Clear Sky Science · fr
Optimisation évolutive assistée par apprentissage automatique de la qualité des trous et de l’intégrité de surface dans le perçage au jet d’eau abrasif du polycarbonate
Pourquoi il est important de percer le plastique avec de l’eau
Des hublots d’avion aux panneaux pare‑balle en passant par les dispositifs médicaux, le polycarbonate transparent doit souvent être percé avec des milliers de trous précis—sans provoquer fissures, déformations ni opacification de la surface. Les outils de coupe traditionnels peuvent surchauffer ce matériau sensible ou laisser des bords rugueux et irréguliers. Cette étude explore une approche différente : creuser des trous à l’aide d’un jet d’eau à grande vitesse chargé d’abrasif, puis employer l’apprentissage automatique et des algorithmes d’optimisation intelligents pour régler le procédé de sorte que les trous soient plus lisses, plus ronds et plus homogènes, tout en réduisant fortement les essais‑erreurs.
Un couteau d’eau pour plastiques transparents résistants
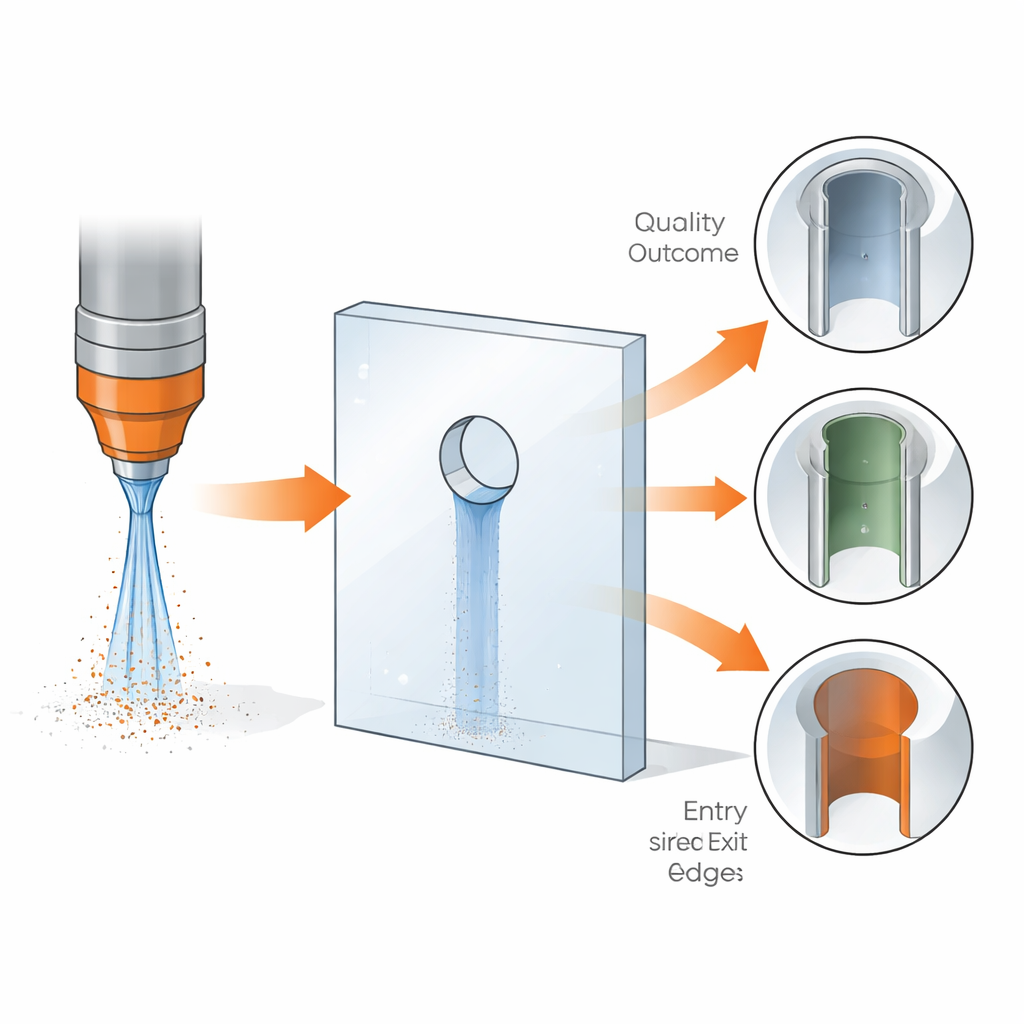
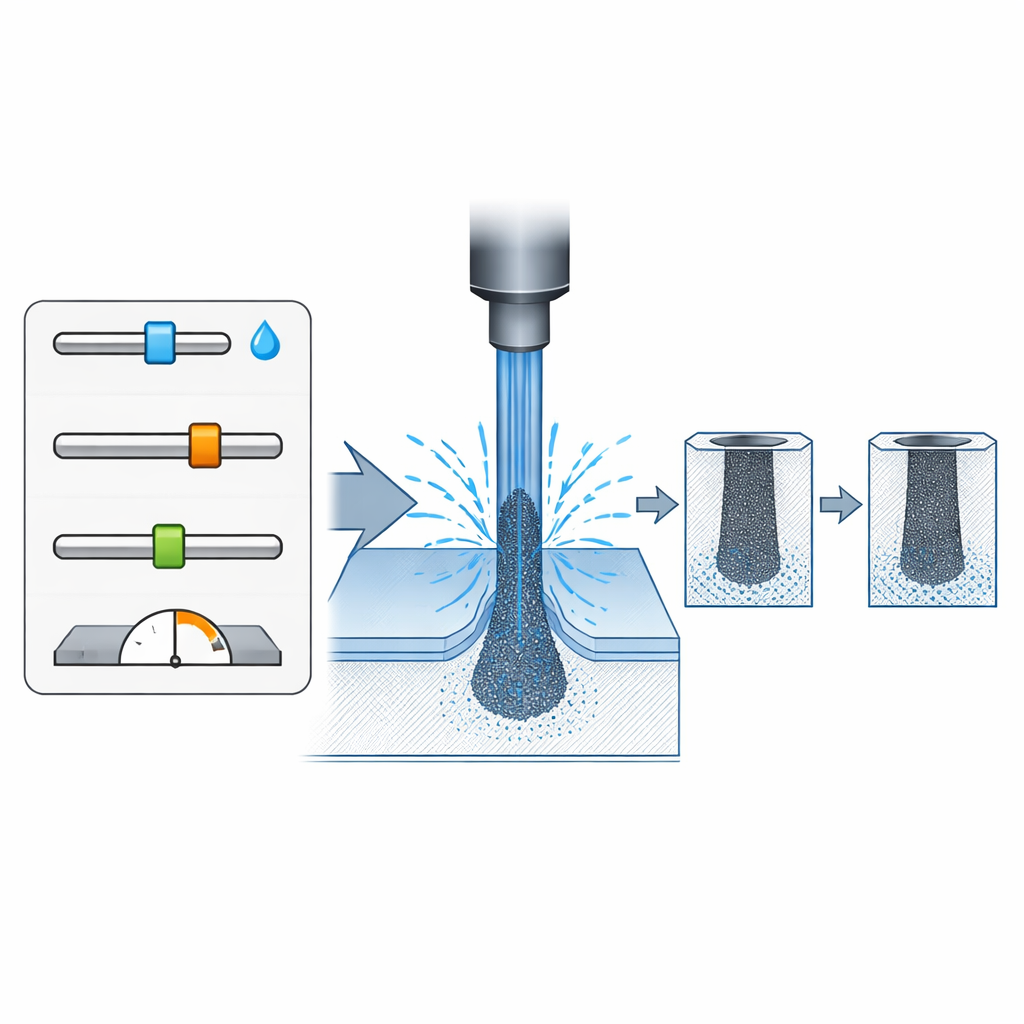
L’usinage par jet d’eau abrasif fonctionne comme un micro‑sablage propulsé par une pression d’eau extrême. Au lieu d’une mèche en rotation, un fin jet d’eau transporte des particules tranchantes qui érodent le matériau là où elles frappent. Pour les feuilles de polycarbonate, cette technique évite une grande partie des dommages thermiques et des fissures qui peuvent affecter la découpe laser ou le perçage mécanique. Mais le résultat dépend toujours de façon sensible des réglages : la pression de l’eau, la distance entre la buse et la surface, et la vitesse de déplacement du jet sur la pièce. Les auteurs se sont concentrés sur la manière dont ces trois paramètres influent sur quatre mesures clés de la qualité des trous : le degré de conicité, la circularité à l’entrée et à la sortie, et la rugosité de la paroi intérieure.
