Clear Sky Science · en
Machine learning–assisted evolutionary optimization of hole quality and surface integrity in abrasive waterjet drilling of polycarbonate
Why drilling plastic with water matters
From aircraft windows to bullet‑resistant panels and medical devices, clear polycarbonate plastic must often be drilled with thousands of precise holes—without cracking, warping, or clouding the surface. Traditional cutting tools can overheat this sensitive material or leave rough, uneven edges. This study explores a different approach: carving holes using a high‑speed jet of water mixed with grit, and then using machine learning and smart optimization algorithms to tune the process so that holes come out smoother, rounder, and more consistent, with far fewer trial‑and‑error experiments.
A water knife for tough clear plastics
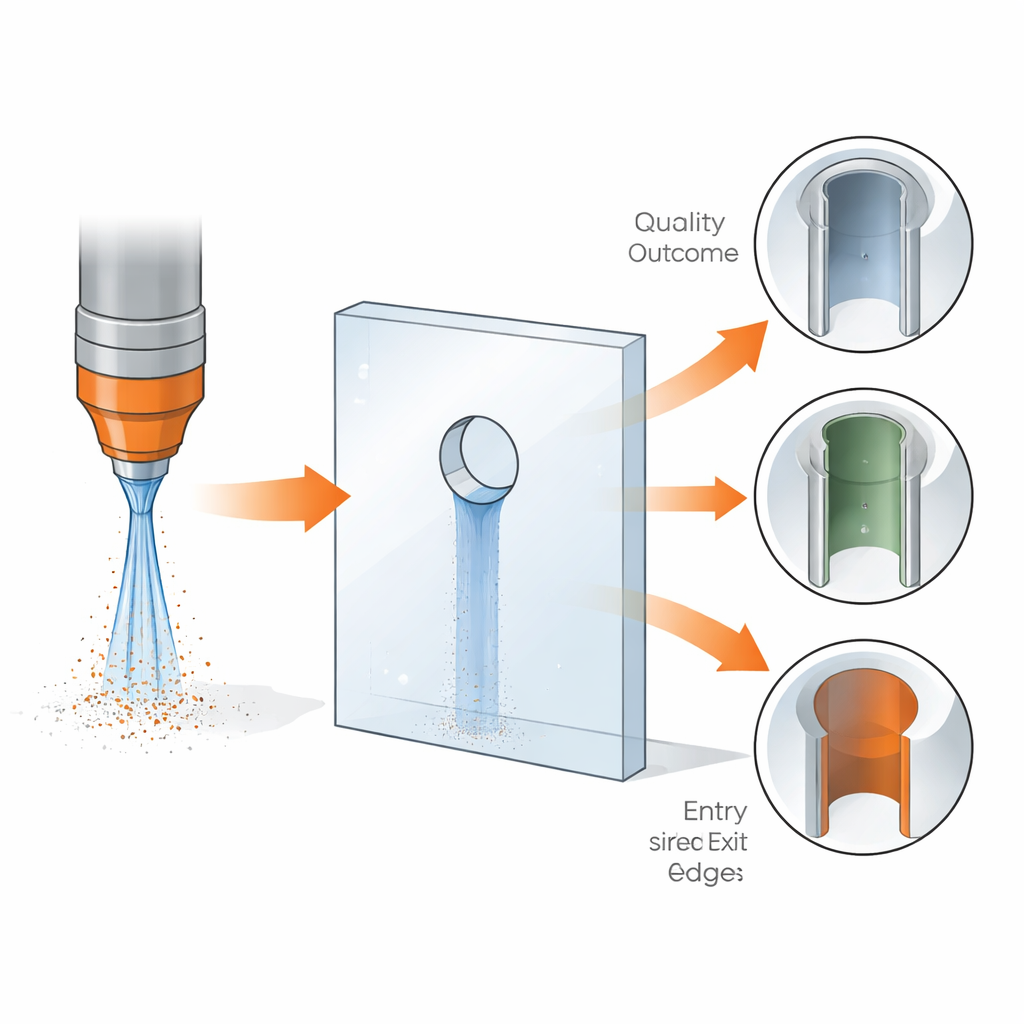
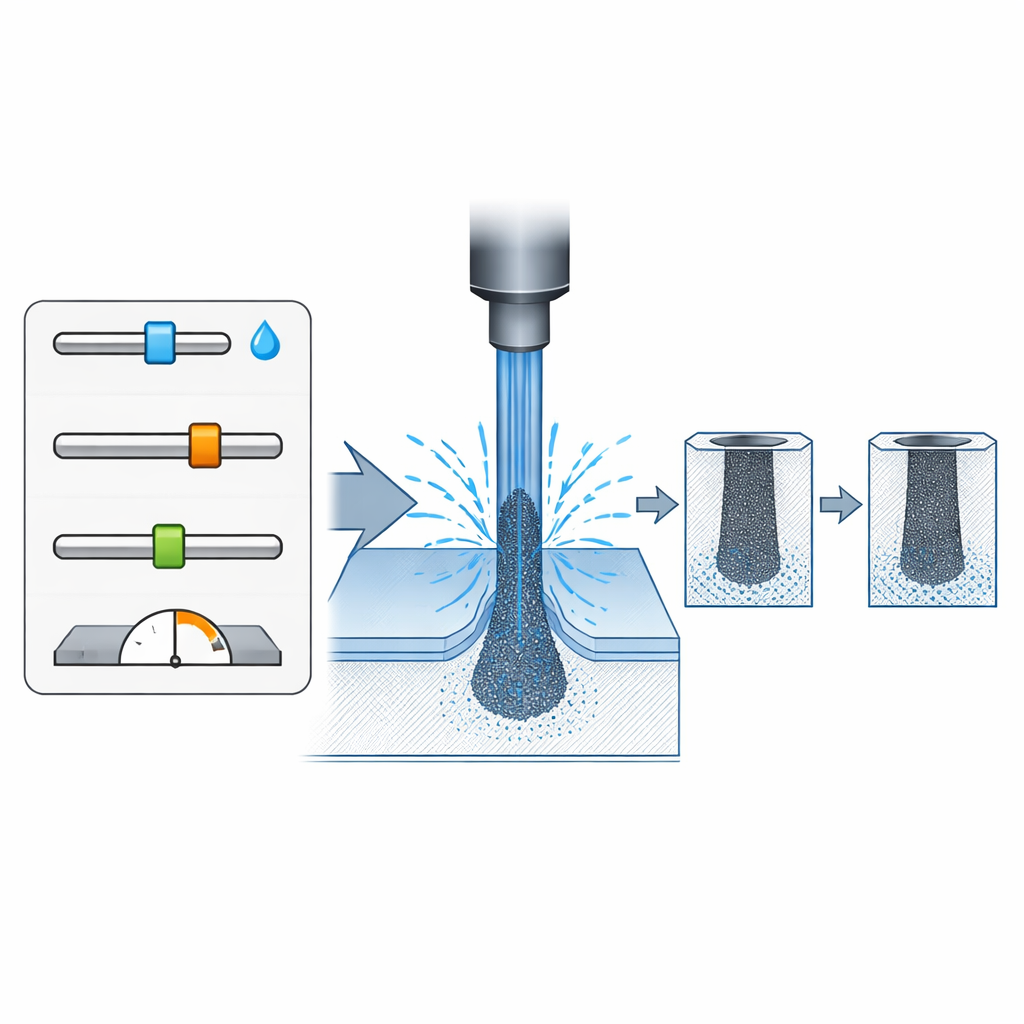
Abrasive waterjet machining works like a microscopic sandblaster driven by extreme water pressure. Instead of a spinning drill bit, a fine jet of water carries sharp particles that erode material wherever they strike. For polycarbonate sheets, this technique avoids much of the heat damage and cracking that can plague laser cutting or mechanical drilling. But the outcome still depends sensitively on how the process is set: the water pressure, how far the nozzle sits above the surface, and how fast the jet moves across the workpiece. The authors focused on how these three settings shape four key quality measures of drilled holes: how much the hole tapers like a cone, how round the entry and exit are, and how rough the inner surface feels.
Building a rich map of cause and effect
Instead of changing one setting at a time, the team carried out 125 carefully planned experiments that tested all combinations of water pressure, nozzle height, and traverse speed within chosen ranges. They drilled holes in identical 6‑millimeter‑thick polycarbonate plates and measured each one with high‑precision instruments—a coordinate measuring machine for shape and a stylus gauge for surface roughness. This systematic design produced a dense, well‑distributed set of data points, allowing the researchers to capture subtle nonlinear interactions that simpler, smaller studies often miss. Statistical analysis confirmed that water pressure dominates how much the jet flares out inside the material, while nozzle height strongly controls surface roughness and combinations of height and speed govern how round the entry edge remains.
Letting machine learning learn the rules
