Clear Sky Science · sv
Undersökning och analys av hur fibermikning påverkar styrkan hos nonwoven-tyger tillverkade med dubbeltrummiga kardningsmaskiner
Starkare tyger från vardagliga fibrer
Från våtservetter och medicinska rockar till rengöringsdukar förlitar sig många vardagsprodukter på nonwoven-tyger gjorda av intrasslade fibrer snarare än traditionell vävning. Denna studie ställer en bedrägligt enkel fråga: hur påverkar sättet fibrerna blandas i maskinen slutproduktens styrka? Genom att titta in i industriella kardningsmaskiner — arbetsmaskinerna som kammar och blandar fibrer — visar författarna att man genom att forma fibrernas väg genom maskinen kan öka styrkan samtidigt som man använder samma mängd material.
Hur moderna fiberrenar formar våra material
Nonwoven-tyger som spunlace är beroende av ett precist förbehandlingssteg som kallas kardning. Vid kardning matas lösa fibrer på snabbt roterande cylindrar täckta med fina metalltänder, vilka kammar ut klumpar och bildar ett tunt, luftigt lager kallat fleece. För viskos–polyesterblandningar som ofta används i hygien- och tekniska textilier påverkar kvaliteten på detta steg — hur jämnt fibrerna öppnas, orienteras och blandas — starkt tygstyrkan. Kardningsmaskiner är dock komplexa konstruktioner av trummor och små valsar som snurrar i olika hastigheter, så att förutsäga hur deras design påverkar fibermikningen är långt ifrån enkelt.
Två maskiner, tre driftsätt
Forskarna fokuserade på en industriell linje som producerade ett lätt nonwoven-tyg (40 gram per kvadratmeter) från en blandning av 80 % polyester och 20 % viskos. De jämförde två moderna "dubbeltrummiga" kardningsmaskiner med olika interna layouter. Den ena använde en enda mellantrumma för att överföra fibrer mellan de två huvudcylindrarna; den andra använde ett mer avancerat system med fyra transfertrummor, vilket möjliggjorde högre genomströmning. Teamet körde tre produktionstester: först endast den enklare kardern vid full last, sedan endast den mer avancerade kardern vid full last, och slutligen båda karderna tillsammans vid halv last vardera. I samtliga fall hölls den totala produktionstakten och tygvikten konstanta.

Mätning av fibrernas dolda resa
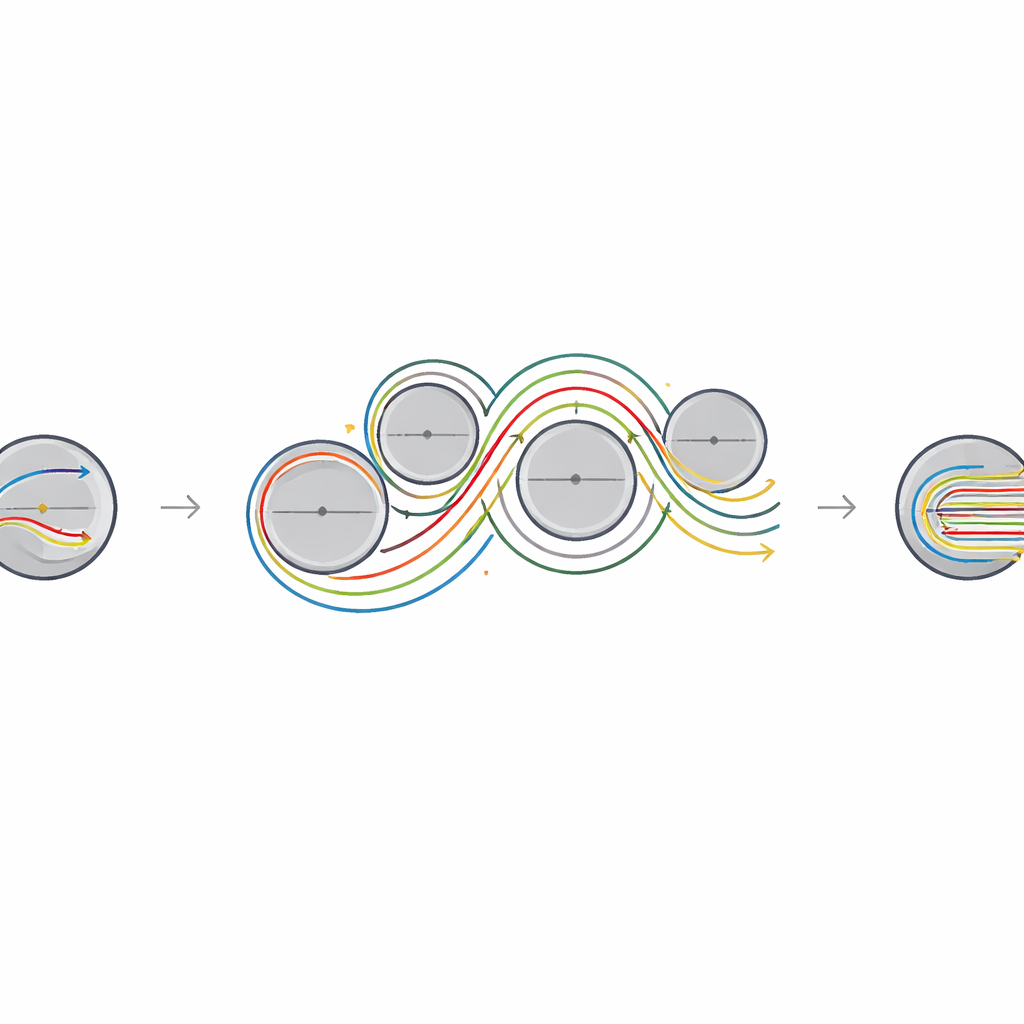
För att koppla maskinens beteende till tygprestanda kombinerade författarna verkliga mätningar med en matematisk modell av fiberrörelsen inuti kardrarna. Modellen behandlar fiberöverföring mellan valsar som en probabilistisk process: vid varje kontaktpunkt mellan ytor har en fiber en viss sannolikhet att plockas upp och föras vidare. Utifrån maskingeometri, valsarnas hastigheter och tätheten på deras täckningar beräknar modellen två nyckelindikatorer: hur länge fibrer i genomsnitt stannar i kardern, och hur långt de färdas när de cirkulerar runt trummor och worker–stripper-valsar. Dessa värden beräknades separat för de två maskinerna och för varje testkonfiguration.
