Clear Sky Science · fr
Effet du traitement cryogénique sur des plaquettes de carbure revêtues et non revêtues lors du tournage et du dressage d’un acier allié en utilisant la méthode de Taguchi
Prolonger la durée de vie des outils de coupe
Des vilebrequins automobiles aux pièces d’avion, les machines modernes dépendent de composants métalliques difficiles et coûteux à usiner. Chaque minute supplémentaire qu’un outil de coupe reste opérationnel sur la ligne de production économise de l’argent et réduit les déchets. Cette étude explore une méthode simple mais efficace pour prolonger considérablement la durée de vie d’insertions de coupe courantes en les refroidissant à des températures extrêmement basses puis en les réchauffant doucement — un traitement qui pourrait aider les ateliers à réduire les coûts tout en améliorant la fiabilité.
Pourquoi refroidir les outils à des températures extrêmes compte
Les chercheurs se sont concentrés sur l’acier allié EN24, un matériau largement utilisé pour des pièces soumises à de fortes contraintes comme les arbres et les engrenages. Ces pièces sont souvent usinées sur des tours à l’aide de petites plaquettes de coupe remplaçables en carbure dur, parfois protégées par de fins revêtements céramique. Dans l’industrie, les plaquettes en carbure revêtues sont déjà prisées car elles résistent mieux à l’usure que les outils non revêtus. La question posée ici était de savoir si soumettre ces plaquettes revêtues à une étape de congélation profonde, dite traitement cryogénique, suivie d’un léger revenu, pouvait encore améliorer leur ténacité et leur durée de vie — en particulier dans des conditions d’usinage intermittentes qui ont tendance à provoquer l’écaillage des bords de coupe.
Comment l’équipe a testé les outils
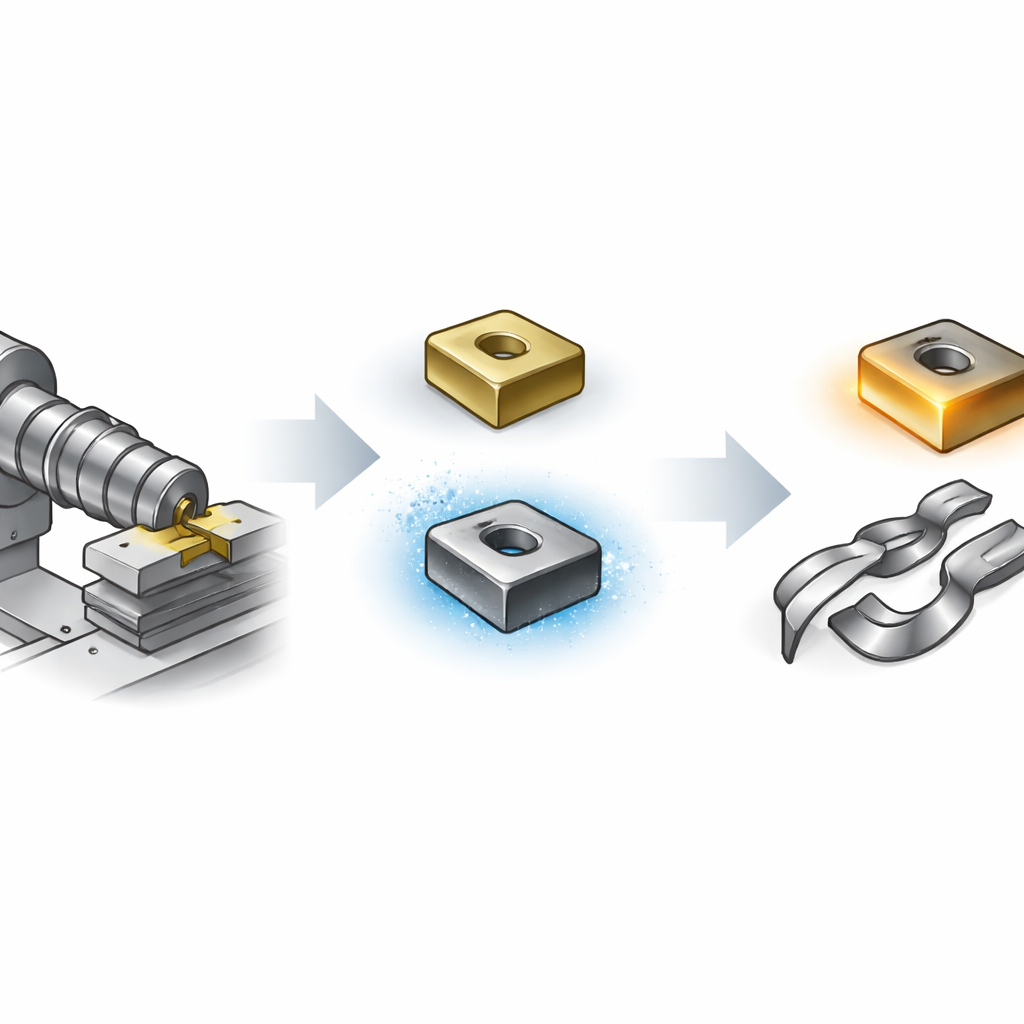
L’équipe a utilisé deux types d’opérations d’usinage. En tournage continu, la plaquette coupe la barre d’acier en rotation sans interruption, simulant des coupes longues et régulières. En dressage intermittent, l’outil entre et sort de contact avec plusieurs pièces d’acier à plusieurs reprises, créant des sollicitations d’impact beaucoup plus sévères pour l’arête de coupe. Les plaquettes étaient soit laissées telles qu’elles sortent de l’usine, soit refroidies à environ −186 °C pendant 24 heures puis ramenées lentement à température ambiante. Certaines de ces plaquettes traitées cryogéniquement ont été en outre revenues à 200 °C pendant 150 minutes. Les chercheurs ont varié la vitesse de coupe et l’avance selon un plan Taguchi structuré, ce qui leur a permis de séparer l’influence des paramètres machine, du revêtement et du traitement sur la durée de vie des outils.
Ce que les microscopes ont révélé à l’intérieur des plaquettes