Construire une carte riche des causes et effets
Plutôt que de modifier un réglage à la fois, l’équipe a réalisé 125 expériences soigneusement planifiées testant toutes les combinaisons de pression d’eau, hauteur de buse et vitesse de traversée dans des plages définies. Ils ont percé des trous dans des plaques de polycarbonate identiques d’épaisseur 6 millimètres et mesuré chacun avec des instruments haute précision—une machine de mesure par coordonnées pour la forme et un palpeur pour la rugosité de surface. Ce plan systématique a produit un jeu de données dense et bien distribué, permettant aux chercheurs de saisir des interactions non linéaires subtiles que des études plus simples et plus petites manquent souvent. L’analyse statistique a confirmé que la pression de l’eau domine l’étalement du jet à l’intérieur du matériau, tandis que la hauteur de la buse contrôle fortement la rugosité de surface et que des combinaisons de hauteur et de vitesse régissent la circularité du bord d’entrée.
Laisser l’apprentissage automatique apprendre les règles
Pour interpréter les relations complexes de leur jeu de données, les auteurs ont entraîné plusieurs modèles d’apprentissage automatique—arbres de décision, modèles à boosting et forêts aléatoires—pour prédire la qualité des trous à partir des trois paramètres d’entrée. Ces modèles n’assument pas une formule simple ; ils apprennent les motifs directement à partir des données. Après validation croisée et réglages minutieux, un modèle de forêt aléatoire s’est révélé le prédicteur le plus fiable pour la conicité et la circularité, expliquant avec précision plus de 80–90 % de la variance avec des erreurs relativement faibles. Pour la rugosité de surface, un modèle d’arbre boosting a eu une performance légèrement supérieure, reflétant la manière particulièrement complexe dont la propagation du jet et les fluctuations d’énergie sculptent de petites crêtes et cavités le long des parois du trou.
Rechercher automatiquement la meilleure recette
Équipée d’outils de prédiction précis, l’équipe s’est alors posée une question plus difficile : parmi toutes les combinaisons possibles de pression, distance de buse et vitesse, lesquelles offrent le meilleur compromis global—conicité minimale, circularité quasi parfaite aux deux faces et intérieur lisse ? Plutôt que de balayer l’espace par force brute, ils ont utilisé quatre algorithmes évolutionnaires inspirés par la nature qui imitent des comportements tels que l’essaimement ou la migration pour converger vers des régions prometteuses. En proposant à plusieurs reprises de nouveaux réglages, en évaluant leur qualité via les modèles d’apprentissage et en affinant la recherche, ces algorithmes ont convergé vers un ensemble de conditions optimales. Une méthode appelée Salp Swarm Optimization a systématiquement trouvé le meilleur équilibre, recommandant une pression relativement faible, une courte distance de séparation et une vitesse de coupe modérée.
Transformer les suggestions informatiques en trous réels
Pour vérifier que ces réglages optimisés fonctionnaient en dehors du modèle, les chercheurs ont percé de nouveaux trous dans du polycarbonate en utilisant la combinaison recommandée. Ils ont de nouveau mesuré la conicité, la circularité d’entrée et de sortie, et la rugosité de surface, puis comparé ces valeurs aux prédictions du modèle. La concordance était étroite—les écarts n’étaient que de quelques pourcents—montrant que l’approche intégrée d’expérimentation, d’apprentissage automatique et de recherche évolutionnaire peut guider de façon fiable le réglage du procédé. Pour les fabricants, cela signifie atteindre des trous de haute qualité et reproductibles dans des plastiques sensibles avec beaucoup moins d’essais empiriques, réduisant les rebuts et le temps de mise au point. Plus généralement, l’étude démontre comment les méthodes fondées sur les données peuvent maîtriser des procédés industriels complexes et aider les ingénieurs à concilier simultanément plusieurs objectifs de qualité parfois contradictoires.
Citation: Chandar, J.B., Rathinasuriyan, C., Lenin, N. et al. Machine learning–assisted evolutionary optimization of hole quality and surface integrity in abrasive waterjet drilling of polycarbonate. Sci Rep 16, 13040 (2026). https://doi.org/10.1038/s41598-026-42482-3
Mots-clés: usinage par jet d’eau abrasif, perçage du polycarbonate, optimisation par apprentissage automatique, contrôle de la rugosité de surface, algorithmes évolutionnaires