Clear Sky Science · ru
Исследование и анализ влияния смешивания волокон на прочность нетканых материалов, производимых на двухбарабанных кардных машинах
Более прочные ткани из повседневных волокон
От влажных салфеток и медицинских халатов до тряпок для уборки — многие бытовые изделия создаются из нетканых материалов, образованных спутанными волокнами, а не традиционным переплетением. В этом исследовании поставлен, казалось бы, простой вопрос: как способ смешивания волокон внутри машины влияет на прочность конечной ткани? Проникая внутрь промышленных кардных машин — рабочих лошадок, которые расчёсывают и смешивают волокна — авторы показывают, что корректировка траектории волокон в машине может повысить прочность при том же расходе материала.
Как современные кардные механизмы формируют наши материалы
Нетканые материалы, такие как spunlace, зависят от точного предварительного этапа обработки, называемого кардованием. При кардовании рыхлые волокна подаются на быстро вращающиеся цилиндры с мелкими металлическими зубцами, которые распутывают комки и формируют тонкий, воздушный слой — флис. Для смесей вискоза–полиэстер, широко применяемых в гигиенических и технических текстилях, качество этого этапа — насколько равномерно волокна раскрываются, ориентируются и смешиваются — сильно влияет на прочность ткани. Однако кардные машины представляют собой сложные узлы барабанов и мелких роликов с разными скоростями вращения, поэтому предсказать, как их конструкция отражается на смешивании волокон, непросто.
Две машины, три режима работы
Исследователи сосредоточились на промышленной линии по производству лёгкого (40 граммов на квадратный метр) нетканого материала из смеси 80% полиэстера и 20% вискозы. Они сравнили две современные «двухбарабанные» кардные машины с разной внутренней компоновкой. Одна использовала один промежуточный барабан для передачи волокон между двумя основными цилиндрами; другая имела более сложную систему из четырёх передающих барабанов, обеспечивающую большую производительность. Команда провела три производственных испытания: сначала сработал только более простой кард при полной загрузке, затем только более продвинутый кард при полной загрузке, и, наконец, обе машины работали совместно, каждая на полуторной нагрузке. Во всех случаях общая скорость производства и масса ткани оставались неизменными.

Измерение скрытого пути волокон
Чтобы связать поведение машины с характеристиками ткани, авторы объединили реальные измерения с математической моделью движения волокон внутри кардов. Модель рассматривает передачу волокон между роликами как вероятностный процесс: в каждой точке контакта между поверхностями волокно имеет определённую вероятность быть захваченным и перенесённым дальше. Исходя из геометрии машины, скоростей роликов и «зубчатости» их покрытий, модель вычисляет два ключевых показателя: среднее время нахождения волокон в кардной секции и пройденное расстояние при циркуляции вокруг барабанов и рабочих–стрипперных роликов. Эти величины были рассчитаны отдельно для двух машин и для каждой конфигурации испытаний.
Параллельно команда произвела тысячи метров ткани и вырезала испытательные полоски по всей ширине полотна 3,2 метра. С помощью стандартных разрывных испытаний измеряли прочность вдоль направления производства (MD, machine direction) и поперёк него (CD, cross direction). Статистический анализ подтвердил, что три конфигурации дали статистически значимо разные уровни прочности. Наивысшие значения MD и CD — и наиболее сбалансированное соотношение между ними — наблюдались, когда обе кардные машины работали вместе на половинной нагрузке, несмотря на одинаковый общий выпуск.
