Clear Sky Science · zh
通过奇异值分解评估粉床熔融中的表面粗糙度
为何3D打印金属表面的微小凸凹很重要
用3D打印制造的金属零件正逐渐应用于飞机、汽车和医疗植入物,但它们的外表面通常远非平滑。表面上的微小凸起和凹坑会削弱零件强度、干扰流体流动并需要昂贵的抛光处理。此研究探讨了一种从高分辨显微扫描中测量和描述这些粗糙度的新方法,目标是让金属3D打印更可靠且更易于控制。
金属粉末如何成为复杂零件
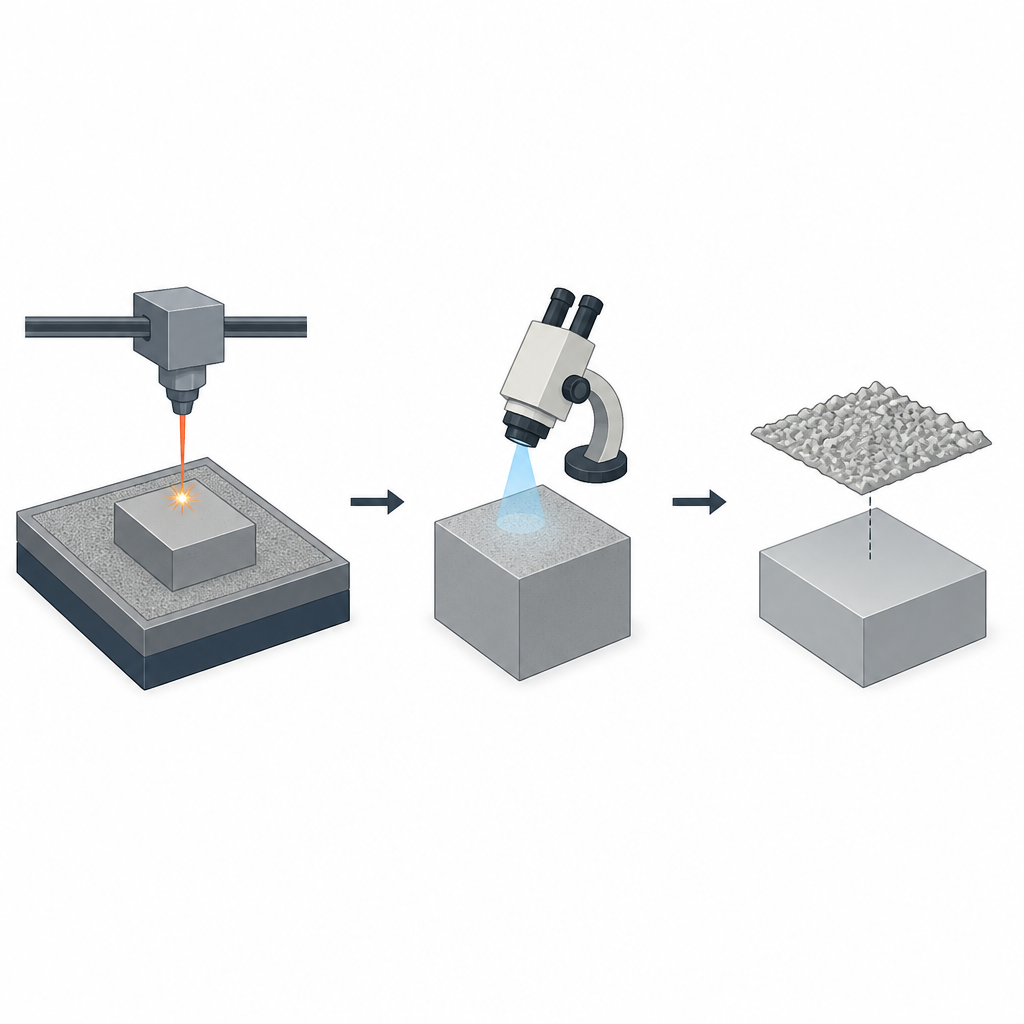
该工作聚焦于一种称为激光粉床熔融的工艺:在基板上均匀铺一层金属粉末,用激光熔化选定区域,层层叠加构建零件。这种方法在制造复杂形状方面表现出色,例如冷却通道或既轻又强的格栅结构。然而,正是逐层构建和高强度加热使得这些设计成为可能,也造成了复杂且不均的表面,尤其是在悬空下垂并覆盖粉末的下表面区域。这些“下表面”区域难以用传统修整工具触及,因此从3D显微图像直接理解其表面纹理至关重要。
为何测量粗糙度比看起来更难
为了评估表面质量,工程师首先记录高度图——覆盖表面的密集高度值网格,通常用光学显微镜获得。该高度图同时混合了多种成分:零件的整体大形状、被称为波纹的较慢起伏,以及最强烈影响性能的细尺度粗糙度。ISO表面纹理标准规定了一系列滤波器以将这些成分分离开来。实际上,使用者必须选择若干滤波设置,且默认值常常使得慢速波纹仍混入粗糙度中。为每个零件调整设置会改善结果,但可能需要数千次试验和数小时的计算。
一种针对重要凸凹的数据驱动捷径
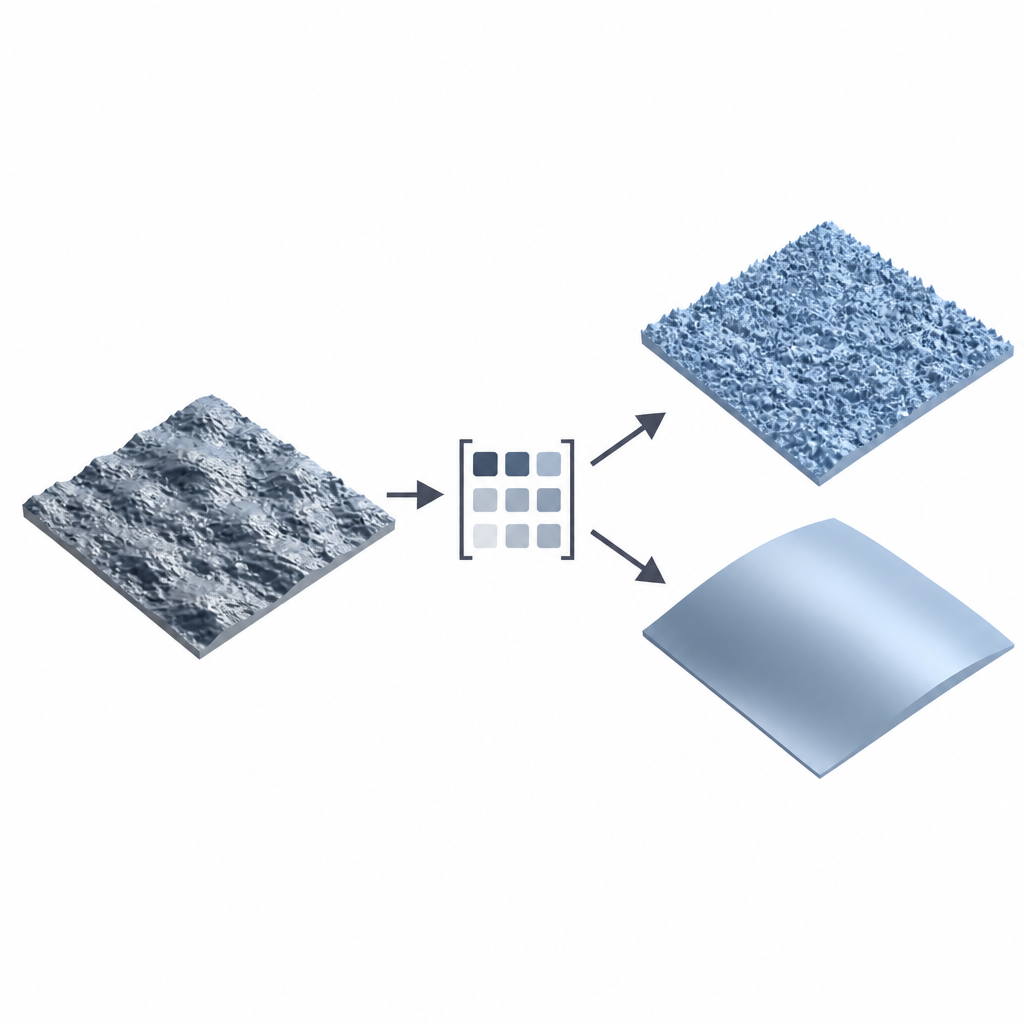
