Clear Sky Science · sv
Påverkan av termiska och mekaniska egenskaper på ytintegritet vid CNC-svarvning av flera konstruktionsmaterial
Varför metallkomponents yta spelar roll
Vardagsprodukter från bilmotorer till medicinska implantat förlitar sig på metalldelar som glider, tätar eller bär last utan att ge vika. Hur släta dessa metallytor blir efter bearbetning kan vara skillnaden mellan en tyst, effektiv maskin och en som slits ut eller läcker. Den här artikeln undersöker vad som styr den ytan när delar svarvas på en datorstyrd svarv och ställer en enkel fråga: om du skär olika metaller på exakt samma sätt, vilka får bättre ytor och varför?
Närmare granskning av små kullar och dalar
När en metallstång svarvas lämnar verktyget efter sig ett mönster av små kullar och dalar. Författarna skiljer mellan fin "roughness"—de små verktygsmärkena du kan känna med en nagel—och bredare "waviness", vilket är längre vågor orsakade av vibration eller böjning. Roughness påverkar starkt friktion, slitage och hur lätt sprickor initieras, medan waviness kan förstöra en tätning, störa ljus i ett optiskt system eller orsaka oljud i roterande delar. Istället för att bara rapportera ett enda medelvärde använder studien en rikare uppsättning statistiska mått som beskriver inte bara hur stora dessa funktioner är, utan också hur jämnt de är fördelade och om ytan domineras av skarpa toppar eller mjuka dalar.
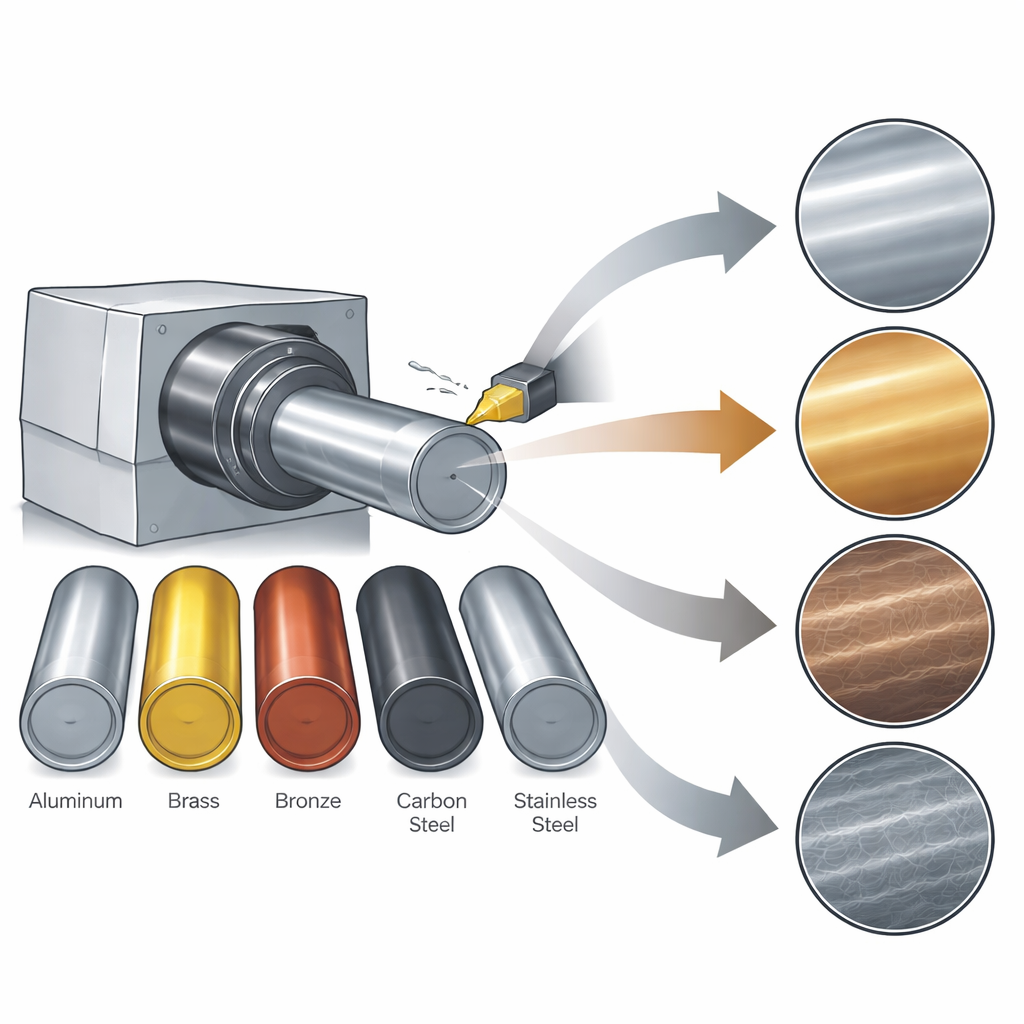
Fem välbekanta metaller under identisk skärning
För att isolera vad materialen själva bidrar med svarvade forskarna fem vanliga legeringar—aluminium 6061, mässing C26000, brons C51000, kolstål 1020 och rostfritt stål 304—med samma CNC-svarv, samma skärverktyg, samma skärhastigheter och matningar, och torrskärning utan kylmedel. De mätte sedan de resulterande ytorna med ett känsligt nålprofilinstrument som spårar profilen med nanometerupplösning. För varje material tog de upprepade mätningar runt omkretsen för att jämna ut lokala avvikelser, och de separerade den fina roughnessen från den bredare wavinessen med standardfilterregler som används inom industriell metrologi.