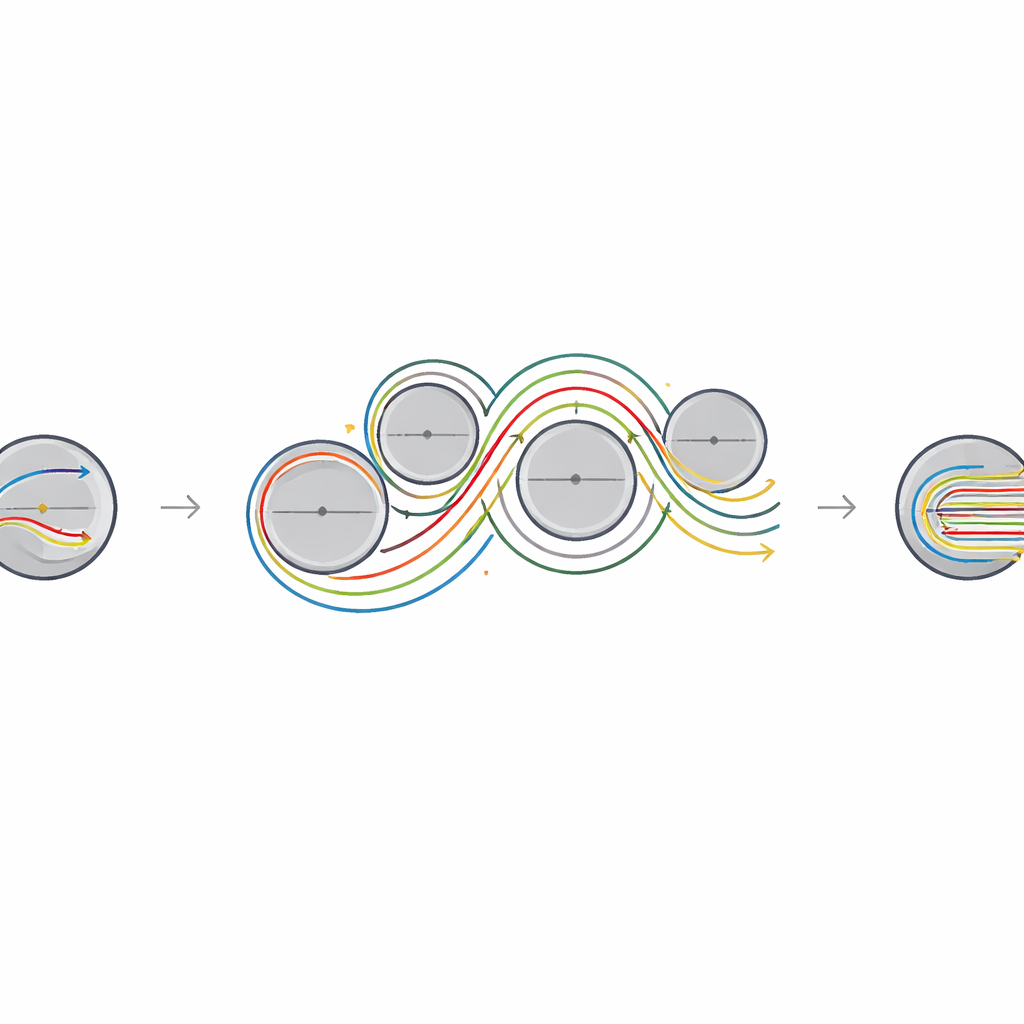
Длиннее пути волокон — прочнее полотно
Модель объяснила, почему лучшей оказалась конфигурация с двумя кардными машинами. В этом режиме среднее время пребывания каждого волокна в кардной секции было сопоставимо с другими испытаниями, но общее пройденное расстояние внутри одной из машин оказалось существенно больше — более 26 метров циркуляции против примерно 17 метров в более простой конструкции. Удлинённый путь означает, что волокна подвергаются большему числу расчёсывающих и смешивающих воздействий, что приводит к более однородной смеси и лучшей выверенности ориентации. Исследование выявило чёткую эмпирическую связь: ткани были прочнее в случаях, когда рассчитанная длина пути волокон внутри кардов была максимальной. Другими словами, важно не только время пребывания волокон в машине, но и интенсивность их рециркуляции и смешивания.
Проектирование более чистых, дешёвых и прочных изделий
С точки зрения пользователя вывод таков: продуманная конструкция машин может сделать одноразовые изделия более прочными и потенциально более устойчивыми, не увеличивая расход волокна. Работа двух кардных машин в тандеме и настройка маршрутов передачи волокон между их барабанами позволяет производителям увеличить внутренний путь смешивания при сохранении общей скорости производства и массы ткани. Это открывает возможность использования меньшего количества сырья при той же прочности, что снижает затраты, уменьшает энергопотребление и сокращает количество синтетических волокон, попадающих в поток отходов. Авторы делают вывод, что средняя дистанция циркуляции волокон внутри кардной секции — простой, но мощный индикатор прочности ткани и практическая цель для инженеров, стремящихся к более эффективным нетканым материалам.
Цитирование: Niedziela, M., Sąsiadek, M., Woźniak, W. et al. Investigation and analysis of the impact of fibre mixing on the strength of nonwoven fabrics produced using double-drum carding machines. Sci Rep 16, 11708 (2026). https://doi.org/10.1038/s41598-026-47728-8
Ключевые слова: нетканые материалы, смешивание волокон, кардные машины, производство spunlace, механика текстиля