作者提出一种基于奇异值分解的替代方法,这是一种将测量得到的高度图分解为少量平滑模式与剩余残差的数学工具。通过仅保留捕捉大尺度变化的大部分信息的主导模式,他们定义了一个“趋势”表面。从原始高度图中减去该趋势就得到一个纯粹的粗糙残差,该残差富含看似随机的细节但基本不含重复的波动。关键在于,该方法不需要预先训练或手工设计的滤波器形状;它直接从每个测量表面中学习什么是“平滑”。
将新方法付诸检验
为了检验该方法的效果,团队打印了数十个不同悬角的不锈钢试件,并扫描了它们难以处理的下表面。他们将新方法与基于ISO的滤波进行了比较,比较策略包括从直接使用默认值到精心优化的设置。由于真实零件没有确切的参考表面,他们通过剩余粗糙度看起来有多随机且不重复以及结果获得的速度来评判各方法。在这些测试中,新方法始终产生丢弃长而缓和波动但保留细微不规则细节的粗糙度图,而且所需时间远少于调优后的ISO滤波。
这对金属3D打印意味着什么
对制造商来说,这项研究表明粗糙度数值并非单纯“测量”所得,而是经过重构的,所选的重构方法会显著影响报告的数值。所提出的技术提供了更简单的路径:一次快速的分解即可在最少用户输入下将平滑形状与真实粗糙度分离,并且也适用于曲面和变化的表面。尽管仍需在更多材料和机型上进行验证,这种面向数据的表面纹理视角可能使得监测、比较并最终改善金属3D打印零件质量变得更容易。
引用: Sideris, I., Feser, P., Tucker, M.R. et al. Evaluating surface roughness in powder bed fusion via singular value decomposition. npj Adv. Manuf. 3, 21 (2026). https://doi.org/10.1038/s44334-026-00082-z
关键词: 表面粗糙度, 粉床熔融, 金属3D打印, 奇异值分解, 表面计量学