To make sense of the complex relationships in their dataset, the authors trained several machine learning models—including decision trees, boosted models, and random forests—to predict hole quality from the three input settings. These models do not assume a simple formula; instead, they learn patterns directly from data. After cross‑validation and careful tuning, a random forest model emerged as the most reliable predictor for taper and circularity, accurately explaining more than 80–90% of the variation with relatively small errors. For surface roughness, a boosted tree model performed slightly better, reflecting the especially intricate way that jet spreading and energy fluctuations sculpt tiny ridges and pits along the hole walls.
Searching automatically for the best recipe
Armed with accurate prediction tools, the team then asked a harder question: among all possible combinations of pressure, nozzle distance, and speed, which ones give the best overall compromise—minimal taper, nearly perfect roundness at both faces, and a smooth interior? Rather than scanning the entire space by brute force, they used four nature‑inspired evolutionary algorithms that mimic behaviors such as swarming or migration to home in on promising regions. By repeatedly proposing new settings, checking their quality via the machine‑learning models, and refining the search, these algorithms converged on a set of optimal conditions. A method called Salp Swarm Optimization consistently found the best balance, recommending relatively low pressure, a short standoff distance, and a moderate cutting speed.
Turning computer suggestions into real holes
To ensure that these optimized settings worked outside the computer, the researchers drilled new holes in polycarbonate using the recommended combination. They again measured taper, entry and exit roundness, and surface roughness, and compared these values to the model’s predictions. The match was close—differences were only a few percent—showing that the integrated approach of experiment, machine learning, and evolutionary search can reliably guide process tuning. For manufacturers, this means they can reach high‑quality, repeatable holes in sensitive plastics with far less guesswork, reducing scrap and setup time. More broadly, the study demonstrates how data‑driven methods can tame complex industrial processes and help engineers navigate multiple, sometimes conflicting, quality targets at once.
Citation: Chandar, J.B., Rathinasuriyan, C., Lenin, N. et al. Machine learning–assisted evolutionary optimization of hole quality and surface integrity in abrasive waterjet drilling of polycarbonate. Sci Rep 16, 13040 (2026). https://doi.org/10.1038/s41598-026-42482-3
Keywords: abrasive waterjet machining, polycarbonate drilling, machine learning optimization, surface roughness control, evolutionary algorithms