Samtidigt producerade teamet tusentals meter tyg och klippte testremsor över hela webbens 3,2 meters bredd. Med standardiserade dragprov mätte de styrkan både i produktionsriktningen (MD, maskinriktning) och över den (CD, tvärsriktning). Statistiska analyser bekräftade att de tre konfigurationerna gav signifikant olika styrkenivåer. De högsta MD- och CD-värdena — och den mest balanserade förhållandet mellan dem — uppstod när båda karderna arbetade tillsammans vid halv last, trots att den totala outputen förblev densamma.
Längre fiberbanor, starkare nät
Modellen förklarade varför konfigurationen med två karder presterade bäst. I den uppställningen var den genomsnittliga tiden varje fiber spenderade i kardrarna liknande övriga tester, men den totala sträcka som färdades inom en av maskinerna var avsevärt längre — över 26 meter cirkulation jämfört med cirka 17 meter i den enklare konstruktionen. Denna förlängda bana innebär att fibrerna möter fler kammnings- och blandningsmoment, vilket leder till en mer homogen blandning och bättre inriktning. Studien fann en tydlig empirisk koppling: tygerna var starkast när den beräknade fiberbanlängden inne i kardrarna var störst. Med andra ord räcker det inte bara med hur länge fibrerna stannar i maskinen, utan hur intensivt de återcirkuleras och blandas spelar roll.
Att utforma renare, billigare och starkare produkter
Ur användarens perspektiv är slutsatsen att smartare maskindesign kan göra engångsprodukter tåligare och potentiellt mer hållbara utan att tillsätta mer fibrer. Att köra två karder i tandem och finjustera hur fibrerna leds mellan deras trummor gör det möjligt för tillverkare att öka den interna blandningsbanan samtidigt som total produktionstakt och tygvikt hålls oförändrade. Detta öppnar dörren för att använda mindre råmaterial för samma styrka, vilket sänker kostnader, minskar energianvändning och begränsar mängden syntetfiber som hamnar i avfall. Författarna konstaterar att den genomsnittliga fibercirku-lationsdistansen inne i kardningssektionen är en enkel men kraftfull indikator på tygstyrka — och ett praktiskt mål för ingenjörer som söker bättre presterande nonwoven-material.
Citering: Niedziela, M., Sąsiadek, M., Woźniak, W. et al. Investigation and analysis of the impact of fibre mixing on the strength of nonwoven fabrics produced using double-drum carding machines. Sci Rep 16, 11708 (2026). https://doi.org/10.1038/s41598-026-47728-8
Nyckelord: nonwoven-tyger, fibermikning, kardningsmaskiner, spunlace-produktion, textilmekanik