Clear Sky Science · de
Bewertung der Oberflächenrauheit beim Pulverbett-Schmelzen mittels singulärer Wertzerlegung
Warum winzige Unebenheiten bei 3D-gedrucktem Metall wichtig sind
Metallteile aus dem 3D-Druck finden ihren Weg in Flugzeuge, Autos und medizinische Implantate, doch ihre Außenhaut ist oft alles andere als glatt. Diese winzigen Buckel und Vertiefungen an der Oberfläche können Bauteile schwächen, Strömungen stören und teures Polieren erfordern. Die vorliegende Studie untersucht eine neue Methode, diese Rauheit aus detaillierten Mikroskop-Scans zu messen und zu beschreiben, mit dem Ziel, das metallische 3D-Drucken zuverlässiger und besser steuerbar zu machen.
Wie Metallpulver zu komplexen Bauteilen wird
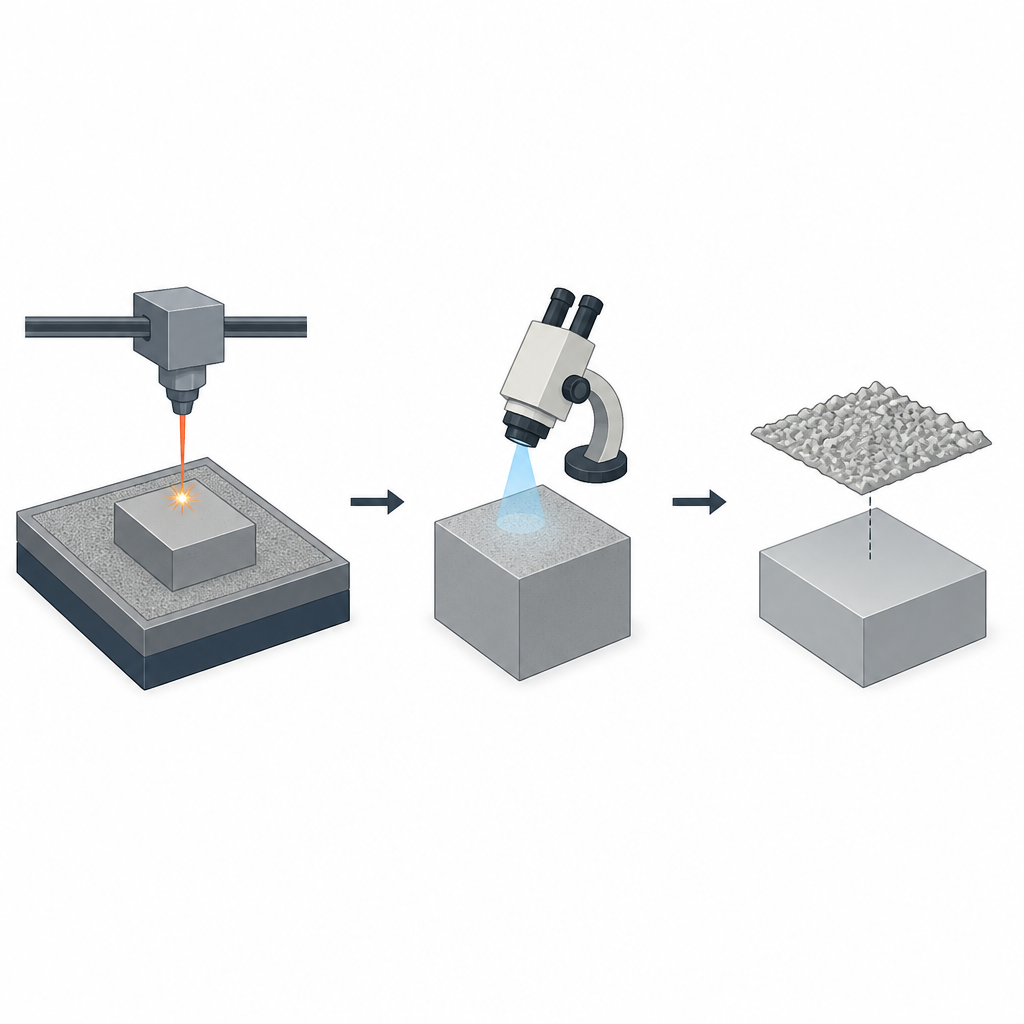
Die Arbeit konzentriert sich auf einen Prozess namens Laser-Pulverbett-Schmelzen, bei dem eine dünne Schicht Metallpulver verteilt und selektiv mit einem Laserstrahl geschmolzen wird, um Schicht für Schicht ein Bauteil aufzubauen. Dieses Verfahren eignet sich besonders für filigrane Geometrien wie Kühlkanäle oder leichte, aber belastbare Gitterstrukturen. Gleichzeitig erzeugen das schichtweise Bauen und die starke Erwärmung komplexe, ungleichmäßige Oberflächen, besonders an nach unten gerichteten Bereichen, die über dem lose liegenden Pulver überhängen. Solche „Downskin“-Flächen sind für herkömmliche Nachbearbeitungswerkzeuge schwer zugänglich, weshalb es wichtig ist, ihre Oberflächentextur direkt aus 3D-Mikroskopbildern zu verstehen.