Des images au microscope électronique à balayage ont montré que les plaquettes en carbure traitées cryogéniquement développaient une structure de grain plus uniforme et affinée par rapport aux plaquettes non traitées. Le revêtement lui‑même formait un empilement : une couche intérieure plus épaisse constituée de composés à base de titane surmontée d’une couche plus fine contenant de l’oxyde d’aluminium et du carbure de titane. L’épaisseur totale du revêtement était d’environ 18 micromètres. Bien que quelques pores et de petites zones de décollement aient été observés entre les couches interne et externe, l’adhérence et la microstructure étaient globalement améliorées dans les outils refroidis en profondeur. Cette structure interne plus fine et plus homogène aide à mieux répartir les contraintes, réduisant la probabilité d’écaillage sous des charges soudaines.
Combien plus longtemps les outils traités ont survécu
Lorsque les plaquettes ont été mises en service, les bénéfices étaient frappants. En tournage continu, les plaquettes revêtues traitées cryogéniquement ont duré environ 43 % de plus que les plaquettes revêtues non traitées pour le même degré d’usure. Lorsque le revenu a été ajouté après le refroidissement profond, la durée de vie de l’outil a augmenté d’environ 47 % dans les mêmes conditions. Dans les essais plus sévères de dressage intermittent, les gains étaient encore plus importants : les plaquettes revêtues traitées cryogéniquement ont vécu environ deux fois plus et deux tiers que les non traitées, et le refroidissement profond suivi d’un revenu a augmenté la durée de vie de plus de 70 %. Les mesures ont montré que la vitesse de coupe et l’avance influent aussi, mais le traitement de la plaquette a été l’un des contributeurs les plus importants à la performance tant en coupe continue qu’intermittente.
Ce que cela signifie pour la production réelle
Pour un non‑spécialiste, l’idée principale est que traiter des plaquettes standard en carbure revêtues par une étape supplémentaire de congélation profonde suivie d’un revenu peut prolonger sensiblement leur durée de vie et leur résistance à l’écaillage, sans modifier leur dureté de base. En termes pratiques, cela se traduit par moins de changements d’outil, une qualité de surface plus constante et potentiellement des coûts de production réduits lors de l’usinage d’aciers durs comme l’EN24, en particulier dans des opérations où l’outil entre et sort de la pièce à répétition. L’étude suggère que le traitement cryogénique profond suivi d’un revenu est une amélioration prometteuse et relativement simple pour les outils de coupe utilisés dans des travaux d’usinage interrompus et exigeants.
Citation: Chand, R.P., Shekar, A.C., Rao, C.R.P. et al. Effect of cryogenic treatment on coated and uncoated carbide inserts during turning and facing of alloy steel using Taguchi method. Sci Rep 16, 9962 (2026). https://doi.org/10.1038/s41598-026-40235-w
Mots-clés: traitement cryogénique, plaquettes de coupe en carbure, usure d’outil, usinage d’acier allié, optimisation Taguchi