Clear Sky Science · it
Ottimizzazione evolutiva assistita da apprendimento automatico della qualità dei fori e dell’integrità superficiale nella foratura con getto d’acqua abrasivo del policarbonato
Perché forare la plastica con l’acqua è importante
Dalle finestre degli aeromobili ai pannelli antiproiettile e ai dispositivi medici, il policarbonato trasparente deve spesso essere forato con migliaia di fori precisi—senza causare crepe, deformazioni o offuscamento della superficie. Gli utensili di taglio tradizionali possono surriscaldare questo materiale sensibile o lasciare bordi ruvidi e irregolari. Questo studio esplora un approccio alternativo: incidere i fori usando un getto ad alta velocità d’acqua miscelato con abrasivo, per poi impiegare apprendimento automatico e algoritmi di ottimizzazione intelligenti per tarare il processo in modo che i fori risultino più lisci, più circolari e più coerenti, con molte meno prove ed errori.
Un coltello d’acqua per plastiche trasparenti e resistenti
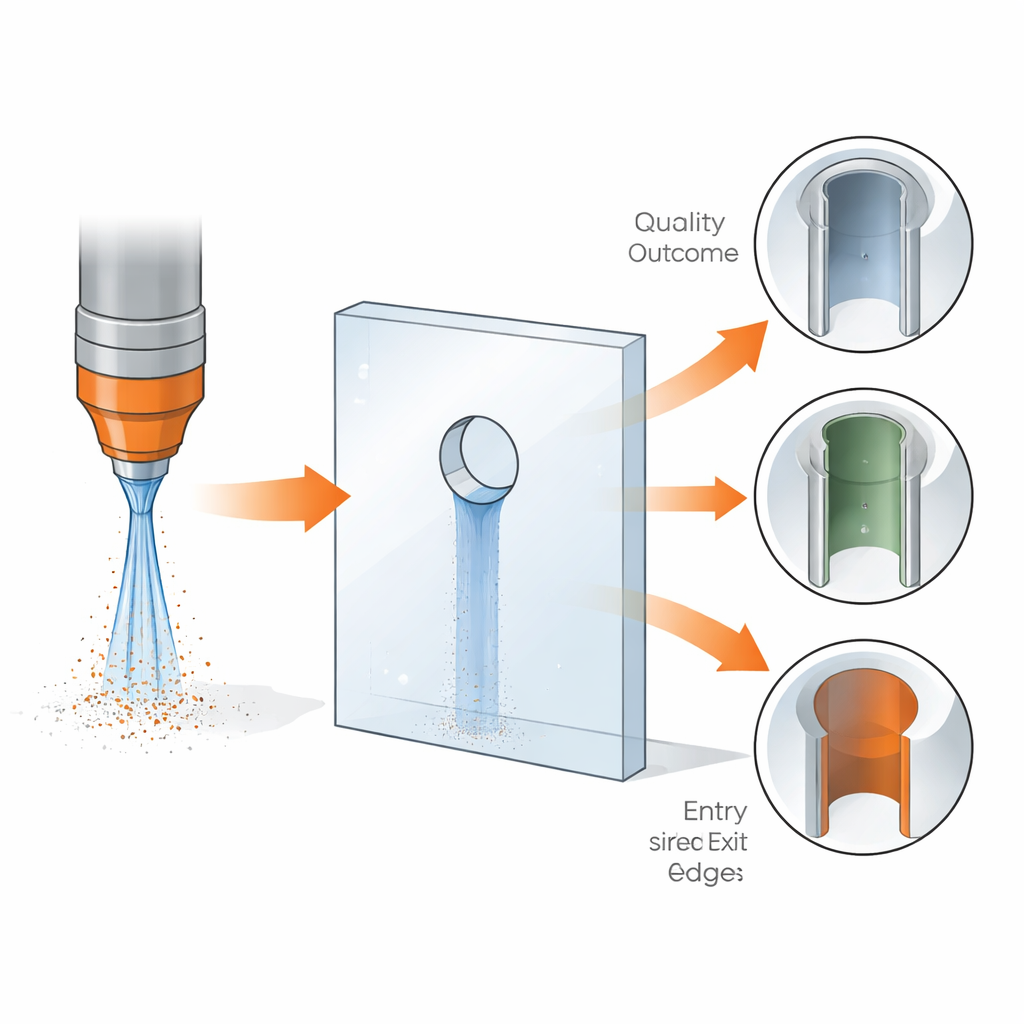
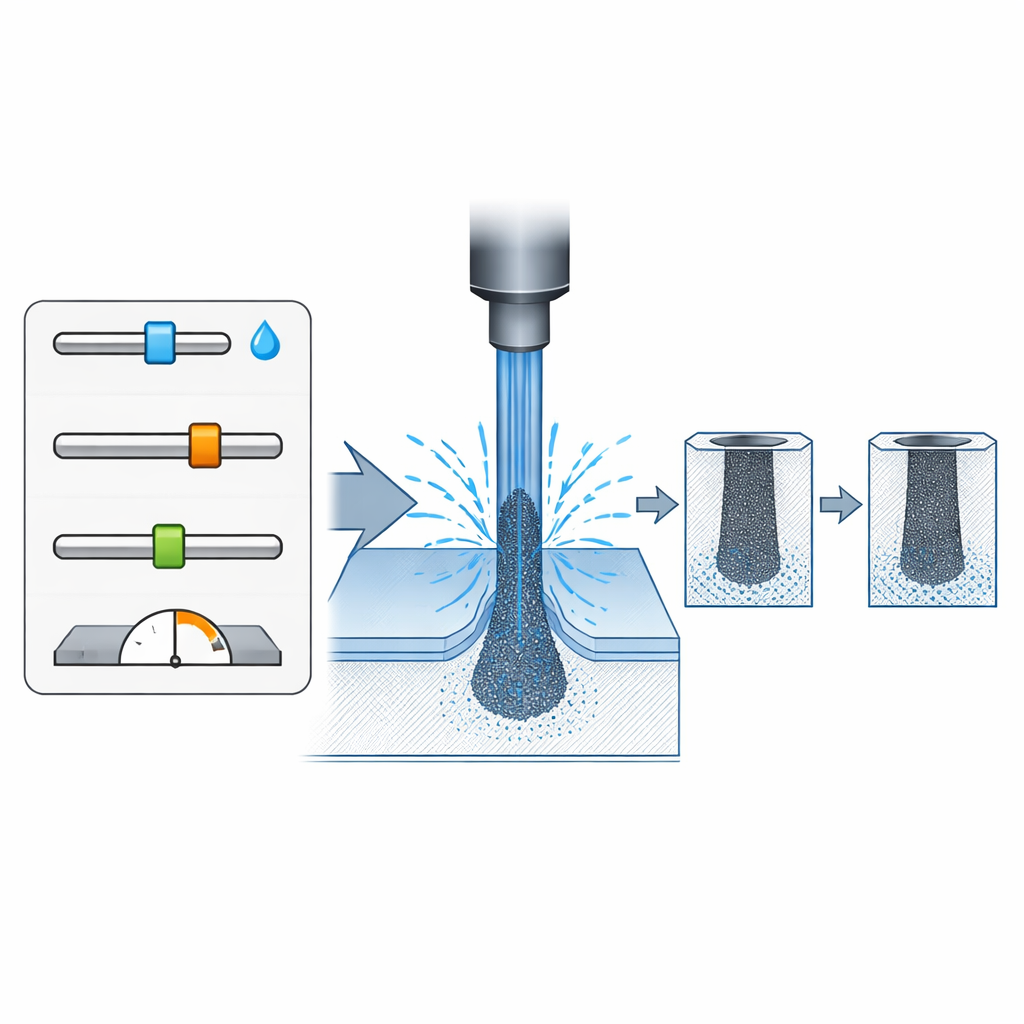
La lavorazione con getto d’acqua abrasivo funziona come un micro-sabbiatore guidato da pressioni d’acqua estreme. Al posto di una punta rotante, un sottile getto d’acqua trasporta particelle affilate che erodono il materiale dove colpiscono. Per lastre di policarbonato, questa tecnica evita gran parte dei danni da calore e delle incrinature che possono affliggere il taglio laser o la foratura meccanica. Tuttavia il risultato dipende ancora in modo sensibile da come il processo è impostato: la pressione dell’acqua, la distanza dell’ugello dalla superficie e la velocità con cui il getto si sposta sul pezzo. Gli autori si sono concentrati su come queste tre impostazioni influenzano quattro misure chiave della qualità dei fori: quanto il foro si restringe a cono, quanto sono circolari l’ingresso e l’uscita, e quanto è ruvida la superficie interna.