Warum die Messung von Rauheit schwieriger ist, als es scheint
Um die Oberflächenqualität zu beurteilen, erfassen Ingenieure zunächst eine Höhenkarte — ein dichtes Raster von Höhenwerten über die Oberfläche, meist mit einem optischen Mikroskop. Diese Karte mischt mehrere Komponenten: die großräumige Form des Bauteils, langsamere Welligkeiten und die feinskalige Rauheit, die die Leistung am stärksten beeinflusst. Industrielle Normen, wie die ISO-Standards zur Oberflächenbeschaffenheit, geben eine Reihe von Filtern vor, um diese Komponenten zu trennen. In der Praxis müssen Anwender jedoch mehrere Filtereinstellungen wählen, und die Standardwerte lassen oft langsame Wellen in der Rauheit zurück. Das Feinabstimmen der Einstellungen für jedes Bauteil verbessert das Ergebnis, kann aber tausende Versuche und Stunden Rechenzeit erfordern.
Eine datengetriebene Abkürzung zu den relevanten Unebenheiten
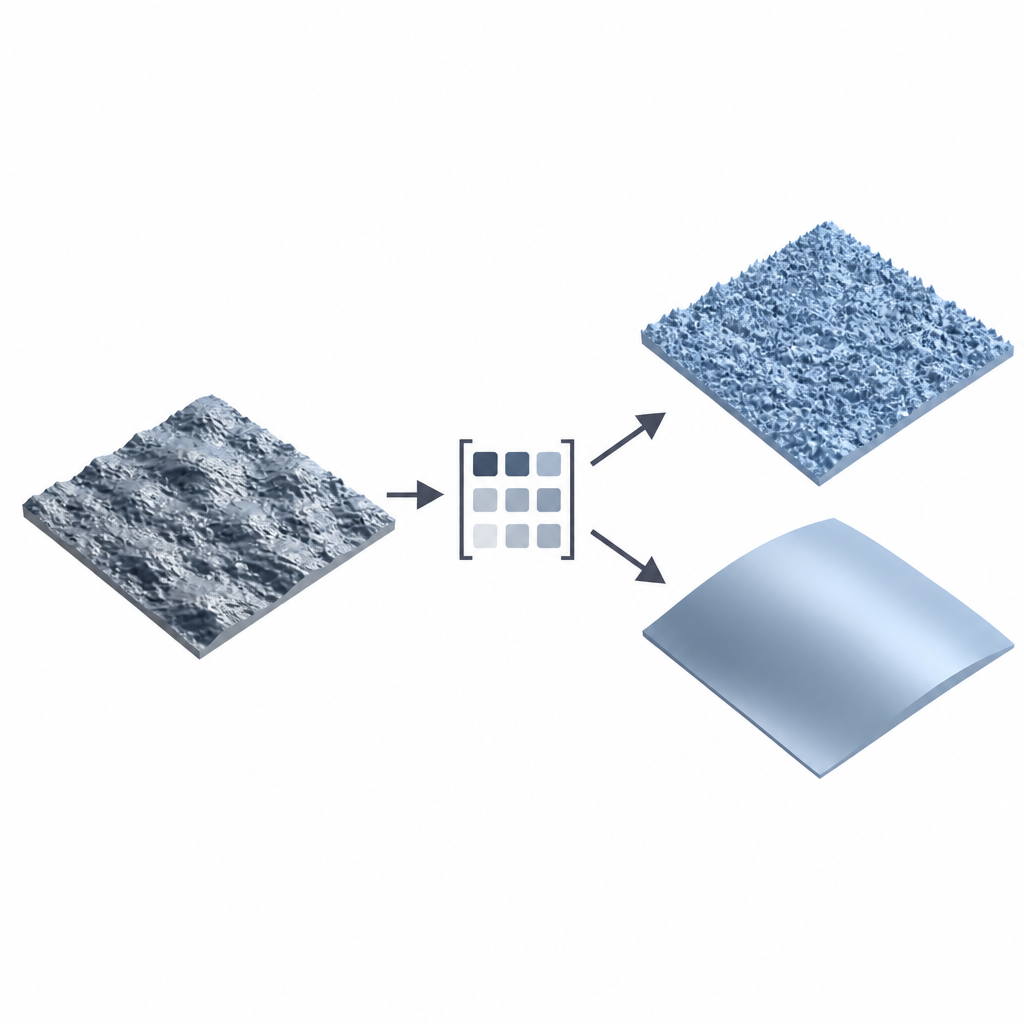
Die Autoren schlagen eine Alternative auf Basis der singulären Wertzerlegung vor, ein mathematisches Werkzeug, das die gemessene Höhenkarte in eine kleine Anzahl glatter Muster und einen verbleibenden Rest zerlegt. Indem nur die führenden Muster behalten werden, die den Großteil der großräumigen Variation erfassen, definieren sie eine „Trend“-Fläche. Zieht man diesen Trend von der Originalkarte ab, bleibt ein rein rauer Residualanteil übrig, der reich an zufällig wirkenden Details ist, aber weitgehend frei von wiederkehrenden Wellen. Entscheidend ist, dass diese Methode kein Vortraining oder handgefertigte Filterformen benötigt; sie lernt vielmehr, was „glatt“ bedeutet, direkt aus jeder gemessenen Oberfläche.
Prüfung der neuen Methode