Vilka metaller blev slätast och varför
Resultaten visar att inte alla metaller beter sig som läroböckerna kanske föreslår. Rostfritt stål 304, det hårdaste och sämst värmeledande metallen i gruppen, gav den slätaste och mest enhetliga ytan, med mycket låg genomsnittlig roughness och waviness. Författarna kopplar detta till dess förmåga att härda vid plastisk deformation och bilda stabila, slingrade spån, vilket håller skärningen jämn och förhindrar att bitar slits bort från ytan. I motsatt ände gav kolstål 1020 de grövsta och mest vågiga ytorna, men på ett konsekvent sätt—dess roughnessvärden varierade inte mycket från plats till plats—vilket tyder på att dess måttliga hårdhet och begränsade förmåga att leda bort värme stadigt skadar verktyget och ytan. Aluminium 6061 och brons hamnade mitt emellan vad gäller genomsnittlig roughness men visade stora zon-till-zon‑variationer, drivna av aluminiumets tendens att fastna på verktyget och bronsens vibrationsbenägna skärning. Mässing gav en något grövre ytfinish, åter påverkad av dess mjukhet och duktilitet.
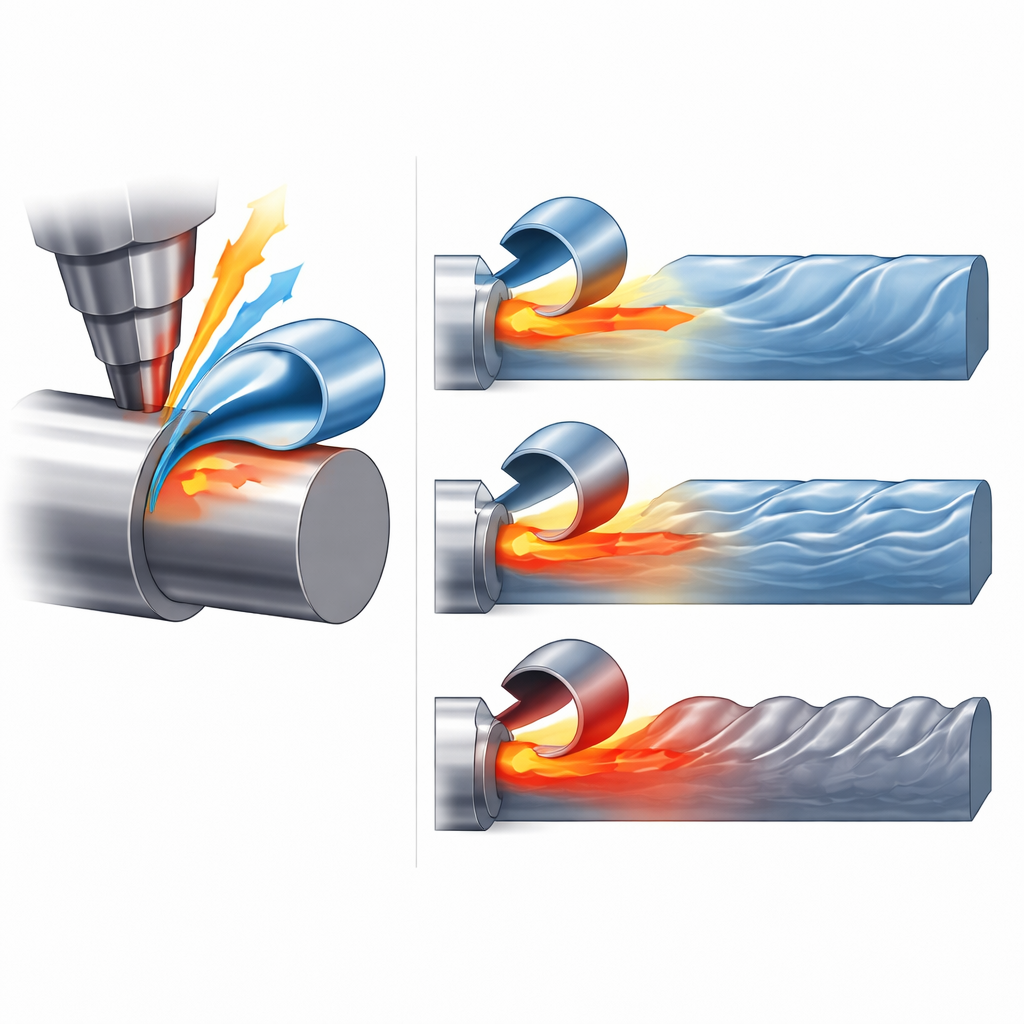
Värmeflöde, hårdhet och ytegenskaper
Genom att jämföra metallernas hårdhet och deras publicerade värden för värmeledningsförmåga med de uppmätta ytorna avslöjar studien tydliga mönster. Över alla fem legeringar motsvarade en förändring på tio procent i värmeledningsförmåga ungefär en förändring på sex procent i ytråhet, även när skärvillkoren var oförändrade. Generellt är metaller som leder värme väl, såsom aluminium och mässing, mindre benägna att överhetta verktyget, men deras mjukhet och benägenhet att smeta eller fastna kan ändå förstöra finishen. Hårdare, sämre värmeledare, som kolstål, lider av värmeuppbyggnad och högre skärkrafter, vilket leder till mer uttalade fåror och vågor. Rostfritt stål 304 framstår som ett undantag: trots att det håller kvar värme stabiliserar dess mikrostruktur och kallbearbetningsbeteende spånbildningen tillräckligt för att ge mycket släta ytor. Författarna följer också mer subtila beskrivare som skevhet (dal‑dominerade kontra topp‑dominerade ytor) och kurtosis (hur spetsiga de högsta asperiteterna är), vilka direkt relaterar till hur väl en yta håller smörjmedel eller var utmattningssprickor sannolikt startar.
Från ytstatistik till verklig prestanda
I stället för att nöja sig med "denna metall är grövre än den andra" bygger författarna ett ramverk som kopplar dessa statistiska ytbetecknare till praktiska utfall som slitstyrka, utmattningslivslängd och dimensionsstabilitet. De visar till exempel att dalrika ytor kan vara fördelaktiga i glidande delar eftersom de fångar upp smörjmedel, medan ytor med skarpa toppar är mer benägna att fungera som spänningskoncentratorer där sprickor kan börja. Deras statistiska tester bekräftar att skillnaderna mellan materialen inte beror på slumpmässig spridning utan överväldigande på inneboende egenskaper som hårdhet och värmeflöde. Arbetet påstår inte att det representerar bästa industriella praxis—varje metall skulle normalt få sitt eget optimerade skärrecept—men det etablerar en gemensam referens som visar hur materialval ensamt kan styra ytintegriteten. För konstruktörer och tillverkare innebär detta att valet av legering inte bara handlar om styrka eller korrosionsbeständighet: det bestämmer också tidigt hur slät, hållbar och pålitlig en bearbetad yta kan bli.
Citering: Alsoufi, M.S., Bawazeer, S.A. Influence of thermal and mechanical properties on surface integrity in CNC turning across multiple engineering materials. Sci Rep 16, 14155 (2026). https://doi.org/10.1038/s41598-026-41648-3
Nyckelord: CNC-svarvning, ytjämnhet, värmeledningsförmåga, materialhårdhet, ytintegritet