werkzeugbeschichtung und Behandlung auf die Lebensdauer getrennt zu analysieren.
Was Mikroskope im Inneren der Einsätze zeigten
Rasterelektronenmikroskop-Aufnahmen zeigten, dass kryogen behandelte Hartmetalleinsätze eine gleichmäßigere und verfeinerte Kornstruktur im Vergleich zu unbehandelten Einsätzen entwickelten. Die Beschichtung bildete dabei eine Schichtenstruktur: ein dickerer innerer Stapel titaniumbasierter Verbindungen, bedeckt von einer dünneren Schicht, die Aluminiumoxid und Titancarbid enthält. Die gesamte Beschichtungsdicke betrug etwa 18 Mikrometer. Zwar wurden einige Poren und kleinere Ablösungsbereiche zwischen den inneren und äußeren Schichten beobachtet, doch insgesamt waren Haftung und Mikrostruktur in den tiefgekühlten Werkzeugen verbessert. Diese feinere, gleichmäßigere innere Struktur hilft, Spannungen besser zu verteilen und macht die Einsätze weniger anfällig für Ausbrüche bei plötzlichen Belastungen.
Wie viel länger die behandelten Werkzeuge durchhielten
Im Einsatz zeigten sich deutliche Vorteile. Beim kontinuierlichen Drehen hielten kryogen behandelte beschichtete Einsätze etwa 43 % länger als unbehandelte beschichtete Einsätze bei gleichem Verschleißmaß. Mit zusätzlichem Tempern nach dem Tiefkühlen stieg die Werkzeuglebensdauer unter denselben Bedingungen um etwa 47 %. In den härteren intermittierenden Stirntests waren die Zugewinne noch größer: Kryogen behandelte beschichtete Einsätze hielten etwa zwei Drittel länger als unbehandelte, und Tiefkühlen gefolgt von Tempern verlängerte die Lebensdauer um mehr als 70 %. Messungen zeigten, dass Schnittgeschwindigkeit und Vorschubrate ebenfalls eine Rolle spielen, aber die Behandlung des Einsatzes war einer der wichtigsten Einflussfaktoren auf die Leistung sowohl bei kontinuierlichen als auch bei intermittierenden Schnitten.
Was das für die industrielle Fertigung bedeutet
Für Nicht-Spezialisten ist die wichtigste Erkenntnis: Die zusätzliche Tiefkühl- und Temperbehandlung von standardmäßigen beschichteten Hartmetalleinsätzen kann ihre Lebensdauer und ihre Widerstandsfähigkeit gegen Ausbrüche deutlich erhöhen, ohne die grundlegende Härte zu verändern. Praktisch bedeutet das weniger Werkzeugwechsel, gleichmäßigere Oberflächenqualität und potenziell geringere Produktionskosten beim Bearbeiten harter Stähle wie EN24 — insbesondere in Anwendungen, bei denen das Werkzeug wiederholt in und aus dem Werkstück eintritt. Die Studie legt nahe, dass eine tiefe kryogene Behandlung gefolgt von Tempern ein vielversprechendes, relativ einfaches Upgrade für Werkzeuge in anspruchsvollen, unterbrochenen Zerspanungsaufgaben darstellt.
Zitation: Chand, R.P., Shekar, A.C., Rao, C.R.P. et al. Effect of cryogenic treatment on coated and uncoated carbide inserts during turning and facing of alloy steel using Taguchi method. Sci Rep 16, 9962 (2026). https://doi.org/10.1038/s41598-026-40235-w
Schlüsselwörter: kryogene Behandlung, Hartmetall-Schneideinsätze, Werkzeugverschleiß, Bearbeitung von legiertem Stahl, Taguchi-Optimierung