Um die Leistungsfähigkeit dieses Ansatzes zu bewerten, druckte das Team Dutzende von Teststücken aus Edelstahl mit unterschiedlichen Überhangwinkeln und scannte deren schwer zugängliche Downskin-Flächen. Sie verglichen die neue Methode mit ISO-ähnlichen Filterverfahren und nutzten dabei verschiedene Strategien, von einfachen Standardeinstellungen bis zu sorgfältig optimierten Parametern. Da es für reale Bauteile keine exakte Referenzfläche gibt, bewerteten sie die Methoden danach, wie zufällig und nicht wiederholend die verbleibende Rauheit erschien und wie schnell Ergebnisse erzielt werden konnten. In all diesen Tests erzeugte der neue Ansatz konsequent Rauheitskarten, die lange, sanfte Wellen verloren, aber feine, unregelmäßige Details bewahrten — und das in einem Bruchteil der Zeit, die für optimierte ISO-Filter nötig ist.
Was das für das metallische 3D-Drucken bedeutet
Für Hersteller zeigt die Studie, dass Rauheitswerte nicht einfach „gemessen“, sondern rekonstruiert werden und dass die gewählte Rekonstruktionsmethode die berichteten Zahlen stark beeinflussen kann. Die vorgeschlagene Technik bietet einen einfacheren Weg: eine einzige, schnelle Zerlegung, die glatte Form von echter Rauheit mit minimalem Benutzereingriff trennt und auch auf gekrümmten, variierenden Flächen funktioniert. Zwar muss sie noch an mehr Materialien und Maschinentypen getestet werden, doch diese datengetriebene Sicht auf Oberflächentextur könnte das Überwachen, Vergleichen und letztlich die Verbesserung der Qualität metallischer 3D-gedruckter Bauteile erleichtern.
Zitation: Sideris, I., Feser, P., Tucker, M.R. et al. Evaluating surface roughness in powder bed fusion via singular value decomposition. npj Adv. Manuf. 3, 21 (2026). https://doi.org/10.1038/s44334-026-00082-z
Schlüsselwörter: Oberflächenrauheit, Pulverbett-Schmelzen, metallisches 3D-Drucken, singuläre Wertzerlegung, Oberflächenmetrologie