Costruire una mappa ricca di cause ed effetti
Invece di variare una sola impostazione alla volta, il team ha condotto 125 esperimenti pianificati con cura che testavano tutte le combinazioni di pressione dell’acqua, altezza dell’ugello e velocità di attraversamento entro gli intervalli scelti. Hanno forato fori in lastre di policarbonato identiche da 6 millimetri di spessore e misurato ciascuno con strumenti ad alta precisione—una macchina di misura a coordinate per la forma e un profilometro a stilo per la rugosità superficiale. Questo disegno sistematico ha prodotto un insieme di punti dati denso e ben distribuito, permettendo ai ricercatori di catturare sottili interazioni non lineari che studi più semplici e ridotti spesso perdono. L’analisi statistica ha confermato che la pressione dell’acqua domina quanto il getto si allarga all’interno del materiale, mentre l’altezza dell’ugello controlla fortemente la rugosità superficiale e le combinazioni di altezza e velocità governano quanto rimane circolare il bordo d’ingresso.
Lasciare che l’apprendimento automatico impari le regole
Per interpretare le complesse relazioni nel loro set di dati, gli autori hanno addestrato diversi modelli di apprendimento automatico—inclusi alberi decisionali, modelli potenziati e foreste casuali—per prevedere la qualità dei fori a partire dalle tre impostazioni di input. Questi modelli non presumono una formula semplice; imparano invece i pattern direttamente dai dati. Dopo validazione incrociata e accurata messa a punto, un modello di random forest è emerso come il predittore più affidabile per conicità e circolarità, spiegando accuratamente oltre l’80–90% della variazione con errori relativamente piccoli. Per la rugosità superficiale, un modello a boosting degli alberi ha dato risultati leggermente migliori, riflettendo il modo particolarmente intricato con cui la diffusione del getto e le fluttuazioni di energia scolpiscono piccole creste e cavità lungo le pareti del foro.
Cercare automaticamente la migliore ricetta
Dotati di strumenti predittivi accurati, il team ha poi posto una domanda più difficile: tra tutte le possibili combinazioni di pressione, distanza dell’ugello e velocità, quali offrono il miglior compromesso complessivo—minima conicità, quasi perfetta circolarità su entrambe le facce e un interno liscio? Piuttosto che scandagliare l’intero spazio per forza bruta, hanno usato quattro algoritmi evolutivi ispirati alla natura che imitano comportamenti come l’ammassamento o la migrazione per focalizzarsi su regioni promettenti. Proponendo ripetutamente nuove impostazioni, valutandone la qualità tramite i modelli di apprendimento automatico e raffinando la ricerca, questi algoritmi hanno convergono su un insieme di condizioni ottimali. Un metodo chiamato Salp Swarm Optimization ha trovato con costanza il miglior equilibrio, raccomandando una pressione relativamente bassa, una breve distanza di standoff e una velocità di taglio moderata.
Trasformare i suggerimenti del computer in fori reali
Per assicurarsi che queste impostazioni ottimizzate funzionassero anche al di fuori del computer, i ricercatori hanno forato nuovi fori nel policarbonato usando la combinazione raccomandata. Hanno di nuovo misurato la conicità, la circolarità di ingresso e uscita e la rugosità superficiale, confrontando questi valori con le previsioni del modello. La corrispondenza è risultata stretta—le differenze erano solo di pochi punti percentuali—dimostrando che l’approccio integrato di esperimento, apprendimento automatico e ricerca evolutiva può guidare in modo affidabile la messa a punto del processo. Per i produttori, questo significa poter ottenere fori di alta qualità e ripetibili in plastiche sensibili con molti meno tentativi, riducendo gli scarti e i tempi di set-up. Più in generale, lo studio dimostra come metodi basati sui dati possano domare processi industriali complessi e aiutare gli ingegneri a gestire contemporaneamente molteplici obiettivi di qualità, talvolta in conflitto tra loro.
Citazione: Chandar, J.B., Rathinasuriyan, C., Lenin, N. et al. Machine learning–assisted evolutionary optimization of hole quality and surface integrity in abrasive waterjet drilling of polycarbonate. Sci Rep 16, 13040 (2026). https://doi.org/10.1038/s41598-026-42482-3
Parole chiave: lavorazione con getto d’acqua abrasivo, foratura del policarbonato, ottimizzazione con apprendimento automatico, controllo della rugosità superficiale, algoritmi evolutivi